JO
Jeiro/tfftoet ftixocm
сл
сд to to
со
О1
315
нос ус 1 г;)йство, верхний А и нижний 3 шпиндели, ila верхнем шпинделе закреплена оправка 9. Нижний шпиндель 3 снабжен приводом вращения. На ста- нг.не размещены накатники 2, которые кинемагически связаны между собой и с приводом вращения и снабжены при водом радиального перемещения. Верхний шпиндель через подшипниковую
72954
муфту 10 и механизм добавочного хода соединен с приводом возвратно-поступательного перемещения.Механизм добавочного хода выполнен в виде гидроцилиндра а на нижнем шпинделе установлен подпружиненный стакан 18, Между оправкой и подшипниковой муфтой установлена разъединительная муфта с приводом Q вращения оправки. 3 з.п„ ф-лы, 1 ил.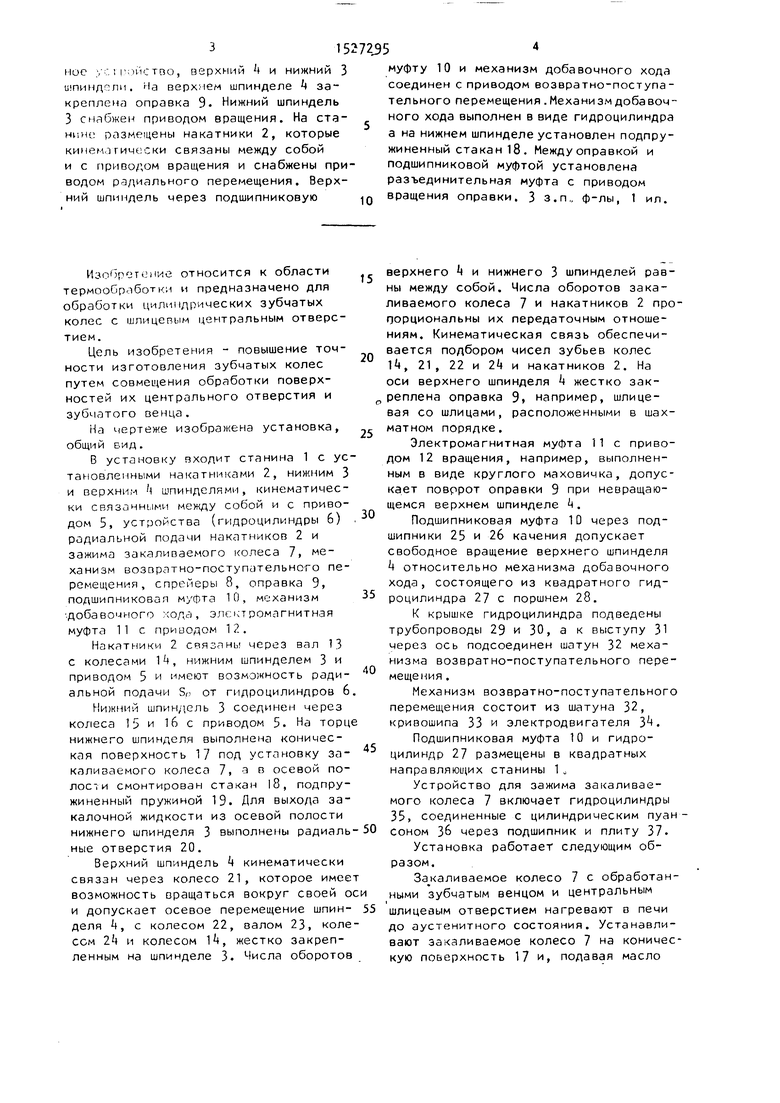
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для восстановления профиля зубчатых колес | 1980 |
|
SU940973A1 |
| ЗУБООТДЕЛОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1973 |
|
SU367947A1 |
| Установка для термомеханической обработки зубчатых колес внутреннего зацепления | 1987 |
|
SU1468936A1 |
| Устройство для размерной термомеханической обработки зубчатых колес | 1984 |
|
SU1244195A1 |
| Устройство для накатывания зубьев на заготовках из труднодеформируемых материалов | 1981 |
|
SU967644A1 |
| Устройство для накатки профилей | 1981 |
|
SU963655A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Полуавтомат для обработки зубчатых колес | 1983 |
|
SU1364414A1 |
| Стан для накатки зубчатых колес | 1979 |
|
SU856635A1 |
Изобретение относится к области термообработки и предназначено для обработки цилиндрических зубчатых колес с шлицевым отверстием. Цель изобретения - повышение точности изготовления зубчатых колес путем совмещения обработки поверхностей из центрального отверстия и зубчатого венца. Установка содержит станину 1, механизм зажима колеса, закалочное устройство, верхний 4 и нижний 3 шпиндели. На верхнем шпинделе 4 закреплена оправка 9. Нижний шпиндель 3 снабжен приводом вращения. На станине размещены накатники 2, которые кинематически связаны между собой и с приводом вращения и снабжены приводом радиального перемещения. Верхний шпиндель через подшипниковую муфту 10 и механизм добавочного хода соединен с приводом возвратно-поступательного перемещения. Механизм добавочного хода выполнен в виде гидроцилиндра, а на нижнем установлен подпружиненный стакан 18. Между оправкой и подшипниковой муфтой установлена разъединительная муфта с приводом вращения оправки. 3 з.п. ф-лы, 1 ил.
Изооретоние относится к области термообработки и предназначено для обработки цилиндрических зубчатых колес с шлицевым центральным отверстием.
Цель изобретения - повышение точности изготовления зубчатых колес путем совмещения обработки поверхностей их центрального отверстия и зубчатого венца.
На чертеже изображена установка, общий вид.
В установку входит станина 1 с установленными накатниками 2, нижним 3 и верхним шпинделями, кинематически связанными между собой и с приводом 5, устройства (гидроцилиндры 6) радиальной подачи накатников 2 и зажима закаливаемого колеса 7, механизм возпратно-поступательного перемещения, спрейеры 8, оправка 9, подшипниковая муфта 1 О, механизм .добавочного хода, эл€:ктромагнитная муфта 11 с приводом 12.
Накатники 2 связаны через вал 13 с колесами , нижним шпинделем 3 и приводом 5 и имеют возможность ради- альной подачи So от гидроцилиндров 6
Нижний шпиндель 3 соединен через колеса 15 и 1б с приводом 5. На торц нижнего шпинделя выполнена коническая поверхность 17 под установку закаливаемого колеса 7, а в осевой полости смонтирован стакан 18, подпружиненный пружиной 19. Для выхода закалочной жидкости из осевой полости нижнего шпинделя 3 выполнены радиаль ные отверстия 20.
Верхний шпиндель Ц кинематически связан через колесо 21, которое имее возможность вращаться вокруг своей о и допускает осевое перемещение шпин- деля k, с колесом 22, валом 23, колесом 2 и колесом I , жестко закрепленным на шпинделе 3. Числа оборотов
5
5
5
0
5
верхнего и нижнего 3 шпинделей равны между собой. Числа оборотов закаливаемого колеса 7 и накатников 2 пропорциональны их передаточным отношениям. Кинематическая связь обеспечивается подбором чисел зубьев колес I , 21 , 22 и и накатников 2. На оси верхнего шпинделя 4 жестко закреплена оправка 9, например, шлице- вая со шлицами, расположенными в шахматном порядке.
Электромагнитная муфта 11 с приводом 12 вращения, например, выполненным в виде круглого маховичка, допускает повррот оправки 9 при невращающемся верхнем шпинделе ,
Подшипниковая муфта 10 через подшипники 25 и 26 качения допускает свободное вращение верхнего шпинделя относительно механизма добавочного хода, состоящего из квадратного гидроцилиндра 27 с поршнем 28.
К крышке гидроцилиндра подведены трубопроводы 29 и 30, а к выступу 31 через ось подсоединен шатун 32 механизма возвратно-поступательного перемещения .
Механизм возвратно-поступательного перемещения состоит из шатуна 32, кривошипа 33 и электродвигателя З .
Подшипниковая муфта 10 и гидроцилиндр 27 размещены в квадратных направляющих станины К
Устройство для зажима закаливаемого колеса 7 включает гидроцилиндры 35, соединенные с цилиндрическим пуансоном Зб через подшипник и плиту 37.
Установка работает следующим образом.
Зашкаливаемое колесо 7 с обработанными зубчатым венцом и центральным шлицевым отверстием нагревают в печи до аустенитного состояния. Устанавливают закаливаемое колесо 7 на коническую поверхность 17 и, подавая масло
15272956
чатому венцу) накатниками 2, а по внутренней рабочей поверхности колеса 7 совершает возвратно-поступате/и. ные перемещения оправка 9 со шлицами, расположенными в шахматном порядке. Возникающие при закалке короС лен1 я зубьев цилиндрического колеса 7 и шлицев отверстия правятся накатниками 2 и оправкой 9.
Увеличивают давление масла в гидро- ципиндрах 6 и перемещают накатники 2
10
в гидроцилиндры 6, добиваются зацепления между зубьями накатников 2 и колеса 7.
Подают масло в гидроцилиндры 35 и через плиту 37 и пуансон 36 зажимают закаливаемое колесо 7.
Для уменьшения нагрева накатников 2 их выводят из зацепления с закаливаемым колесом 7j
Рассоединяют электромагнитной муфтой 11 оправку 9 от верхнего шпинделя 4 и подают масло по трубопроводу 29 в гидроцилиндр 27 механизма добавочного хода шпинделя. При перемещении верхнего шпинделя с оправкой 9 вниз поворачивают вручную за маховичок привода 12 оправку 9 и добиваются захода шлицев оправки 9 в шлицы закаливаемого колеса 1, Пере- 20 ращений в закаливаемом колесе 7 выклю- мещение оправки 9 вниз ведут до ее чают электродвигатель 3, привод 5 и
с радиальной подачей S- до получения расчетного делительного диаметра зака- 15 ливаемого колеса 7. Величину радиального перемещения накатников 2 ограничивают упоры, закрепленные на станине 1 (не показаны),
После окончания структурных прев
контакта с подпружиненным стаканом 18. Электромагнитной муфтой 11 жестко соединяют оправку 9 с верхним шпинделем 4, включают подачу закалочной жидкости через спрейеры 8, вводят гидроцилиндрами 6 в зацепление накатники 2 с закалываемым колесом 7, включают привод 5 и электродвигатель 3.
Вращение от привода 5 передается через колеса 16, 15, I и 2 t к нижнему шпинделю 3 и закаливаемому колесу 7, валам 13 и 23, от них - к накатникам 2 и через колеса 22 и 21 к верхнему шпинделю k и оправке 9.
Электродвигатель З вращает кривошип 33, который совместно с шатуном 32 и выступом 31 преобразует враща- тельное движение в возвратно-поступательное гидроцилиндра 27 механизма добавочного хода. Амплитуда возвратно-поступательных перемещений равна двойной ширине колеса 7. Возвратно- поступательные перемещения от гидроцилиндра 27 передаются поршню 28 (последний размещен в нижнем положении относительно гидроцилиндра 27, так как под ним находится масло под соответствующим давлением) и далее
через подшипниковую муфту 10 верхнему шпинделю А и оправке 9о Поршень 28 не вращается вокруг своей оси в связи с тем, что он соединен с верхним шпинделем 4 через подшипники 23 и 26.
Таким образом, закаливаемое колесо 7 в процессе структурных превращений аустенит - мартесит обкатывается по внешней рабочей поверхности (зуб72956
чатому венцу) накатниками 2, а по внутренней рабочей поверхности колеса 7 совершает возвратно-поступате/и. ные перемещения оправка 9 со шлицами, расположенными в шахматном порядке. Возникающие при закалке короС лен1 я зубьев цилиндрического колеса 7 и шлицев отверстия правятся накатниками 2 и оправкой 9.
Увеличивают давление масла в гидро- ципиндрах 6 и перемещают накатники 2
10
20 ращений в закаливаемом колесе 7 выклю- чают электродвигатель 3, привод 5 и
ращений в закаливаемом колесе 7 выклю- чают электродвигатель 3, привод 5 и
с радиальной подачей S- до получения расчетного делительного диаметра зака- ливаемого колеса 7. Величину радиального перемещения накатников 2 ограничивают упоры, закрепленные на станине 1 (не показаны),
После окончания структурных прев0
5
5
0
5
0
5
подачу закалочной жидкости в спрейеры 8. Отводят с помощью гидроцилиндров 6 накатники 2, Соединяют трубопровод 29 с баком, подают масло по трубопроводу 30. Под действием масла поршень 28 перемещается относительно гидроцилиндра 27 вверх, поднимает верхний шпиндель и выводит оправку 9 из закаливаемого колеса 7. Гидроцилиндрами 35 поднимают пуансон Зб и освобождают закаливаемое колесоо Цикл обработки колеса 7 закончен.
Применение установки позволяет получать точные зубчатые колеса без шлифовки зубчатого венца и калибровки шлицевого отверстия.
Формула изобретения
715272958
установлена между верхним шпинделем3. Установка по п. 1, о т л и и механизмом добавочного хода.чающаяся тем, что она снабжена подпружиненным стаканом, установ
| Авторское свидетельство СССР № , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
