1
(21)4378369/25-27
(22)03.12.87
(46) 07.12.89. Бкш. № 45
(71)Филиал Московского специального конструкторского бюро автоматических линий и агрегатных станков
(72)А.И.Комков и В.А.Рогачев
(53)621.979.062 (088.8)
(56)Авторское свидетельство СССР № 290809, кл. В 23 Q 7/02, 1967.
(54)УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ ТИПА КОЛЕЦ
(57)Изобретение относится к обработке металлов давлением, в частности к устройству для ориентации деталей типа колец, и может быть использовано в сборочных автоматических линиях при запрессовке деталей. Цель изобретения - повышение производительности и надежности работы. Устройство состоит из двух ориентирующих ветвей, состоящих соответствен/J 20
Г
х
но из приемных лотков и отсекателей 15, поворотных кассет 9 и 12 и прямолинейных выходных лотков 10 и 11. Кассета 9 установлена перед лотком 10. Ветви связаны общей кареткой 18, установленной в корпусе с возможностью перемещения вдоль ориенти- РУЮЕ1ИХ ветвей. На каретке 18 оппо- зитно установлены подпружиненные щупы 19, взаимодействующие с закрепленными на корпусе копирами 20. Поворотные кассеты 9 и 12 связаны с гидроцилиндром перемещения каретки через рейку и пружину. Устройство позволяет одновременно ориентировать две детали с расположением элементов несимметричности в одну сторону. Надежность устройства повышается, так как поворотные кассеты совершают поворот на 180 с началом перемещения каретки, что позволяет сбросить разделительным рычагом деталь в уже повернутую кассету. 1 э.п. ф-лы, 5 ил.
Б-Б
19 18 9. Ю
(Л
ел
IN9
О 00 Од
к
иг.З
11 12
Изобретение относится к обработке металлов давлением и может быть использовано в сборочных автоматических линиях при запрессовке дета- лей типа колец.
Цель изобретения - повьпиение производительности и надежности работы.
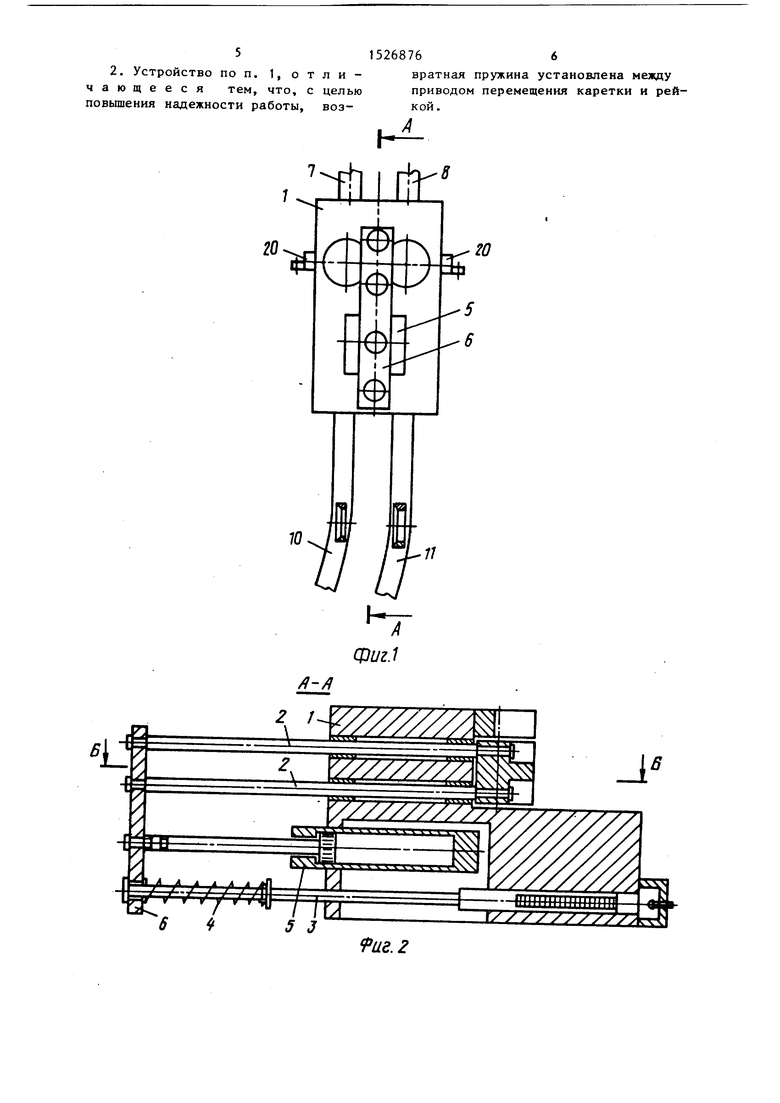
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фя1г. 2j на фиг.А - разрез В-В на фиг.З, по одной ветви ориентации; на фиг.З - разрез Г-Г на фиг.З, по второй ветви ориентации.
Устройство состоит из корпуса 1, в котором установлены скалки .2, рейка 3 с пружиной 4 и гидроцилиндр 5, связанный с ними через планку 6. На корпусе 1 закреплены два приемных лотка 7 и 8. По оси лотка 7 последо
вательно установлены поворотная кассета 9 и выходной лоток 10, а по оси лотка 8 установлены также последова- тельно выходной лоток 11 и кассета 12. Поворотные кассеты 9 и 12 связаны через шестерни 13 и 14 с рейкой 3 В корпусе 1 также установлены подпружиненные отсекатели 15 и разделитель ные рычаги 16 и 17 с противовесами, причем рычаг 16 закреплен над окном кассеты 9, рычаг 17 над выходным лотком 11. На скалках 2 установлена каретка 18, на которой под лотками 7 и 8 установлены подпружиненные щупы 19. Щупы 19 связаны с копирами 20, закрепленными на корпусе 1 . В корпусе под кареткой 18 по оси лотков 7 и 8 установлены датчики 21 и 22 наличия деталей. Ориентируемые детали обозначены позициями 23 и 24.
Устройство работает следующим образом.
По лоткам 7 и 8 детали 23 и 24 поступают в каретку 18. При срабатывании датчиков 21 и 22 гидроцилиндр 5 перемещает ее вперед. Отсекатели 15 отделяют детали от потока и детали двигаются далее по двум ветвям. Далее подпружиненные щупы 19, перемещаясь по копирам 20, взаимодействуют с деталями 23 и 24 каждой ветви
При этом, если, например, заходна фаска на детали 23 находится со сто- роны щупа 19, то он преодолевая усилие рычага 16 с противовесом, перемещает ее до выходного лотка 10 и по действием копира выводится из детали
23. Если фаска на детали 23 находится с противоположной стороны щупа (щуп не входит в деталь), то рычаг 16 под действием противовеса сбрасывает деталь 23 в поворотную кассету 9.
Одновременно аналогичные действи происходят с деталями 24 в другой ветви. Только для того, чтобы фаски на деталях 24 и 23 при выходе из лотков 10 и 11 были расположены в одну сторону, то деталь 24 с фаской расположенной от щупа 19 попадает сразу в лоток 11,.а деталь с фаской со стороны щупа 19 попадает в поворотную кассету 12.
Одновременно с перемещением деталей 23 и 24 происходит поворот кассет 9 и 12 на 180° и детали 23 и 24 одинаково сориентированные попадают в выходные лотки 10 и 11 и далее на запрессовку.
Формула изобрет-еийя
1. Устройство для ориентации деталей типа колец, содержащее корпус, ориентирующую ветвь, состоящую из приемного лотка, отсекателя, поворотной кассеты и выходного лотка, приводную каретку,установленную в корпусе с возможностью перемещения вдоль ориентирующей ветви, подпружиненный щуп, установленный в каретке копир, закрепленный на корпусе с возможностью взаимодействия с подпружиненным щупом, привод поворота кассет, вьшолненный в виде рейки, связанной с приводом перемещения каретки, и возвратной пружины, отличающееся тем, что, .с целью повышения производительности, оно снабжено дополнительной ориентирующей ветвью, выполненной в виде выходного лотка, отсекателя, поворотной кассеты и выходного лотка и расположенной параллельно имеющейся ветви, дополнительным подпружиненным щупом, установленным в каретке оппо- зитно имеющемуся, дополнительным копиром, закрепленным на корпусе с возможностью взаимодействия с дополнительным щупом, .при этом приводная каретка выполнена единой для обеих ориентирующих ветвей, а поворотная кассета в одной из ветвей установлена перед выходным лотком.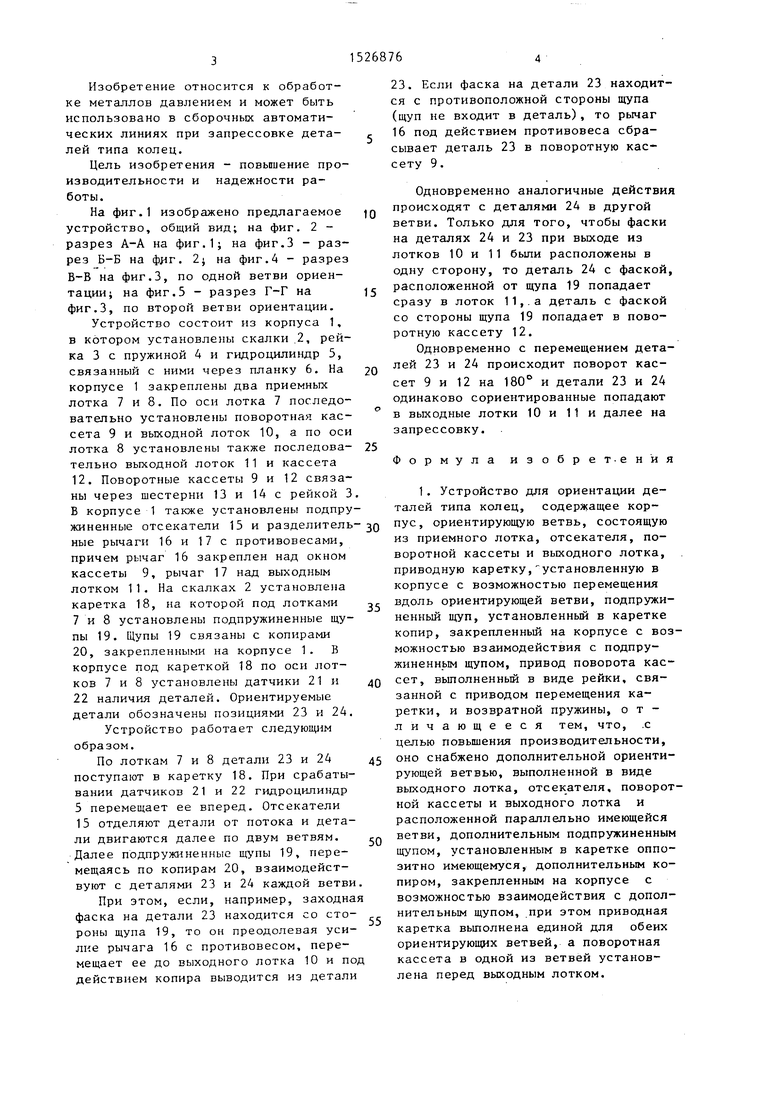
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| МЕХАНИЗМ ОРИЕНТАЦИИ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1971 |
|
SU290809A1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для подачи деталей | 1988 |
|
SU1593907A1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| Загрузочно-разгрузочное устройство | 1970 |
|
SU318263A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
Изобретение относится к обработке металлов давлением, в частности к устройству для ориентации деталей типа колец и может быть использовано в сборочных автоматических линиях при запрессовке деталей. Цель изобретения - повышение производительности и надежности работы. Устройство состоит из двух ориентирующих ветвей, состоящих соответственно из приемных лотков и отсекателей 15, поворотных кассет 9 и 12 и прямолинейных выходных лотков 10 и 11. Кассета 9 установлена перед лотком 10. Ветви связаны общей кареткой 18, установленной в корпусе с возможностью перемещения вдоль ориентирующих ветвей. На каретке 18 оппозитно установлены подпружиненные щупы 19, взаимодействующие с закрепленными на корпусе копирами 20. Поворотные кассеты 9 и 12 связаны с гидроцилиндром перемещения каретки через рейку и пружину. Устройство возволяет одновременно ориентировать две детали с расположением элементов несимметричности в одну сторону. Надежность устройства повышается, т.к. поворотные кассеты совершают поворот на 180° с началом перемещения каретки, что позволяет сбросить разделительным рычагом деталь в уже повернутую кассету. 5 ил.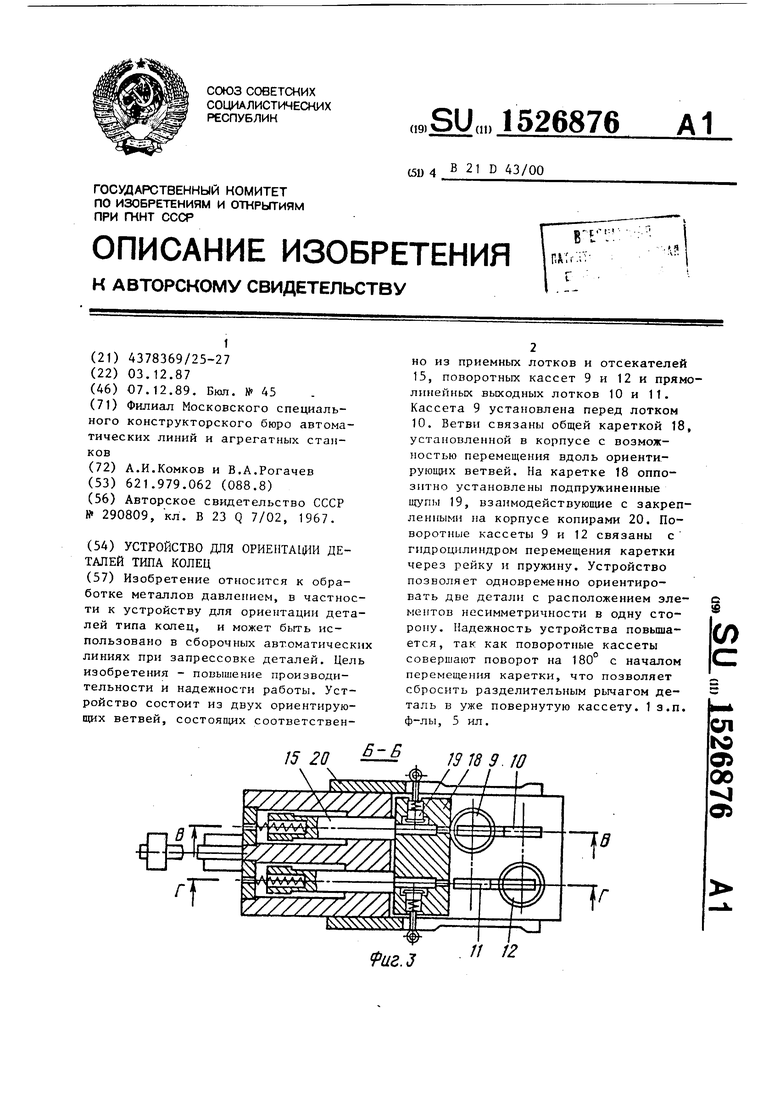
-у//у ///.т
l , , , , ,
7////////77,
LXiJ
tSL
А
{
.И ,1 л л и и
Г Г Г / / /11 / .
,,.y//4|)f
5 J
JZ
г.
