ел
со о со ;о со
корпусу ситравки 3 электромагнитами 8. Затем производится контактная сиарка излелия, после чего пальцы 4 утапливаются и изделие снимается с
530393Д
оправки 3, Выдвижные Г1ал1 цы 4 повышают точность ориентации листов относительно корпуса оправки. 1 э.п. ф-лы, 3 ил.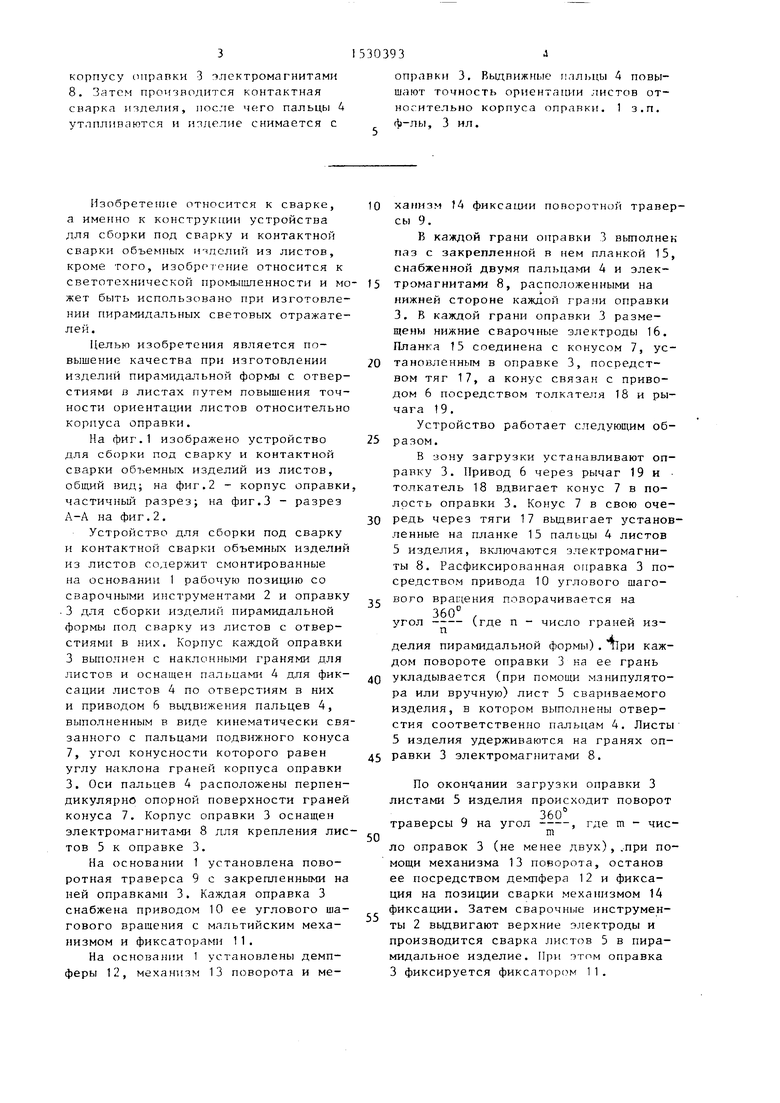

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки крупногабаритных тонколистовых полотнищ из листов | 1985 |
|
SU1328127A1 |
| Устройство для сборки и сварки полых изделий | 1978 |
|
SU780998A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Установка для сборки и сварки ребристых плит | 1984 |
|
SU1247218A1 |
| Установка для сварки | 1975 |
|
SU570471A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU662306A2 |
| Установка для сварки автомобильных корпусов | 1989 |
|
SU1831417A3 |
| Установка для многоточечной контактной сварки | 1982 |
|
SU1092020A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
Изобретение относится к сварке и может быть использовано в светотехнической промышленности при изготовлении пирамидальных световых отражателей. Цель изобретения - повышение качества изделий. Устройство содержит смонтированные на основании рабочую позицию со сварочными инструментами и оправки 3 для сборки изделий пирамидальной формы под сварку из листов 5 с отверстиями в них. Корпус каждой оправки 3 выполнен с наклонными гранями для листов 5 и оснащен пальцами 4 для фиксации листов 5 по отверстиям в них и приводом 6 для выдвижения пальцев 4. Привод 6 выполнен в виде кинематически связанного с пальцами подвижного конуса 7, угол конусности которого равен углу наклона граней корпуса оправки 3. Оси пальцев 4 расположены перпендикулярно опорной поверхности граней конуса 7. Корпус оправки 3 оснащен электромагнитами 8 для крепления листов 5 к оправке 3. При повороте корпуса оправки 3 вокруг ее оси на каждую грань при выдвинутых пальцах 4 укладывают листы 5, которые затем прижимаются к корпусу оправки 3 электромагнитами 8. Затем производится контактная сварка изделия, после чего пальцы 4 утапливаются и изделие снимается с оправки 3. Выдвижные пальцы 4 повышают точность ориентации листов относительно корпуса оправки. 3 ил.
Изобретение относится к сварке, а именно к конструкции устройства для сборки под сварку и контактной сварки объемных изделий из листов, кроме того, изобретение относится к светотехнической промышленности и может быть использовано при изготовлении пирамидальных световых отражателей.
Целью изобретения является повышение качества при изготовлении изделий пирамидальной формы с отверстиями в листах путем повышения точности ориентации листов относительно корпуса оправки.
На фиг.1 изображено устройство для сборки под сварку и контактной сварки об7:,емньгх изделий из листов, общий зид; на фиг. 2 - корпус оправки частичный разрез; на фиг.3 - разрез А-А на фиг.2.
Устройство для сборки под сварку и контактной сварки объемных изделий из листов содержит смонтированные на основании 1 рабочую позицию со сварочными и}5струментами 2 и оправку .3 для сборки изделий пирамидальной формы под сварку из листов с отверстиями в них. Корпус каждой оправки 3 выполнен с наклонными гранями для листов и оснащен пальцами 4 для фиксации листов 4 по отверстиям в них и приводом 6 выдвижения пальцев 4, выполненным в виде кинематически связанного с пальцами подвижного конуса 7, угол конусности которого равен углу наклона граней корпуса оправки 3. Оси пальцев 4 расположены перпендикулярно опорной поверхности граней конуса 7. Корпус оправки 3 оснащен электромагнитами 8 для крепления листов 5 к оправке 3.
На основании 1 установлена поворотная траверса 9 с закрепленными на ней оправками 3. Каждая оправка 3 снабжена приводом 10 ее углового шагового вращения с мальтийским механизмом и фиксаторами 11.
На основании 1 установлены демпферы 12, механизм 13 поворота и мехаг1изм t4 фиксации поворотной траверсы 9.
В каждой грани оправки 3 выполнен паз с закрепленной в нем планкой 15, снабженной двумя пальцами 4 и электромагнитами 8, расположенными на нижней стороне каждой грани оправки 3. В каждой грани оправки 3 размещены нижние сварочные электроды 16. Планка 15 соединена с конусом 7, устано)зленным в оправке 3, посредством тяг 17, а конус связан с приводом 6 посредством толкателя 18 и рычага 19.
Устройство работает следующим образом.
В зону загрузки устанавливают оправку 3. Привод 6 через рычаг 19 и толкатель 18 вдвигает конус 7 в полость оправки 3. Конус 7 в свою очередь через тяги 17 выдвигает установленные на планке 15 пальцы 4 листов 5 изделия, включаются злектромагни- ты 8. Расфиксированная оправка 3 посредством привода 10 углового щагового враЕ(ения поворачивается на
360° ,
угол чгде п - число граней изделия пирамидальной формы). ТТри каждом повороте оправки 3 на ее грань
укладывается (при помощи манипулятора или вручную) лист 5 свариваемого изделия, в котором выполнены отверстия соответственно пальцам 4. Листы 5 изделия удерживаются на гранях оправки 3 электромагнитами 8.
По окончании загрузки оправки 3 листами 5 изделия происходит поворот
360°
траверсы 9 на угол , где m - чисm
ло оправок 3 (не менее двух), .при помощи механизма 13 поворота, останов ее посредством демпфера 12 и фиксация на позиции сварки механизмом 14 фиксации. Затем сварочные инструменты 2 выдвигают верхние электроды и производится сварка листов 5 в пирамидальное изделие. При этом оправка 3 фиксируется фиксатор( 1 1 .
После окончания сварки всех гране пираг шдального изделия в зоне сварки и загрузки всех граней оправки 3 в зоне загрузки оправку 3 coв ecтнo с траверсой 9 поворачивают на угол
360
, . грани меняются местами.
m
Таким образом, в зоне загрузки сказывается готовое изделие, а в зоне сварки на рабочей пози1ши - собранное под сварку изделие. Включается привод 6, перемещая конус 7 для вывода пальцев А из отверстий в листах 5 изделия, отключаются электромагниты 8 и готовое изделие снимается с оправки 3. Затем на освободившейся оправке 3 производится сборка следующего изделия, а н зоне сварки в то же время сваривается собранное изделие.
Использование нзобретения позволяет производить сборку и сварку одновременно, что повышает производительность труда.
Применение пальцев на каждой грани оправки обеспечивает надежную установку листов изделия н процессе его изготовления и повьшгает точность сборки изделия.
р м у л а
6
3 о
бретения
с целью повышения качества при изго-, товлении изделий пирамидальной формы из листов с отверстиями в них путем повышения точности ориентации листов относительно корпуса оправки, корпус каждой оправки вьтолнен с наклонными гранями для листов изделия и оснащен пальцами для фиксации листов по отверстиям в них и приводом выдвижения яальцев, выполненным в виде кинематически связанного с пальцами подвижного конуса, угол конусности которого вьтолнен равным углу наклона корпуса оправки, а оси указанных пальцев рас- 5 положены перпендикулярно опорной поверхности граней конуса,
5
0
фиг.1
Редактор С„Пекарь
Составитель В.Писаренко Техред Л.Олийнык
Заказ 7813/15
Тираж 894
ВНИИПИ Государстненного комитета по изобретениям и открытиям при Г КНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбингат Патент, г. Ужгород, ул. Гагарина, 101
Корректор М.Пожо
Подписное
| Орлов Б„Д | |||
| и др | |||
| Технология и оборудование контактной сварки | |||
| -М.: Машиностроение, 1975, с.448, рис.10.18. |
