электромагнитный насос 2 и по метал- лопроводу 5 заполняют форму 4. Одновременно осуществляют поворот стола 6 установки на вторую позицию, где происходит затвердевание отливки. На третьей позиции отключают насос 2 и с помощью механизма 7 поворота сливают избыток расплава из нижней поворотной части 8 емкости. Совмещение операций заполнения формы с поворотом стола на следующую позицию обеспечивает повьшение производительности, а непродолжительное взаимодействие металлопровода с расплавом позволяет упростить ее конструкцию. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная установка для литья под низким давлением | 1986 |
|
SU1371768A1 |
| Карусельная кокильная машина | 1978 |
|
SU749559A1 |
| КОКИЛЬНЫЙ МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОАЛЮМИНИЕВЫХ ОТЛИВОК | 1994 |
|
RU2062681C1 |
| Установка для литья под низким давлением | 1978 |
|
SU763038A1 |
| Машина для литья под низким давлением | 1973 |
|
SU476937A1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2048954C1 |
| Устройство для кокильного литья | 1986 |
|
SU1405952A1 |
| Установка для литья под избыточным давлением | 1977 |
|
SU791450A1 |
Изобретение относится к литейному производству, в частности к оборудованию для получения отливок под электромагнитным давлением. Цель изобретения - повышение производительности и упрощение конструкции. На первой позиции установки из дозатора заполняют промежуточную емкость 1 расплавом, которая имеет верхнюю часть 9 в виде воронки, включают электромагнитный насос 2 и по металлопроводу 5 заполняют форму 4. Одновременно осуществляют поворот стола 6 установки на вторую позицию, где происходит затвердевание отливки. На третьей позиции отключают насос 2 и с помощью механизма 7 поворота сливают избыток расплава из нижней поворотной части 8 емкости. Совмещение операций заполнения формы с поворотом стола на следующую позицию обеспечивает повышение производительности, а непродолжительное взаимодействие металлопровода с расплавом позволяет упростить ее конструкцию. 2 ил.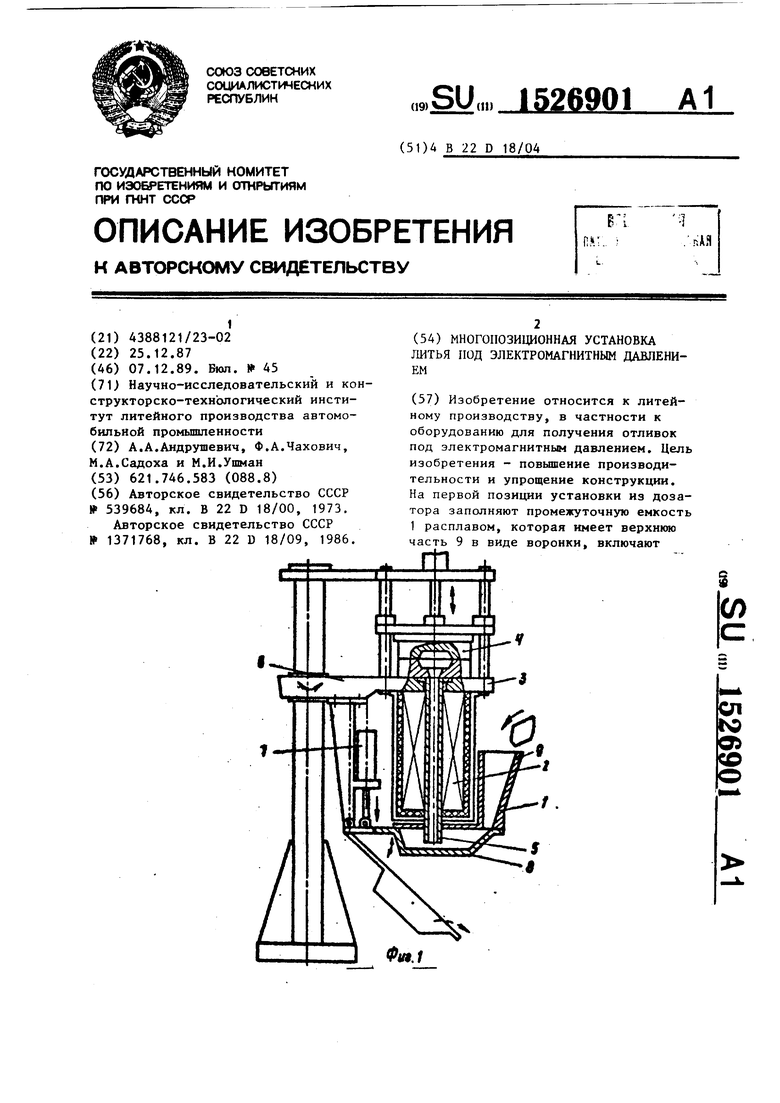
Изобретение относится к литейному производству, в частности к обо- рудованию для получения отливок под электромагнитным давлением.
Целью изобретения является повышение производительности и упрощение конструкции.
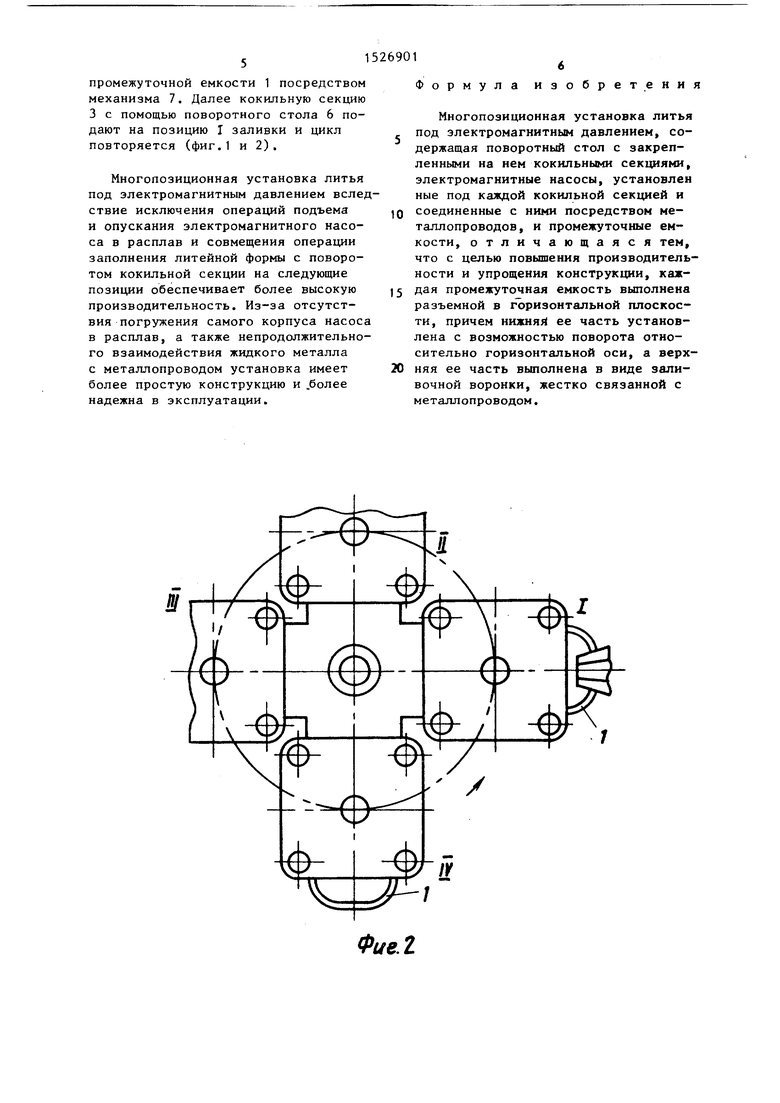
На фиг.1 приведена многопозиционная установка для литья под электромагнитным давлением, общий вид; на фиг.2 - то же, вид сверху.
Установка состоит из промежуточ- ной емкости 1, электромагнитного насоса 2, кокильной секции 3, полуформ 4, металлопровода 5, поворотного стола 6 и механизма 7 поворота. Промежуточная емкость состоит из по- воротной нижней части 8 и заливочной воронки 9. Кокильная секция 3 включает верхнюю подвижную и нижнюю неподвижную плиты, установленные на колоннах, к которым крепятся полуформы 4. Метаплопрор- а 5 через лит- ковую втулку соединен с нижней полуформой 4. Электромагнитный насос 2 присоединен к кокильной секции 3, а нижнее основание металлопровода 5 жестко связано с заливочной воронкой 9. Число кокильных секций 3 конструктивно не ограничено и определяется временем затвердевания отлив ки.
Установка имеет следующие позиции: I - заполнение собранной промежуточной емкости жидким металлом из заливочно-дозирующего устройства и
дальнейшая его подача в собранные полуформы посредством включения электромагнитного насоса; II - кристаллизация отливки при дополнительном ее питании жидким металлом под давлением из емкости; III - разборка полуформ, выключение электромагнит- ного насоса, извлечение затвердевшей отливки, раскрытие емкости, слив остатков жидкого сплава из ее пово
0
5 Q Q 5
0
5
ротной части; IV - простановка стержней, подготовка и сборка полуформ, поворот и тыковка нижней части заливочной емкости.
Многопозиционная (например, четыре позиции) установка для литья под низким электромагнитным давлением работает следующим образом.
В заливочно-дозирующее устройство заливают жидкий сплав и поддерживают требуемую температуру заливки.
На позиции I из заливочно-дозирующего устройства заполняют проме- жуточную емкость через воронку 9 жидким сплавом на высоту не менее 1/3 высоты электромагнитного насоса 2, включают насос 2 и под воздействием электромагнитного давления подают сплав по металлопроводу 5 в собранные полуформы 4. Одновременно подают сигнал на перемещение кокильной секции 3 с электромагнитным насосом 2 и промежуточной емкостью 1 с помощью поворотного стола 6 на позицию II.
В этот период происходит заполнение полуформ 4 и дополнительное питание отливки из нижней части 8 промежуточной емкости 1 за счет давления, развиваемого насосом 2.
На позицию III кокильную секцию 3 подают по окончании процесса затвердевания отливки. Одновременно отключают насос 2, с помощью механизма 7 поворота избыток сплава сливают из нижней поворотной части 8, раскрывают полуформы 4 и извлекают затвердевшую отливку. При необходимости с металлопровода 5 нижней и верхней частей промежуточной емкости 1 снимают остатки плены и окислы сплава и производят их окраску.
На позиции IV производят подготовку полуформы 4, постановку стержней и сборку полуформ, поворот и стыковку нижней и верхней частей
промежуточной емкости 1 посредством механизма 7. Далее кокильную секцию 3 с помощью поворотного стола 6 подают на позицию I заливки и цикл повторяется (фиг.1 и 2).
Многопозиционная установка литья под электромагнитным давлением вследствие исключения операций подъема и опускания электромагнитного насоса в расплав и совмещения операции заполнения литейной формы с поворотом кокильной секции на следующие позиции обеспечивает более высокую производительность. Из-за отсутствия погружения самого корпуса насоса в расплав, а также непродолжительного взаимодействия жидкого металла с металлопроводом установка имеет более простую конструкцию и .более надежна в эксплуатации.
Формула изобретения
Многопозиционная установка литья под электромагнитным давлением, содержащая поворотный стол с закрепленными на нем кокильными секциями, электромагнитные насосы, установлен ные под каждой кокильной секцией и
соединенные с ними посредством ме- таллопроводов, и промежуточные емкости, отличающаяся тем, что с целью повышения производительности и упрощения конструкции, каждан промежуточная емкость выполнена разъемной в горизонтальной плоскости, причем нкяняЛ ее часть установлена с возможностью поворота относительно горизонтальной оси, а верхняя ее часть выполнена в виде заливочной воронки, жестко связанной с металлопроводом.
| Многопозиционная установка для литья с противодавлением | 1973 |
|
SU539684A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
