оэ со оо со со
4
Изобретение относится к прокатному производству и может быть использовано при строительстве новых и реконструкции устаревших толстолистовых станов.
Цель изобретения - снижение расхода металла и улучшение качества проката.
На чертеже представлена схема предлагаемого стана для прокатки толстых листов и плит.
Предлагаемый стан содержит черновую группу, состояш,ую из клети 1 с горизонтальными валками и клетей 2 и 3 с вертикальными валками, чистовую универсальную клеть 4, нагревательное устройство 5, рольганги 6-9 и о устройство 10 поперечной подачи раскатов. Стан работает следующим образо.м.
Заготовка-сляб поступает в нагревательное устройство 5, где нагревается до 1150- 1200°С. Из нагревательного устройства заготовку подают па рольганг 6, кантуют на 90° и прокатывают в вертикальных зал- ках клети 2 и горизонтальных валках клети 1. Затем раскат устройство. 10 поперечной подачи подают в вертикальные валки клети 3, где обжимают и подают устройством 10 поперечной г одачи раскатов назад на линию прокатки и прокатывают в горизонтальных валках клети 1 и вертикальных валках клети 2. .Затем цикл прокатки повторяют до получения необходимой ширины. После разбивки ширины заготовку кантуют на и повторяют цикл прокатки до получения необходимой тол- шины. Затем раскат передают в чистовую клеть 4, где продольную прокатку ведут в универсальной клети до получения заданной толщины.
При прокатке в два раската стан работает следующим образом.
Начальная часть прокатки первого раската аналогична прокатке в один раскат. Когда первый раскат гюдают устройством 10 поперечной подачи раскатов в клеть 3 с вертикальными валка.ми, начинают прокатку второго раската в вертикальных валках клети 2 и горизонтальных валках клети 1. Затем второй раскат передают на рольганг 7, а первый раскат возвращают устройством 10 поперечной подачи раскатов на липию прокатки. Зате.м пер0
5
0
5
0
5
0
5
выи раскат катают в горизонтальных валках клети 1 и вертикальных валках клети 2, а второй раскат передают в клеть 3 и обжимают там. Таким же образом повторяется цикл прокатки до получения необходимой толщины и ширины раскатов.
При прокатке на предлагаемом толстолистовом стане обжимают торцовые грани раската в процессе черновой прокатки после каждого второго прохода, вогнутость не успевает накапливаться и тем са.мым исключается образование закатов. Это обуславливает включение дополнительной клети с вертикальными валками для обжатия торцовых граней заготовок в черновую группу стана.
Разворот линии прокатки дополнительной клети на 90° к обще.му направлению прокатки исключает дополнительные кантовки раската, необходимые при другой компоновке черновой группы клетей.-Кроме того, такое расположение клетей дает возможность вести прокатку в два раската.
Качество прикромочной зоны у листов, полученных на предлагаемом стане, значительно выше, чем у листов с обрезной кромкой, в связи с тем, что при- кромочная зона со значительной проработкой вертикальными валками является наиболее уплотненной и имеет дендритную структуру, а у листов с обрезной кромкой обнажаются менее проработанные слои металла и имеется возможность появления дефектов резки в виде рванин.
Формула изобретения
Стан для прокатки толстых листов, содержащий нагревательные печи, последовательно установленные черновую группу с вертикальной и горизонтальной клетями, рабочие рольган1 и и универса;|ьную чистовую клеть, отличающийся тем, что, с целью снижения расхода .металла и улучшения качества проката за счет исключения бо- .ковой и уменьшения торцовой обрези, черновая группа снабжена дополнительно вертикальной клетью, линия прокатки которой развернута на, 90° к обп1.е.му направлению прокатки стана, и установленным па рабочем рольганге за черновой группой устройством поперечной подачи раскатов.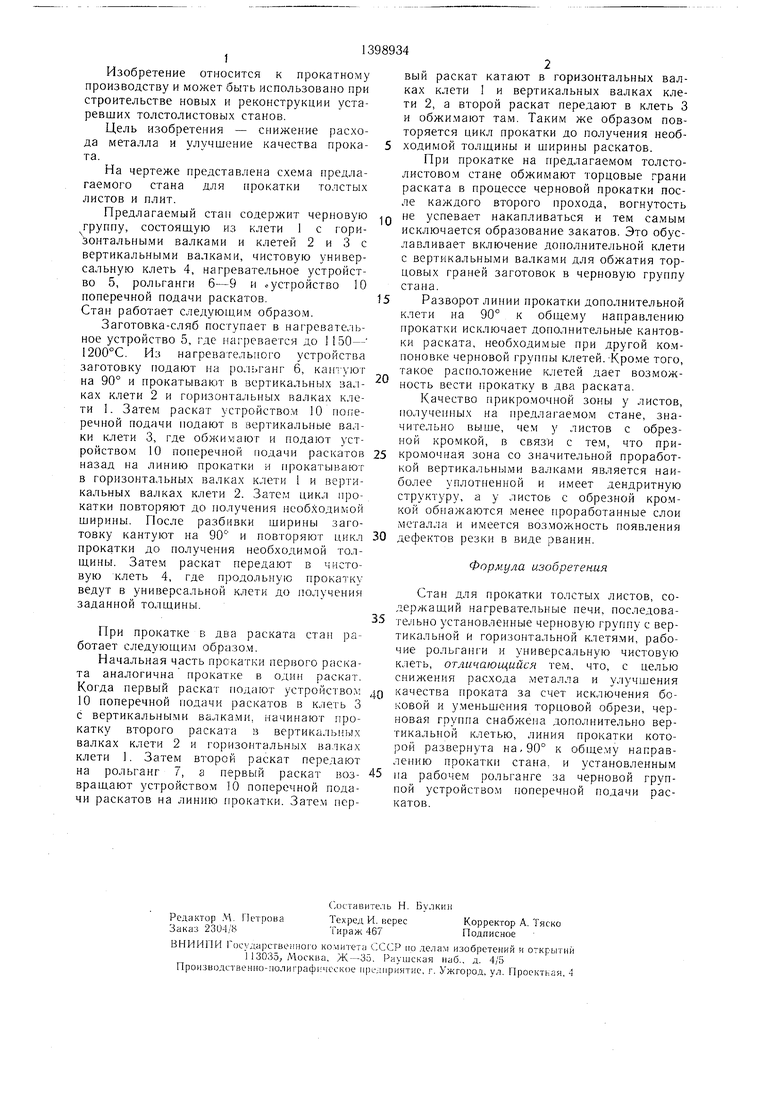
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОГО ЛИСТА ИЗ НЕПРЕРЫВНО-ЛИТОГО СЛЯБА | 2017 |
|
RU2694443C2 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ горячей прокатки толстолистовой стали | 1983 |
|
SU1152673A1 |
| Стан для горячей прокатки полос и листов | 1978 |
|
SU1089818A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ НА РЕВЕРСИВНОМ СТАНЕ | 2013 |
|
RU2549808C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА РЕВЕРСИВНОМ ТОЛСТОЛИСТОВОМ СТАНЕ | 2009 |
|
RU2403998C1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
Изобретение относится к прокатному производству и может быть использовано при строительстве новых и реконструкции устаревших толстолистовых станов. Цель изобретения - снижение расхода металла и улучшение качества проката. В стане, содержащем нагревательные печи, последовательно установленные черновую группу (ЧГ) с вертикальной 2 и горизонтальной 1 клетями и универсальную чистовую клеть 4, ЧГ снабжена дополнительной вертикальной клетью 3, линия прокатки которой развернута на 90° к обш,ему направлению прокатки. На рабочем рольганге 7 за ЧГ расположено устройство 10 поперечной подачи раската. При прокатке толстых листов торцовые грани раската в процессе черновой прокатки обжимают после каждого второго прохода, тем самым исключается образование закатов на торцах. Возможна прокатка в ЧГ двух раскатов одновременно. 1 ил. 9 (Л
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Литовченко Н | |||
| В., Антонов С | |||
| И | |||
| и др | |||
| Производство толстолистовой стали | |||
| М.; Металлургия, 1964, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
