W
СП
оо о 11 ел
О5
3
трудоза )а ri)i па их дирогостоящуч cia.il) и вод ите. П) пост I) прессов. прессующего мс.ханилма
;uiMcny, экономить уве.чичирин Т прои:} Пресс сосгоит ii: 1, связанио1Ч) со
штампом 2 и ()б.чиц()воЧ11о 1 пластиной ,-1 поворотного cro.ia 4. в гнездах которого распо.тожены об.ишовочные п.ластнны 5. образуюнще пространство, верхняя uacrii которого ограничена контрнрессук)1це4| или той 6, закрепленно11 на траверсе 7. Ра- бочпе поверхности облицовочных пластин 3, 5 имеЮ лунки одинакивой формы, ког()1ьгч
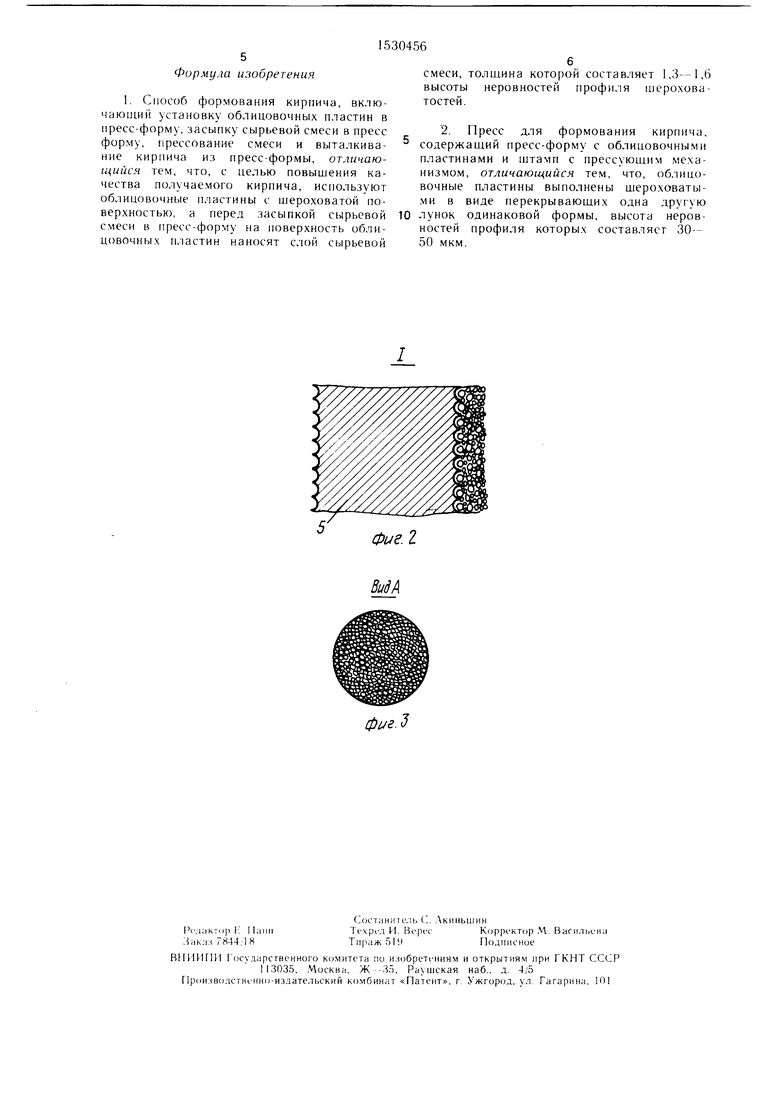
pacHD.iai аюгся зерна смеси. обра..)уя защит- Hijui сл()11. абочие поверхности облипо- вочных ста.1ьных пластин пресс-формы и штампов выполнены нероховатыми с высотой неровностей профиля 30-50 мкм, причем мг1К1М)рельеф рабочих пове.хностей пластин создап идептичпым во всех направлениях и представляет собой множество перекрывающих друг друга лунок одинаковой (})орм1)1, c(Jpaзмepиoй с зернами песка сырьевой смеси. 2 с.п. ф-лы, 3 ил.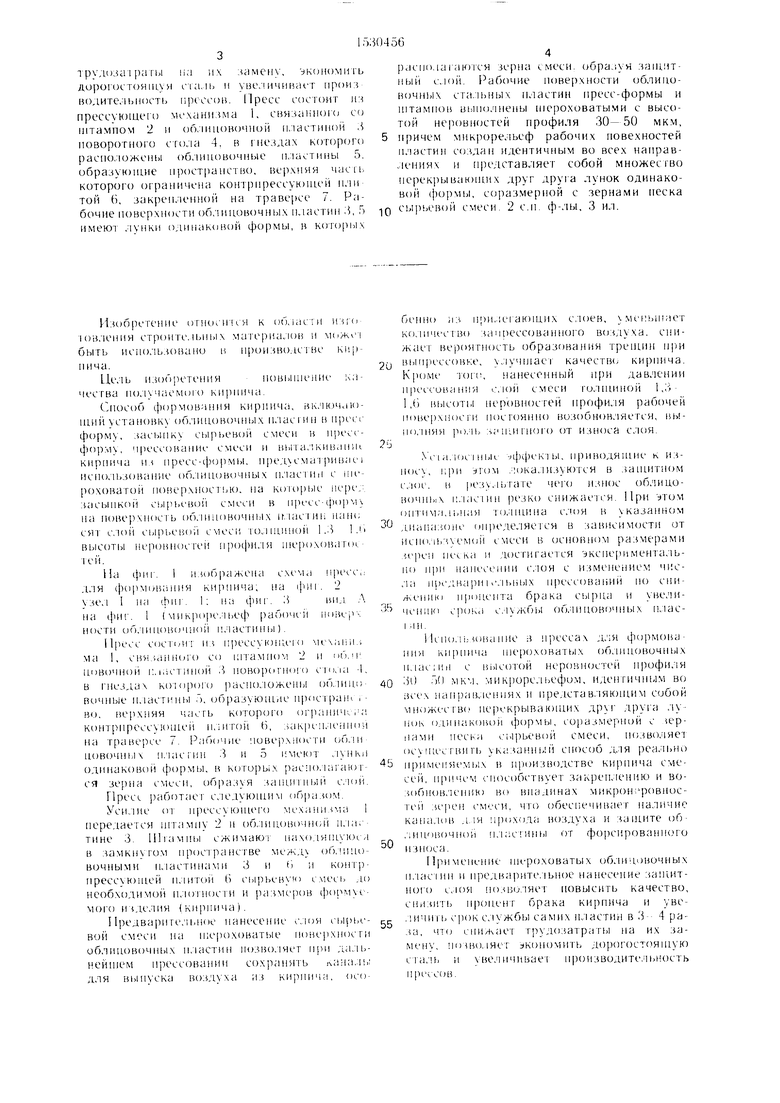
| название | год | авторы | номер документа |
|---|---|---|---|
| Пустотообразующее устройство пресса полусухого прессования | 1987 |
|
SU1454700A1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2021109C1 |
| Устройство регулирования заполнения пресс-форм | 1990 |
|
SU1742069A1 |
| Способ изготовления кирпича из грунта | 1990 |
|
SU1742060A1 |
| Пустотообразующее устройство пресса полусухого прессования | 1983 |
|
SU1150073A1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021895C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2147520C1 |
| Прессформа для формовки пустотелых блоков с несквозными пустотами | 1953 |
|
SU100106A1 |
| Способ изготовления кольца трения торцового уплотнения | 1986 |
|
SU1328625A1 |
| ШТАМП И СПОСОБ ПОЛУЧЕНИЯ ФИГУРНОГО КИРПИЧА | 2000 |
|
RU2191689C2 |
Изобретение относится к изготовлению строительных материалов и может быть использовано в производстве кирпича. Цель изобретения - повышение качества кирпича. В способе формования кирпича, включающем установку облицовочных пластин в пресс-форму, засыпку сырьевой смеси в пресс-форму, ее прессование, выталкивания кирпича из пресс-формы перед формованием на шероховатые рабочие поверхности облицовочных пластин при давлении прессования наносят слой сырьевой смеси, причем толщина наносимого слоя смеси составляет 1,3 - 1,6 высоты неровностей профиля их поверхности. Применение шероховатых облицовочных пластин и предварительное нанесение защитного слоя позволяет повысить качество кирпича, увеличить срок службы облицовочных пластин в 3 - 4 раза, что снижает трудозатраты на их замену, экономить дорогостоящую сталь и увеличивает производительность прессов. Пресс состоит из прессующего механизма 1, связанного со штампом 2 и облицовочной пластиной 3 поворотного стола 4, в гнездах которого расположены облицовочные пластины 5, образующие пространство, верхняя часть которого ограничена контрпрессующей плитой 6, закрепленной на траверсе 7. Рабочие поверхности облицовочных пластин 3, 5 имеют лунки одинаковой формы, в которых располагаются зерна смеси, образуя защитный слой. Рабочие поверхности облицовочных стальных пластин пресс-формы и штампов выполнены шероховатыми с высотой неровностей профиля 30 - 50 мкм, причем микрорельеф рабочих поверхностей пластин создан идентичным во всех направлениях и представляет собой множество перекрывающих друг друга лунок одинаковой формы, соразмерной с зернами песка сырьевой смеси. 3 ил.
Из()б Н теине огн(. к области изго ювления CTpoirre.U)Hbix материалов и
оьггь исиоль.и)вано и
нича.
11ель изобретенияиовьииеиие качества по.чучасмого кирпича.
Способ формоваппя кирпича, включаю- HUiii установку обли1и)вочн|)1х п. 1ас1ин в пресс форму, засыпку сырьево11 смеси в пресс- форму, 4|ieccoBainii смеси и ныта. ИчИи.шиь кир1П1ча из iipecc-(j), ) i использование об.лицовочных K lac iHii с iiic- роховато поверхностью, па кото)1)1е пере;: засыпкой С1.. смеси в нрссс-4 op i v на поверхпосгь об,1И11оночпг.1х iMac inii нанс сят c. ioit С1)1рьево; | смеси толщиной 1,3 1 .Ti BbicoTiii iiepoHHocTeii про(|)И,ля шероховаго.- lei i.
Па 11.«)б|1аже||а cxi-xia д,тя (|к1рмоиаиия кирпича; на фш узе,1 I на (Ьиг. I; на фи| . 3 на (jnir. 1 (микроре. ил ф pa6o4cii
НОСТИ об, 1ИПОИОЧНО 11 1, 1аСТИИЫ ) .
Пресс сосгоит 1И прессу loniei о мехами.i ма 1, свя.,аии()го со штамном 2 и no.ir повочной r..iacTHHoii 3 иовороги Л о i. in,ia 4, в 1 нездах Koi(i :ioro распо,;1Оже1Н)1 o6.;iHni - вочные п,1астииы 5, (образующие apncTfiaui , - во, верхняя часгь KOTOpoi o огралипк , ; . KOHTjiiipeccyioiueii нлито) (, закре гленио; па траверсе 7. Р;|б()чие iioBepxiiocTH обли новочнь.|х H. iaci Hii .3 и 5 имеют , iyHKii ()динаков(И1 , в которых paciio.iaraioi-- ся зе)на смесн, обра;1уя запи1Г11ЫЙ с.юй.
ripecL работаег с.ледуюшим оГ)|);1.(ом.
Уси:1ие от ирессуюиим о механизма 1 передается пггамну 2 и об,.1ицовочн(;й lu ia. - тине 3. Шгамиы сжимают Haxo;iHnLyH)c/i в ;и1мкнугом прос 1 ранстве межд облицовочными п,1астинами 3 и d и контр- нрессуюшей п,:|итой 6 сырьевую с.месь до иеобходимо11 п.:|отиости и разме|)ов формчс- мого изделия ( кир|Ц1ча ).
Предварнгельное нанесение с.;|оя сы)1,е- Boi i смеси па п;е|)оховатые нове(1хиосги облицовочных нластин 1И)зио,-|яет н)и да,;1Ь- нейп|ем прессоЕ ании сохранять ..|ы для В1)1иуска и; кирпича, осо
0
0
Ь
0
g
5
0
бе1пи) ;i;i и;)и..:е1 аю1цих слоев, хмсч:ьи1ает ко,п1чесгво занрессоваипого воздуха, снижает вероятность образования трении при в()()нке, у;|учп1аег качеств(. кирпича. К|Н)ме 1()ч нанесенный п)и давлении прессования i;;i()ii смеси голншиой 1,3- 1,6 BbicoTbi неровностей 11рофи,;1Я рабочей новерхпосги ноег(;1япп() возобновляется, вы- по,1няя ро.пь заиинтюго от износа слоя.
N cia.ioci HijK- -п|к()ек 1Ы, приводящие к нос, |;ри iroM . ;ока,;п1зук)тся в .а1цитн1.м с,. 1(н . в результате чего износ облицо- ВОЧИ1.1Х |;.;1ас1ии (Н зко снижается. 1ри :(том oiri H i;i,ii, To. iHUiHa слоя в указанном диаиаз.онс оиреде,;1яе гея в ;и1виси мости от исп().1ьчлсмой смеси в (JCHOBHOM размерами з.ерен песка и достигается эксне 111мента, 1Ь- ио при иаиес(ппи с,1оя с изменением числа ирсдварп с,;|ьн1)1х H ieccoBaiiHii но сни- женик iifioiLCHTa брака сырца и увеличению сгюка с. 1ужбы об, 1И цовочных пласI ИН.
Испо. 11; в иреесах дли фо|)мо1и1- ния кирпича И1ероховатьгх об,;п1цовочных илас:111| с высотой HCposM-KjcTeii ирофи, 1Я 30 50 мкм, микроре,;1ьефом, идентичным во iicex иан)а лениях и представ. 1яюни1м собой множес I Bc. перекрывающих друг дру1-а лупок одинаково (, соразмерной с iep- нами иеска с1-1рьевой смееи, нозволяе осушесгвигь указанли, с1И)соб д.пя реа;1ьно нриме11Я(м1)1х в И1н))дстве кирпича смесей, нри.чем способствует закрегг ению и во- зоб11ов, 1ен1 Ю во виадинах микрон ровнос- тей ;к рен смеси, чтс/ обеспечивает наличие каналов д. 1я прохо.аа воздуха и защите об- . umoB04Hoii 1, 1асгины от форсировани(го износа.
Применение 1И1-роховатых об.пгцовочных H.iaciHH и нредварите. ibHoe нанесение ;)ап1ит- Н(ло слоя юзво.чяег повысить качество, спи;(ить нропенг брака кпрпича и уве- .1ичит1) срок службы самих пластин в 3-- 4 раза, что сиижает Tin io;iaTpaTbi на их мену, иозво. 1яет экономить до)ог()стоя1пую сгаль и VBe, ичивает н|)оизводительноеть
ЩН ССОВ.
Формула изобретения
смеси, толщина которой составляет 1,3-1,6 высоты неровностей профиля шероховатостей.
фиг. 5
| Хавкип Л | |||
| М | |||
| него кирпича | |||
| -- Л | |||
| с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
