Изобретение относится к механической обработке листового материала с помощью валков специальной формы и предназначено для использования в черной металлургии, транспортном машиностроении и строительстве.
Цель изобретения - увеличение производительности.
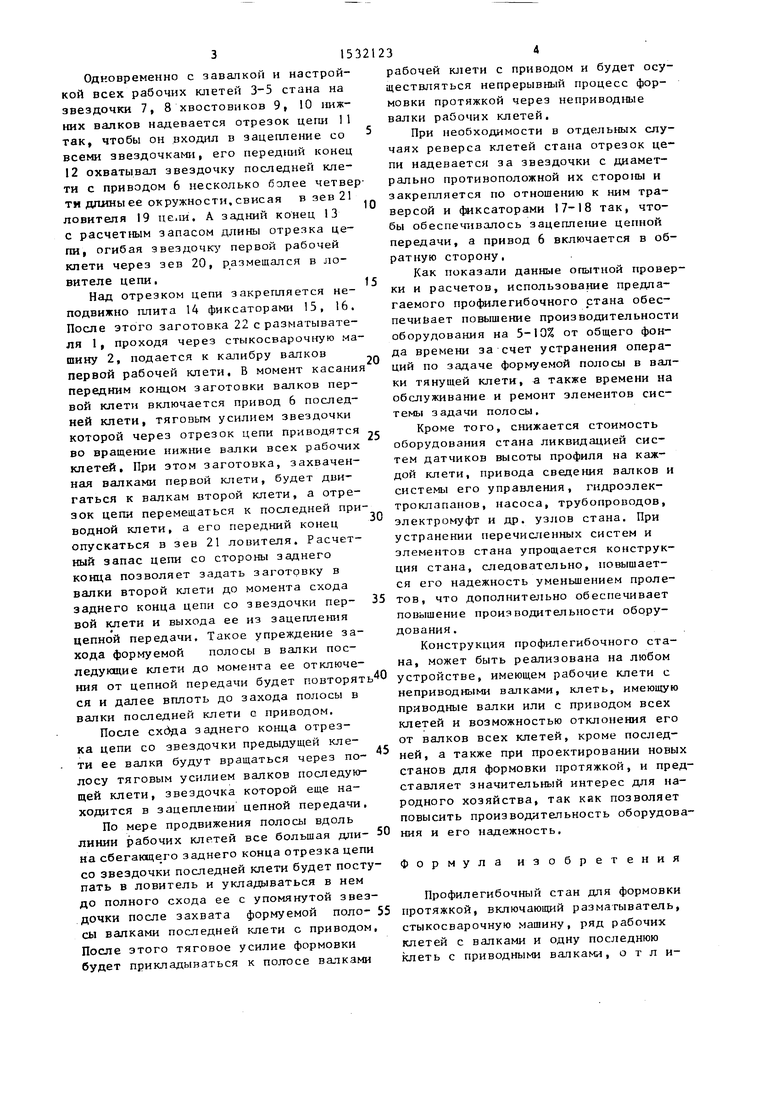
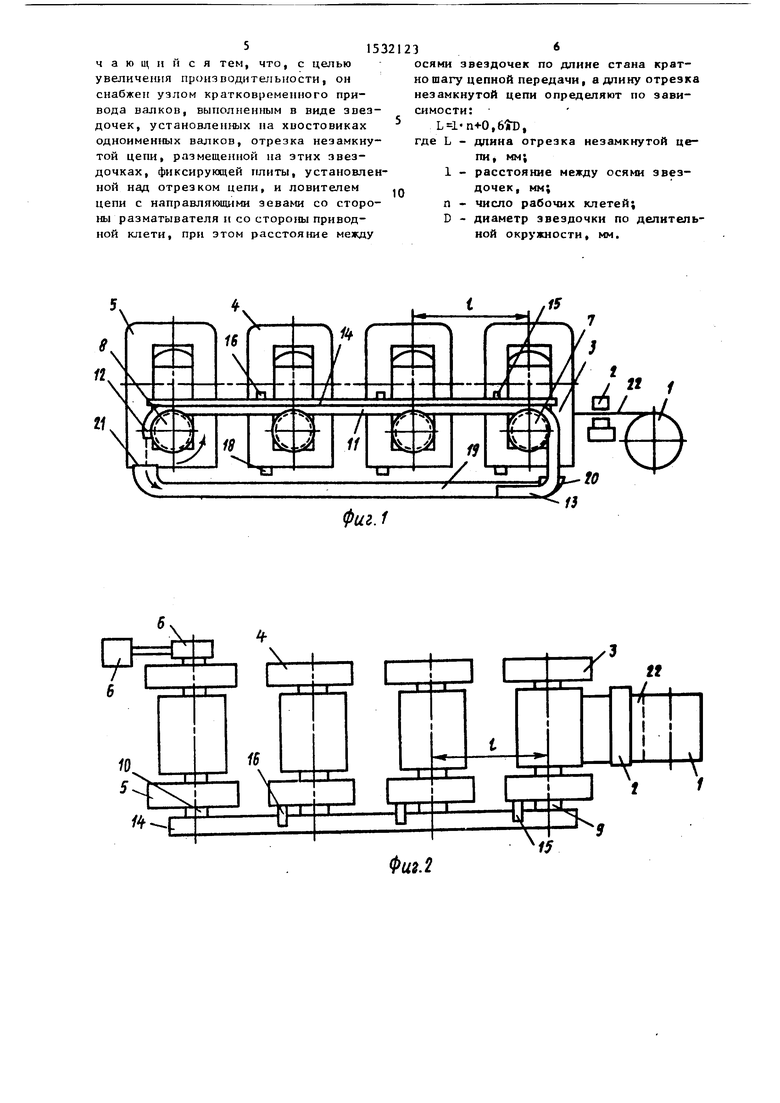
На фиг. 1 показана схема боковой проекции профилегибочного стана в исходном состояШ1и; на фиг. 2 - схема горизонтальной проекции профилегибочного стана; на фиг. 3 - схема стана с положением цепи для реверса.
Профилегибочный стан содержит раз- матыватель 1 .стьгкосварочную машину 2, рабочие клети 3-4 с непривод1Ш1МИ валками, клеть 5 с приводом 6 ее валков, звездочки 7, 8 цепной передачи, смонтированные на хвостовиках 9, 10 нижних валков, отрезок цепи 11 с незамкнутыми концами 12, 13, cteMiryio плиту 14, фиксаторы 15, 16 и 17, 18, ловитель 19 цепи с напранляющиш зевами 20, 21 со стороны разматывателя 1 заготовки 22 и со стороны клети с приводом
Расстояние между осями звездочек кратно шагу цепной передач1т. Длина отреза незамкнутой цепи определяется по зависимости
Ь 1 П+0,6 Я1),
где 1 - расстояние между ocfit-m звез- 1дочек, мм;
п - число рабочих клетей; D - диаметр звездочки по делительной окружиости, мм. Стан работает следующим образом.
lAd
О
N3
OQ
315
Одновременно с завалкой и настройкой всех рабочих клетей 3-5 стана на звездочки 7, 8 хвостовиков 9, 10 нижних валков надевается отрезок цепи 11 так, чтобы он входил в зацепление со всеми звездочками, его передний конец 12 охватывал звездочку последней клети с приводом 6 несколько более четвети длины ее окружности, свисая в зев 21 ловителя 19 це.ш. А задний конец 13 с расчетным запасом длины отрезка цепи, огибая звездочку первой рабочей клети через зев 20, размещался в ловителе цепи,
Над отрезком цепи закрепляется неподвижно плита 14 фиксаторами 15, 16. После этого заготовка 22 с разматывате- ля 1 , проходя через стыкосвароч1 ую машину 2, подается к калибру валков первой рабочей клети, В момент касани передним концом заготовки валков первой клети включается привод 6 последней клети, тягоным усилием звездочки которой через отрезок цепи приводятся во вращение нижние валки всех рабочих клетей. При этом заготовка, захваченная валками первой клети, будет двигаться к валкам второй клети, а отрезок цепи перемещаться к последней приводной клети, а его передний конец опускаться в зев 21 ловителя. Расчетный запас цепи со стороны заднего конца позволяет задать заготовку в валки второй клети до момента схода заднего конца цепи со звездочки пер- вой клети и выхода ее из зацепления цепной передачи. Такое упреждение захода формуемой полосы в валки последующие клети до момента ее отключения от цепной передачи будет повторят ся и далее вплоть до захода полосы в валки последней клети о приводом.
После схдда заднего конца отрезка цепи со звездочки предыдущей клети ее валки будут вращаться через по лосу тяговым усилием валков последук - щей клети, звездочка которой еще находится в зацеплении цепной передачи.
По мере продвижения полосы вдоль линии рабочих клетей все большая дли- на сбегающе го заднего конца отрезка цепи со звездочки последней клети будет поступать в ловитель и укладьшаться в нем до полного схода ее с упомянутой звездочки после захвата формуемой поло- сы валками последней клети с приводом После этого тяговое усилие формовки будет прикладываться к полосе валками
-
10
15
20
321
je35
50 55,
30
40
45
234
рабочей клети с приводом и будет осуществляться непрерывный процесс формовки протяжкой через неприводные валки рабочих клетей.
При необходимости в отдельных случаях реверса клетей стана отрезок цепи надевается за звездочки с диаметрально противоположной их стороны и закрепляется по отношению к ним траверсой и (1 1ксаторами 17-18 так, чтобы обеспечивалось зацепление цепной передачи, а привод 6 включается в обратную сторону.
Как показали данные опытной проверки и расчетов, использование предлагаемого профилегибочного стана обеспечивает повышение производительности оборудования на 5-10% от общего фонда времени за счет устранения операций по задаче формуемой полосы в валки тянущей клети, а также времени на обслуживание и ремонт элементов системы задачи полосы.
Кроме того, С1шжается стоимость оборудования стана ликвидацией систем датчиков высоты профиля на каждой клети, привода сведения валков и системы его управления, гидроэлек- троклапанов, насоса, трубопроводов, электромуфт и др. узлов стана. При устранении перечисленных систем и элементов стана упрощается конструкция стана, следовательно, повышается его надежность уменьшением пролетов, что дополнительно обеспечивает повышение производительности оборудования .
Конструкция профилегибочного стана, может быть реализована на любом устройстве, имеющем рабочие клети с неприводными валками, клеть, имеющую приводные валки или с приводом всех клетей и возможностью отклонения его от валков всех клетей, кроме последней, а также при проектировании новых станов для формовки протяжкой, и представляет значительный интерес для народного хозяйства, так как позволяет повысить производительность оборудования и его надежность.
Формула изобретения
Профилегибочный стан для формовки протяжкой, включающий размагыватель, стыкосварочную машину, ряд рабочих клетей с валками и одну последнюю клеть с приводными валками, о т л и5
чающийся тем, что, с целью увеличения производительности, он снабжен узлом кратковременного привода валков, вынолненным в виде звездочек, установленных на хвостовиках одноименных валков, отрезка незамкнутой цени, размещенной на этнх звездочках, фиксирующей нлиты, установленной над отрезком цепи, и ловителем цепи с направляющими зевами со стороны разматывателя и со стороны прнвод- ной клети, при этом расстояние между
153
2123
осями звездочек по длине стана кратно шагу цепной передачи, а длину отрезка незамкнутой цепи определяют по зависимости:
L l n-bO,6lrt), где L - длина отрезка незамкнутой цепи мм;
1 - расстояние между осями звездочек, мм;
п - число рабочих клетей; D - диаметр звездочки по делительной окружности, мм.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2244604C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| Профилегибочный стан | 1990 |
|
SU1736657A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2004 |
|
RU2264877C2 |
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2188729C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ТЯНУЩЕЕ УСТРОЙСТВО ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254953C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
Изобретение относится к механической обработке листового металла в валках специальной формы и предназначено для использования в черной металлургии, транспортном машиностроении и строительстве. Цель изобретения - увеличение производительности. Профилегибочный стан для формовки протяжкой содержит разматыватель, стыкосварочную машину, ряд рабочих клетей с неприводными валками и одну последнюю клеть с приводными валками. На хвостовиках нижних клетей размещены звездочки, на которых установлен отрезок незамкнутой цепи. Длина отрезка цепи определяется по расчетной формуле. Расстояние между осями звездочек по длине стана кратно шагу цепной передачи. Стан имеет ловитель с двумя направляющими зевами и съемную плиту для фиксации отрезка цепи относительно звездочек. Стан позволяет устранить операции по задаче формуемой полосы в валки тянущей клети и тем самым обеспечивает повышение производительности. 3 ил.
фиг.1
/4
Г «
f It
19
Редактор А.Долинич
Составитель Л.Самохвалова Техред Л.Сердюкова
Заказ 7987/13
Тираж 693
ВНИИПИ Государственного ком 1тета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.З
13 7
Корректор О.Кравцова
Подииеное
| Профилегибочный стан | 1982 |
|
SU1098606A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
