..
И;«)бретеиие относится к машиностроению и мож. т быть исп();1ьчонано в робо- тотохничеснл-.х комплексах.
Целью 1-:«)бретения является расширение техно. и ических возможностей устройства нрн . аче деталей р;г личных тино- pajMepoB.
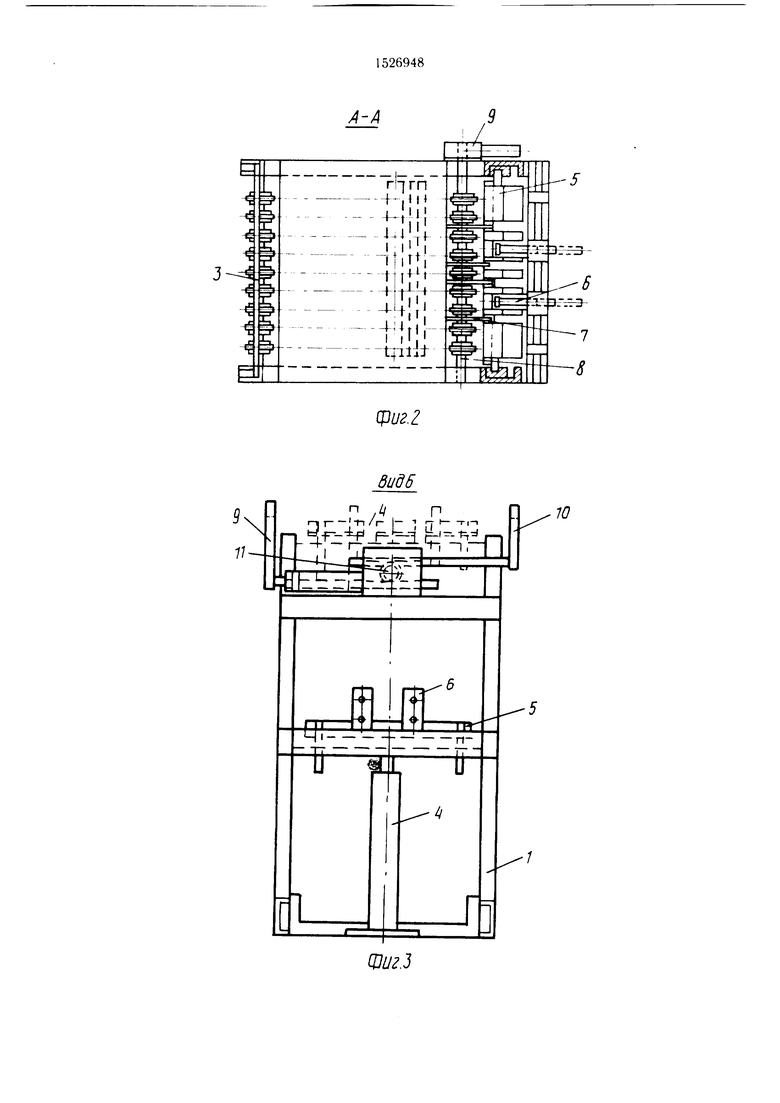
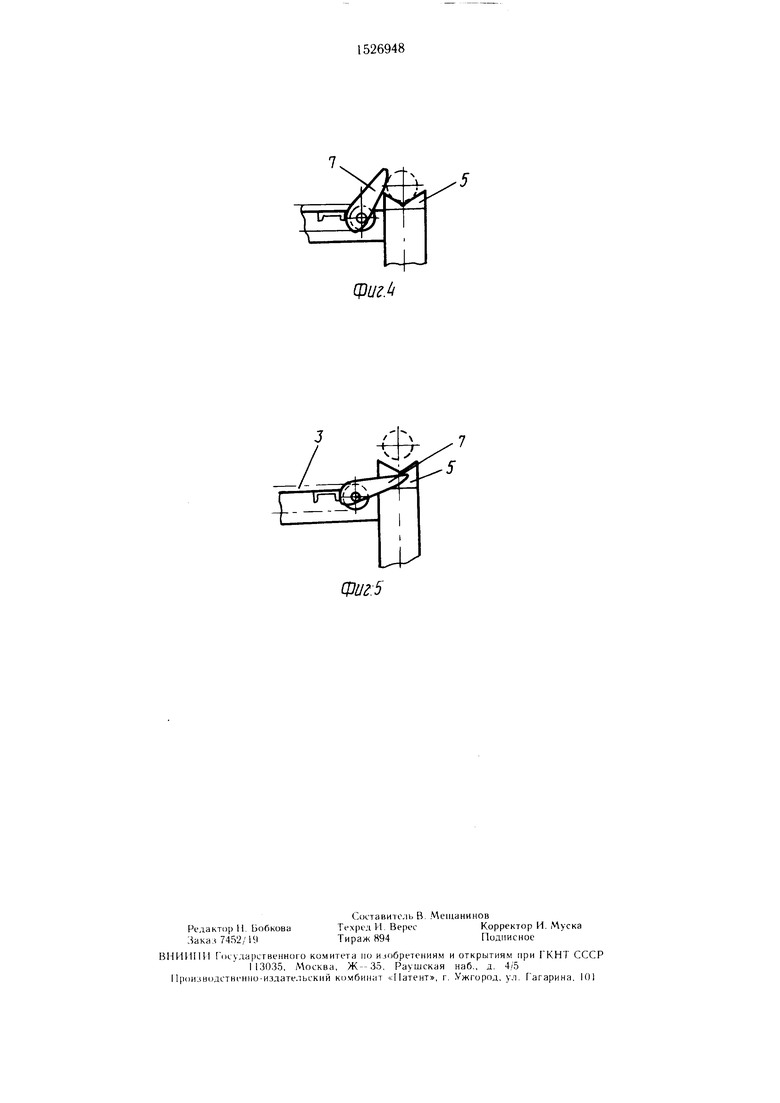
На фиг, I изображено устройство, о6- ший вил; на фиг. 2 разрез А А на фиг. 1; на фиг. :5 вид Б на фиг. 1; на фиг. 4 и 5 по,1()Ж(М1ие рычагов съемников при подаче и приеме дега,1ей.
За ру30ч но разгрузочное устройство содержит ос ионание 1, цепные подающий 2 и приемный 3 транспортеры, ни1ате. 1ь 4, установленный между транспортерами 2 и 3 с возможностью возвратно-ностунательнсл о перемещения и снабженный призмой 5 для размен1е1 ия дегалей.
Во входной части подаюнгего транспортера
вдо;П) его продольной оси пад
нризмой л установлена опорная планка 6 механизма (кмптучной выдачи деталей с воз- можностьн) (озвратно-носту нательного перемещения
Входная часть приемного транснортера 3 снабжена |)ычагами-с | емниками 7, устаиов- лен1п 1ми на оси 8 ведущей звездочки 9 транспортера 3 с возможностью поворота в нап|1ав,1ении призмы 5 питателя 4, а также двумя олкателями К) механизма IKMI11П1рования среднею положения дета.пей в устройстве. связанными посре; ,ством зубчато-реечной нары I I с приводом их вс г ре ч но 10 пере .ме Hie ни я.
Устройство работает следующим образом.
1одак)ии1Й транспортер 2 переметает лежапи1Й на нем )яд деталей до взаимо- .чействия крайней из них с опорной план- Koii () мехапи.1.ма поп1тучной выдачи дета- .|ей и останавливается. Опорная планка 6 огводится вправо (фи1 . 1) и крайняя деталь ска1ывается в призму 5 питателя 4. 1оследпий ноднимая дета. 1ь в п)из.ме 5 до уровня нриемно1Ч) транспортера 3, ос- т, 1навливае1ся при повороте деталью рыча- гов-с ьемпиков 7 вверх вокруг оси 8 (фи1. 4) ведунюй звездочки 9. Толкатели И), К ремешаясь навстречу друг дру|-у вдоль продольной оси детали посредством зубчато-реечной пары 1, центрируют ее в призме 5, а затем возвращаются в исходное положение. Манипулятор (не показан) захватывает деталь, расположепную в призме 5, и подает ее в рабочую зону станка, а рычаги-съемники 7, разворачиваясь вокруг оси 8, опускаются ниже уровня призмы питателя, оставаясь в наклонном положении (фиг. 5) относительно приемного транспортера 3. Обработанная деталь возвращается манипулятором на призму 5, вновь выравнивается толкателями 10 и при опускании
призмы 5 вниз в исходное положение скатывается по рычагам-съемникам 7 на приемный транспортер 3. Последний перемещает деталь на luai от питателя 4, останавливается. После заполнения приемно5 го транспортера 3 обработанными деталями происходит их съем, цикл повторяется. Для подачи деталей различных типо размеров по длине и диа.метру опорная планка 6 механизма ги)1(тучной выдачи деталей и толкатели 10 механизма центриро0 вания устанавливаются с возможностью регулировки их относительного положения по наименьшим типоразмерам деталей данной партии.
25
Формула изопретсния
Загрузочно-разгр .зочное устройство, со держащее цепные подающий и приемный транспортеры, установленные с возможностью встречного перемеп1ения посредстO BOM смонтированных на осях ведущих звездочек, питатель с призмой, связы- ваюп1ИЙ подающий транспортер с приемным и установленный с возможностью возвратно-поступательного неремещепия, и .механизм поштучной выдачи деталей с по5 дакяцего транспортера, отличающееся тем, что, с целью расширения технологических возможностей при подаче деталей различных типоразмеров, оно снабжено установленными на оси ведущей звездочки
„ рыча1ами, предназначенными для фиксации деталей в призме питателя и их съема, и расположенными перед приемным транспортером двумя толкателями для центрирования деталей в призме, а механизм 1он1тучной выдачи деталей выполнен в виде
5 опорной планки, установленной в выходной части подающего транспортера с возможностью возвратно-поступательного перемещения вдоль его продольной оси.
-А
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для поштучной выдачи деталей | 1979 |
|
SU861001A1 |
| Устройство для ориентированной подачи деталей | 1987 |
|
SU1530410A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическая линия для механической обработки цилиндрических деталей | 1983 |
|
SU1135607A1 |
| Подающее устройство к машине для обрезки концов корнеплодов | 1987 |
|
SU1507305A1 |
| Устройство для поштучной выдачи деталей | 1982 |
|
SU1036492A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Загрузочное устройство | 1985 |
|
SU1315227A1 |
| Питатель | 1980 |
|
SU908709A1 |
Изобретение относится к машиностроению и может быть использовано в робототехнических комплексах. Цель изобретения - расширение технологических возможностей использования устройства при подаче деталей различных типоразмеров. Ряд деталей различных типоразмеров по длине и диаметру укладываются на подающий транспортер 2 и поочередно подаются им до опорной планки 6 механизма поштучной выдачи деталей. Опорная планка 6, перемещаясь над призмой 5, позволяет крайней из ряда детали опускаться на призму 5. После подъема детали питателем 4 она центрируется относительно продольной оси приемного транспортера 3 и призмы 5 толкателями 10. При этом рычаги-съемники 7, разворачиваясь вокруг оси 8 ведущей звездочки 9 приемного транспортера 3, от взаимодействия с деталью в призме 5 поднимаются, прижимая деталь к призме 5. После подачи детали из призмы 5 манипулятором в рабочую зону станка рычаги-съемники 7 опускаются ниже уровня призмы 5, разворачиваясь вокруг оси 8 и оставаясь в наклонном положении относительно транспортера 3. Обработанная деталь подается обратно в призму 5, центрируется толкателями 10 и при опускании питателя 4 снимается с призмы 5 рычагами-съемниками 7, скатываясь по ним на приемный транспортер 3. 5 ил.
иг2
ииг.5
Фиг:5
Фиг.
l
| Загрузочно-разгрузочное устройство | 1977 |
|
SU617238A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
