Фиг. 2
3
Изобретение относится к сварке, а именно к способам сварки продольных стыков обечаек, и может быть использовано в различных областях машиностроения при производстве толстстенных, труб, в частности, для морских буровых платформ.
Целью изобретения является снижение остаточных угловых деформаций.
На фиг.1 представлена схема дефомации при сварке продольного стыка обечайки} на фиг.2 - схема реализации способа; на фиг.З - вид А на фиг.2.
Способ реализуют следующим образом.
При изготовлении отдельных обеча 1 труб производят электродуговую сварку продольного шва. Это приводи
к нагреву кромок шва до температур более 300-400 С, при которых у стали происходит резкое модуля упругости.
снижение величины
0
5
0
лении образуется зазор, необходимый для установки разделительной прокладки.
Пластина закрепляется на обечайке в точках с температурой, не превышающей температуры, при которой происходит резкое снижение модуля упругости материала пластины. Эти; гарантируется то, что в результате теплопроводности она не нагревается до опасной температуры и не потеряет упругие свойства.
Разделительньй слой изготавливается из материала с высокими теплоизоляционными свойствами и тем самым предотвращается нагрев пластины непосредственно от шва. Слой имеет переменную толщину для обеспечения плотного контакта пластины с обечайкой.
Пример. Сваривали обечайки из стали 09Г2С диаметром 1800 мм, длиной 3000 мм, толщиной 50 мм. Свар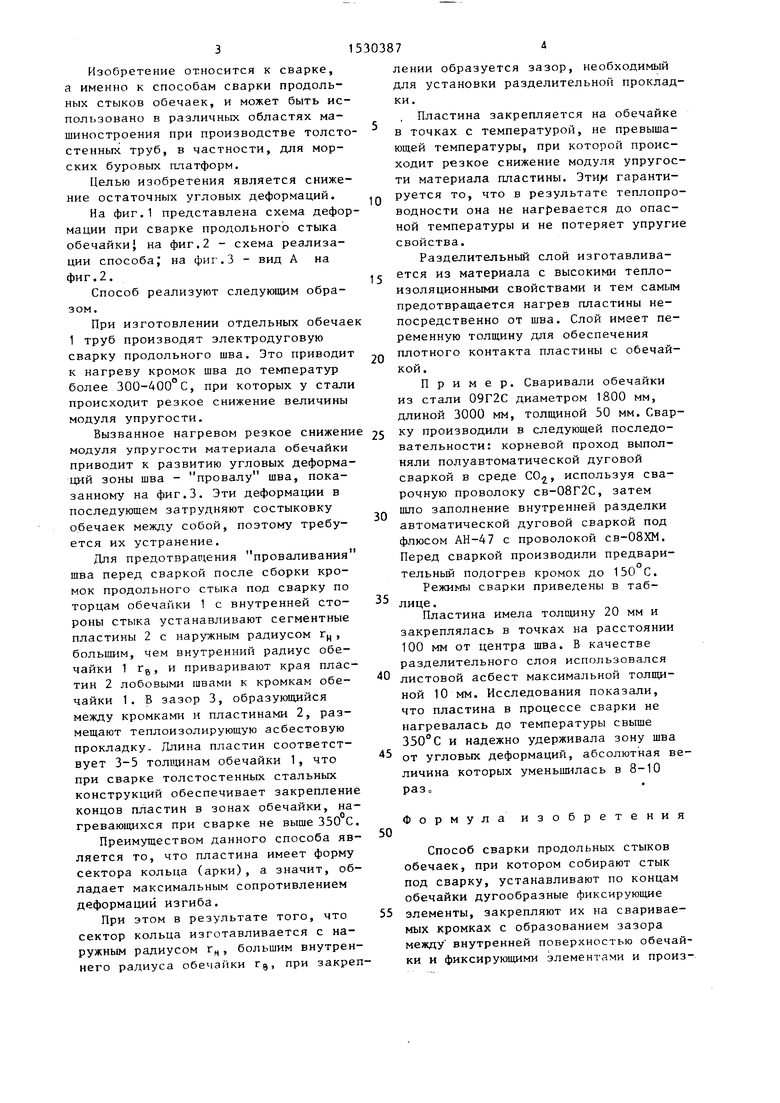
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки кольцевых стыков | 1991 |
|
SU1757812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| Способ изготовления крупногабаритных конструкций | 1978 |
|
SU770702A1 |
| Способ изготовления обечайки | 1988 |
|
SU1551439A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Способ получения кольцевых стыковых соединений | 1981 |
|
SU963767A1 |
Изобретение относится к сварке, а именно к способам сварки продольных стыков обечаек, и может быть использовано в различных областях машиностроения при производстве толстостенных труб, в частности, для морских буровых платформ. Цель изобретения - снижение остаточных угловых деформаций. Перед сваркой с внутренней стороны стыка устанавливаются пластины 2, имеющие форму сегмента с наружным радиусом Rн, большим внутреннего радиуса обечайки Rв. В зазоре 3 между кромками обечайки 1 и пластиной 2 размещают теплоизолирующую прокладку. Длину пластины 2 выбирают равной 3 - 5 толщинам обечайки, что обеспечивает крепление ее концов к обечайке в зонах, нагревающихся при сварке не выше 350°С. 3 ил., 1 табл.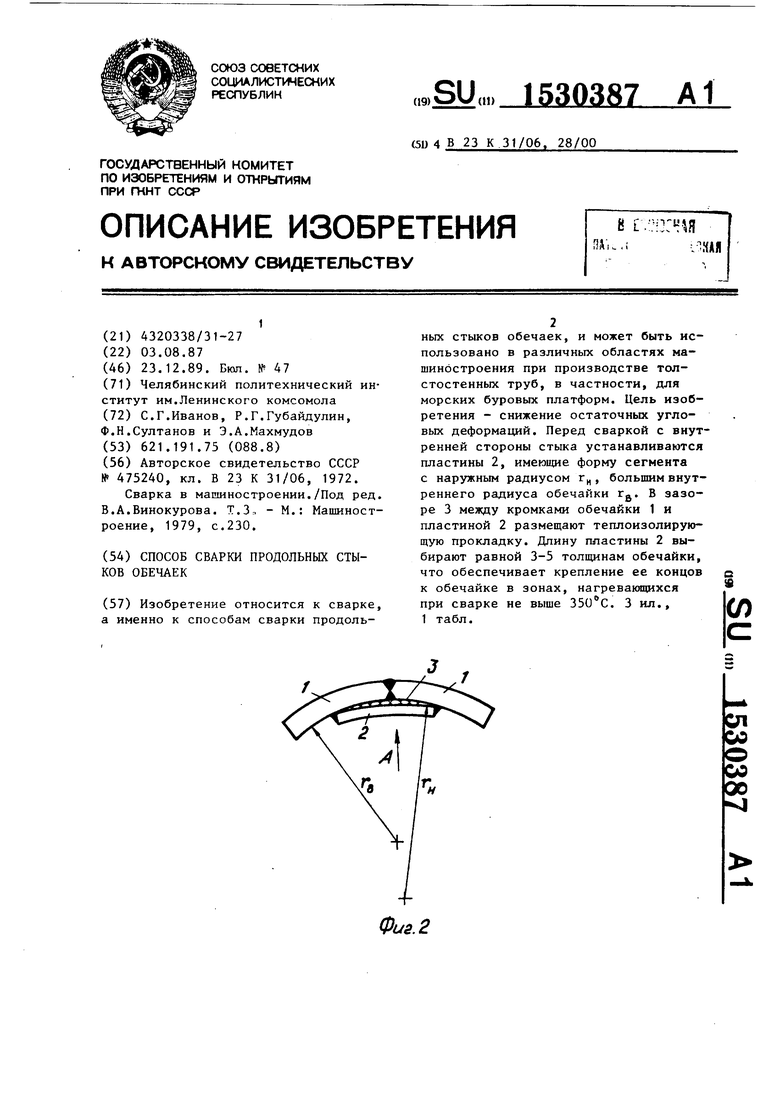
Вызванное нагревом резкое снижение 25 ку производили в следующей последомодуля упругости материала обечайки приводит к развитию угловых деформаций зоны шва - провалу шва, показанному на фиг.З. Эти деформации в последующем затрудняют состыковку обечаек между собой, поэтому требуется их устранение.
Для предотвращения проваливания шва перед сваркой после сборки кромок продольного стыка под сварку по торцам обечайки 1 с внутренней стороны стыка устанавливают сегментные пластины 2 с наружным радиусом Гц, большим, чем внутренний радиус обечайки 1 Tg, и приваривают края пластин 2 лобовыми швами к кромкам обечайки 1. В зазор 3, образующийся между кромками и пластинами 2, размещают теплоизолирующую асбестовую прокладку. Длина пластин соответствует 3-5 толщинам обечайки 1, что при сварке толстостенных стальных конструкций обеспечивает закрепление концов пластин в зонах обечайки, нагревающихся при сварке не выше 350 С.
Преимуществом данного способа является то, что пластина имеет форму сектора кольца (арки), а значит, обладает максимальным сопротивлением деформаций изгиба.
При этом в результате того, что сектор кольца изготавливается с наружным радиусом г„, большим внутреннего радиуса обечайки Гц, при закреп
вательности: корневой проход выполняли полуавтоматической дуговой сваркой в среде СО, используя сварочную проволоку СВ-08Г2С, затем щло заполнение внутренней разделки автоматической дуговой сваркой под флюсом АН-47 с проволокой св-08ХМ. Перед сваркой производили предварительный подогрев кромок до 150 С.
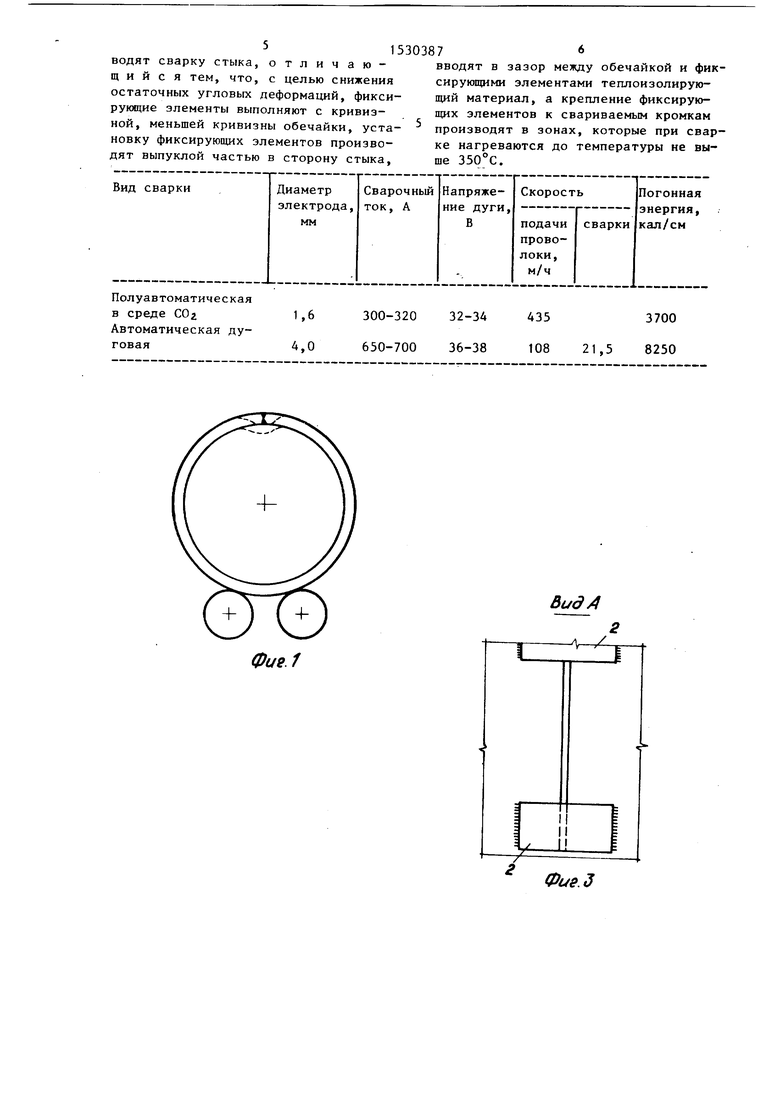
Режимы сварки приведены в таблице.
Пластина имела толщину 20 мм и
закреплялась в точках на расстоянии 100 мм от центра шва. В качестве разделительного слоя использовался листовой асбест максимальной толщиной 10 мм. Исследования показали, что пластина в процессе сварки не нагревалась до температуры свыше 350°С и надежно удерживала зону шва от угловых деформаций, абсолютная величина которых уменьшилась в 8-10 разо
Формула изобретения
Способ сварки продольных стыков обечаек, при котором собирают стык под сварку, устанавливают по концам обечайки дугообразные фиксирующие элементы, закрепляют их на свариваемых кромках с образованием зазора между внутренней поверхностью обечайки и фиксирующими элементами и производят сварку стыка, отличающийся тем, что, с целью снижения остаточных угловых деформаций, фиксирующие элементы выполняют с кривизной, меньшей кривизны обечайки, уста- новку фиксирующих элементов производят выпуклой частью в сторону стыка.
0ue.f
вводят в зазор между обечайкой и фиксирующими элементами теплоизолирующий материал, а крепление фиксирующих элементов к свариваемым кромкам производят в зонах, которые при сварке нагреваются до температуры не выше 350°С.
Вид/
л
| Устройство для сварки продольных швов обечаек | 1973 |
|
SU475240A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварка в мапшностроении./Под ред | |||
| В.А.Винокурова | |||
| Т.Зп - М.: Машиностроение, 1979, с.230. | |||
