Изобретение относится к прокатному производству и может быть использовано при прокатке полос в клетях черновой группы широкополосного стана горячей прокатки.
Цель изобретения - улучшение качества полос путем уменьшения их разноширин- ности и экономия металла за счет снижения проточной обрези.
Способ горячей прокатки на широкополосном стане включает деформацию полос в универсальных клетях черновой группы стана таким образом, что узкие грани прокатывают в вертикальных валках с рассогласованными в каждой паре валков скоростями.
При рассогласовании скоростей вертикальных валков окружную скорость валка, установленного со стороны печи, назначают равной ,003-1,030 окружной скорости другого валка.
Предложенный способ заключается в следуюшем.
Практика эксплуатапии клетей с вертикальными валками плказала, что во всех уни- веральных клетях имеет место преим у шественный износ вертикальных валков, расположенных со стороны методических печей (левая сторона по ходу прокатки). Он объясняется изгибом (серпением) полосы на правую сторону в результате неравномерной деформации раскатов по их п ирине в горизонтальных валках ц ирокополосного стана. Преимушественный износ вертикального валка, расположенного со стороны rieneii, приводит к появлению неконтролируемой разности катающихся диаметров пары вертикальных валков в течение их кампании. Это затрудняет установку заданного раствора валков, снижается точность раскатов по ширине, т.е. повышается их разноширин- ность.
Рассогласрвание окружных скоростей вертикальных валков, при котором скорость -валка, расположенного со стороны печи, устанавливают равной 1,003 - 1,030 окружной скорости другого napnoi o валка (т.е. 1,003 1,030), устраняет волочение раскатов выпуклой стороной по валу после захвата переднего конца горизонгальными валками. За счет этого устраняется препмуп1еС71
1чЭ
а: 00
СП
ственный износ валка, расположенного со стороны печи. Предложенное рассогласование окружных скоростей вертикальных валков не увеличивает серповидность раскатов, так как характер изгиба определяет всей со- вокуиностью условий прокатки.
Рассогласование окружных скоростей достигается за счет установки вертикальных валков с различными катающими диаметрами. Если подбором соответствующего диа- метра окружную скорость вертикального валка, расположенного со стороны печи установить больше, чем 1,030 (т.е. i)/Vn 1,030) окружной скорости парного валка, то возможен недопустимый по величине изгиб полосы в горизонтальной плоскости. Уве- лпчение окружной скорости вертикального валка, установленного со стороны печи, по величине меньше, чем 1,003 (т.е. i ,003) окружной скорости парного валка не позволяет достичь положительного эффекта, так как не устраняет преимущественного износа нервого (из упомянутых) валка.
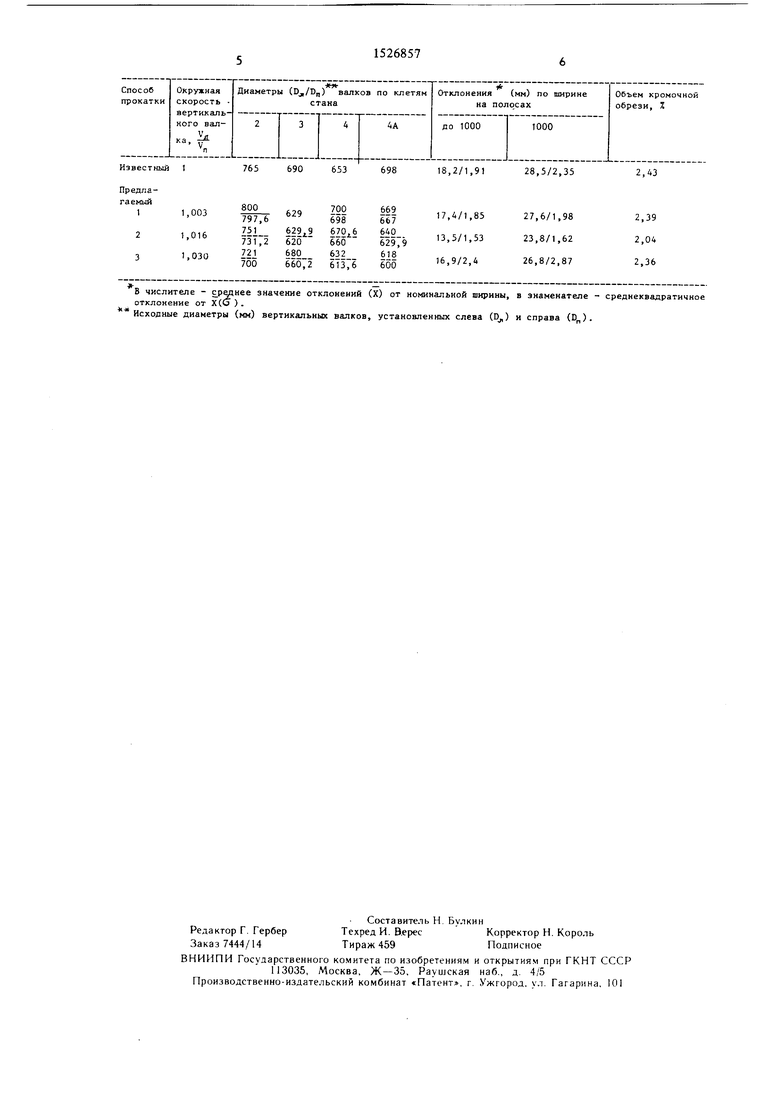
Пример. В качестве примера рассматриваются результаты (таблица) сопоставительных опробований способов известного (И) и предложенного (П) в условиях универсальных клетей черновой группы ШСГП 1700. Реализация предлагаемого способа обеспечивается путем использования различных по величине диаметров смежной пары верти- ка,1ьных валков в каждой универсальной клети. Фактические диаметры вертикальных валков и скорости прокатки по клетям черновой I pyinibi стана следующие:
Номер Диаметр клетивалка, мм
9
Скорость прокатки, м/с
800-7000,2-1,2
3- 4а700 - 6001,15-2,3
В качестве известного (И) способа применяют режим прокатки в вертикальных валках, когда окружные их скорости одинаковы. Из а}|ализа результатов сопоставительных опробований способов следует, что во всем предложенном диапазоне соотношения скоростей обеспечивается более высокое качество по сравнению с известным способом.
д 0
, 0
5
0
При -этом обеспечивается разноширинность (X) меньшая по величине во всем диапазоне предложенного рассогласования скоростей по сравнению с известным способом, хотя по параметру 6п максимальное рассогласование несколько хуже, чем известный способ. В целом это обеспечивает снижение кромочной обрези и на проконтролированных полосах, подлежащих кромочной обрези, в пределах 0,04--0,39 /о во всем диапазоне предложенного рассогласования скоростей. Это объясняется тем, что увеличение окружной скорости вертикальных валков, установленных со стороны печи, позволяет устранить их повышенной износ по сравнению с соответствующими парными валками. За счет этого в течение компании вертикальных валков разность их катающих диаметров не превосходит 5 мм. В результате снижается разнощиринность полос (умень щается фактическая величина допуска по щи- рине), что приводит к экономии металла при обрезке кромок, а также в стучае постановки рулонов без обрезки кромок.
Основное технико-экономическое преи- -мущество способа сводится к улучшению качества полос, в частности к уменьшению их разноширинности, и, как следствие, приводит к экономии металла в том числе на кро- мочпой обрези полос, т.е. к сокращению расходного коэффициента металла.
Формула изобретения
Способ горячей прокатки на широкополосном стане, включающий деформацию полос в универсальных клетях черновой группы стана, при этом узкие грани прокатывают в вертикальных валках с рассогласованными в каждой паре ва.чков скоростями, отличающийся тем, что, с целью улучшения качества полос путем уменьшения их разноширинности и экономии металла за счет снижения кромочной обрези, при рассогласовании скоростей вертикальных валков окружную скорость валка, установленного со стороны печи поддерживают равной 1,003- 1,030 окружной скорости другого валка
ИзвестныЯ 1
765
690
653
698
18,2/1,91
28,5/2,35
2,43
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ШИРОКИХ ПОЛОС | 2004 |
|
RU2274504C1 |
| Способ прокатки полос в вертикальных валках универсальных клетей черновой группы широкополосного стана | 1988 |
|
SU1532105A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Комплект валков | 1990 |
|
SU1777567A3 |
| Способ прокатки полос | 1991 |
|
SU1789315A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574300A1 |
| Стан для прокатки толстых листов | 1986 |
|
SU1398934A1 |
| Способ прокатки в вертикальных валках универсальных клетей | 1990 |
|
SU1734899A1 |
| Способ прокатки полос | 1982 |
|
SU1061861A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке полос в клетях черновой группы широкополосного стана горячей прокатки. Цель изобретения - улучшение качества путем уменьшения их разноширинности и экономия металла за счет снижения проточной обрези. При прокатке полос в вертикальных валках универсальных клетей черновой группы широкополосного стана окружную скорость валка, установленного со стороны печи, равна 1,003-1,036 окружной скорости другого валка. Это компенсирует серповидность, возникающую в горизонтальных валках, и уменьшают износ вертикального валка. 1 табл.
В числителе - с реднее значение отклонений (X) от номинальной ширины, в знаменателе - среднеквадратичное отклонение от Х(о ). Исходные диаметры (мм) вертикальных валков, установленных слева (D,) и справа (С„).
| Способ прокатки полос | 1985 |
|
SU1251983A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
