СП
го
05
со сд
Изобретение относится к машиностроению и может быть использовано при подаче цилиндрических деталей в технологическое оборудование различного назначения.
Целью изобретения является повышение надежности работы за счет исключения возможных перекосов деталей при их выдаче.
На чертеже изображено устройство, общий вид.
Устройство для поштучной выдачи цилиндрических деталей содержит наклонный, подающий лоток 1 с выходной частью 2 и кронштейном 3. Отсекатель выполнен в виде вилки 4 с роликами 5 и 6 на ее концах, связанной шарниром 7 с рычагом 8 установленной поперек подающего лотка I. Рычаг 8 закреплен на шкиве 9, установленном на неподвижной оси 10, закрепленной в кронштейне 3 подающего лотка I с возможностью поворота под действием электромагнитного привода 11 с гибкой тягой 12 и возвратной спиральной пружины 13, причем ось 10 расположена от дна лотка 1 на расстоянии, равном длине рычага 8. Ограничитель 14 удерживает рычаг 8- в плоскости, параллельной продольной оси подающего лотка 1 Выходная часть подающего лотка 1 от места расположения оси поворота рычага выполнена с углом наклона, превьпиающим уго.ч наклона основной его части
Устройство работает следующим г)
В исходном положении рыча 8 отсска- теля поджат спиральной пружинс-и 3 к ограничителю 14, а вилка 4 р.чоположен; поперек подающего лотка I, обхватывая своими роликами 5 и 6 деталь. При JTOM силы давления на ро,тики 5 и 6 потока деталей на подающем лотке 1, стремящиеся сдвинуть вилку 4 в противоположные стороны, компенсируют одна другую. После поступления сигнала на выдачу детали электромагнитный привод 1 1 пос- редство.м гибкой тяги поворачивает 9 с рычагом 8 вокруг неподвижной оси И) кронштейна 3, закрепленного на подающем лотке 1, и вилка 4, обкатывая крайнюю отсекаемую деталь, поворачивается по часовой стрелке (фиг. 1) до взаимодействия ролика 6 с последующей деталью потока. При этом другой ролик 5
вилки 4, занимая верхнее положение над отсекаемой деталью из-за соосности расположения оси 10 рычага 8 продольной оси отсекаемой детали, позволяет последней
ускоренно выкатиться в рабочую зону станка. Ускорение отсекаемая деталь получает из-за большего угла наклона выходной части 2 подающего лотка 1, чем его основная часть, начиная от места крепления кронштейна 3 и размещения оси 10
поворота рычага 8 отсекателя. В этот же момент привод 1 1 выключается и шкив 9 с рычагом 8 под действием возвратной спиральной пружины 13 поворачивает вилку 4 в исходное положение. Обкатывая своими
роликами 5 и 6 цилиндрическую поверхность последующей детали потока, идущей за отсеченной, и позволяя всему потоку опуститься вниз на i.uar раз.мещения деталей в подающем логке 1, вилка 4 занимает исходное положение, при котором
усилия давления деталей . ютока на ролики 5 и 6 уравновешиваются.
В отличие от предыдущего исходного положения, вилка 4 отсекатели за указанный цикл поворачивается вокруг шарнира 7
рычага 8 на угол 180 и ролик 6, зани- мав1иий ранее верхнее положение (фиг. 1), оказывается внизу. Постоянное взаимодействие роликов 5 и 6 вилки 4 с деталями потока исключает возможные перекосы их при noi;n 4Hoii выдачи в зону
станка.
Формула изобретения
Уст 1ойство для пошгучной выдачи ци- .чиндрических деталей, содержащее наклонный подающий лоток и отсекатель, выполненный в виде вилки, установленной с возможностью углового поворота в вертикальной плоскости посредством рычага вокруг оси, закрепленной на подающем лотке на расстоянии от его дна, равном длине рычага, отличающееся тем, что, с целью повышения надежности работы, вилка снабжена размещенными на ее концах роликами и шарнирно связана с рычагом, а выходная часть подающего лотка от .места расположения оси поворота рычага выполнена с углом наклона, превышающим УГОЛ наклона основной его части.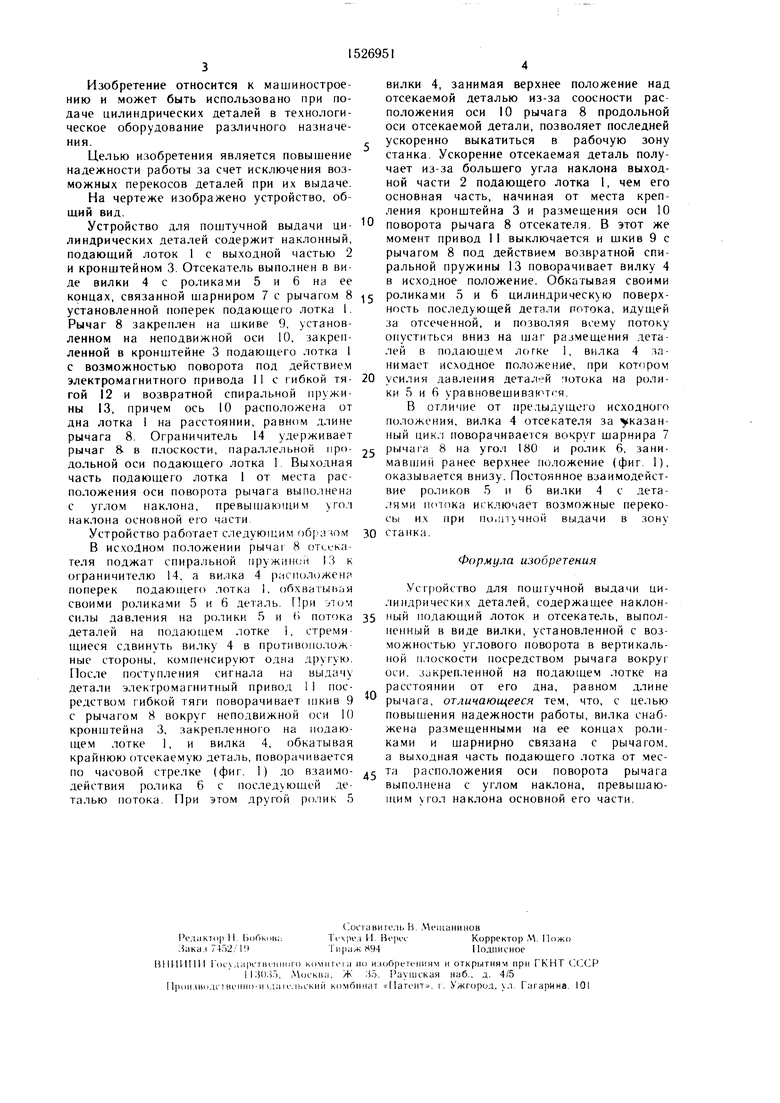
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки деталей | 1991 |
|
SU1802779A3 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Загрузочное устройство | 1989 |
|
SU1743795A1 |
| Механизм поштучной выдачи заготовок | 1972 |
|
SU442874A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Автоматическая линия | 1975 |
|
SU554999A1 |
| Загрузочное устройство | 1986 |
|
SU1373523A1 |
| РАСПРЕДЕЛИТЕЛЬНО-СБОРОЧНЬ!Й ТРАНСПОРТЕР | 1968 |
|
SU221561A1 |
| Устройство для вторичного ориентирования деталей | 1987 |
|
SU1444129A1 |
| Многопозиционный сборочный автомат | 1989 |
|
SU1668088A1 |
Изобретение относится к машиностроению и может быть использовано при подаче цилиндрических деталей в технологическое оборудование различного назначения. Целью изобретения является повышение надежности в работе за счет исключения возможных перекосов деталей при их выдаче. Детали поштучно подаются в рабочую зону станка отсекателем, выполненным в виде вилки 4, установленной посредством рычага 8 на оси 10 подающего лотка 1 с возможностью поворота от привода 11 с гибкой тягой 12, шкива 9 и спиральной возвратной пружины 13. При повороте вилки 4 от привода 11 по часовой стрелке ее ролики 5 и 6, обкатывая крайнюю деталь из-за совмещения оси 10 поворота рычага 8 с осью детали отсекают последнюю от потока, а при обратном ходе обкатывают последующую за отсеченной деталью, позволяя всему потоку на подающем лотке 1 опуститься на шаг расположения деталей. Каждый цикл выдачи деталей обеспечивает разворот вилки 4 с роликами 5 и 6 вокруг шарнира 7 рычага 8 на угол 180° (в результате ролики 5 и 6 меняются местами), позволяя деталям без рывков и перекосов перемещаться по подающему лотку 1. Из-за большего угла наклона выходной части 2, чем в основной части подающего лотка 1, деталь ускоренно подается в рабочую зону, обеспечивая стабильный разворот отсекателя. 1 ил.
| Малов А | |||
| Н | |||
| Основы автоматики и автоматизацля производственных процессов | |||
| ДА.: Машиностроенио, I978 | |||
| с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
