СП со to
00 со
.i
Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию для штамповки э.тастичной средой.
Цель изобретения -- расширение технологических возможностей за счет расширения диапазона усилий.
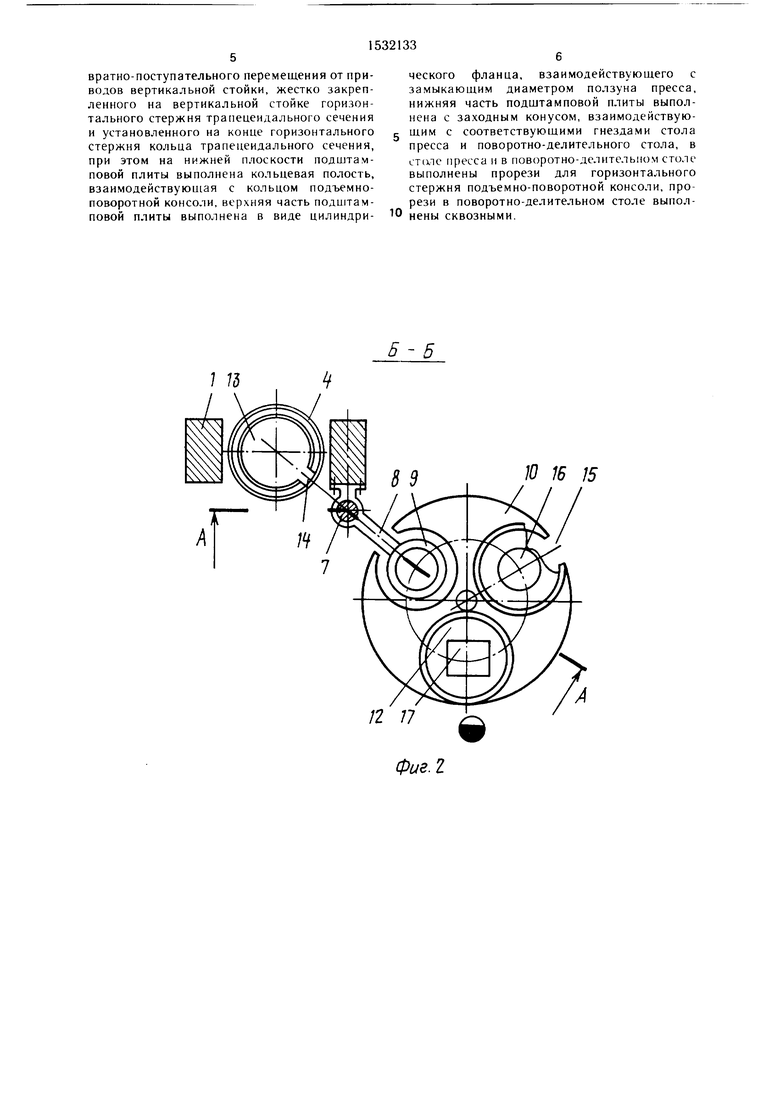
На фиг. 1 изображен обрабатываюший центр, разрез А--А на фиг. 2; на фиг. 2 - разрез Ь-Б на фиг. 1; на фиг. 3 - стержень и кольцо, вид сверху; на фиг. 4 - сечение В- В на фиг. 3; на фн( 5 - сечение Г- Г на фиг. 3.
Листо1нтамновочный обрабатывающий центр д. 1Я обработки эластичной сре.ч.ой содержит пресс со станиной 1, ползуном 2, эластичной средой 3 и столом 4, подъемно- поворотную консоль в виде установленной на станине 1 пресса с возможностью поворота и В1)зврат но-посту на тельного перемещения от приводов 5 и tr вертикальной стойки 7, жестко закрепленного на стойке 7 горизонтального стержня 8 трапецеидального сечения и установленного на конце стержня 8 кольца 9 трапецеидального сечения, поворотно-делительный стол 10с 1 нездами 11 для подштамповьгх плит 12. При это.м на нижней п,1оскости подштамповой плиты 12 вы- полпепа кольцевая нолость, взаимодействующая с кольцом 9, верхняя часть плиты 12 выполнена в виде цилиндрического фланца, взаимодействуюц1е1 о с замыкающим диаметром ползуна 2 пресса, нижняя часть плиты 12 выпо.тпена с заходным конусом, взаимодействующим с соответствующими гнездами 13, 1 1 стола 4 пресса и поворотно-делительного стола К), в столе 4 и столе 10 вы- полнен1)1 прорези 14, 15 для стержня 8, нро- рези 15 в столе К) выполнены сквозными, форм блок 16 с заготовкой 17 размещается в центре подштамповой плиты 12.
Лист(лнтамнов)чпый центр работает с.те- дуюшим образом.
При установивн1емся режиме работы при нтамповке в 3 перехода, т. е. при на;1и- чнитрех инструментов ( формблоков),оператор вручную, находясь на постоянном рабочем месте, снимает заготовку после прохождения соответствующего перехода и ставит заготовку на этот же формблок д;1я формообразоваьшя (т. е. снимает заготовку носле прохождения первого перехода и ставит листовую заготовку, снимает заготовку после второго перехода и ставит заготовку после прохождения нервог о перехода, снимает заготовку носле третьего перехода (готовая деталь) и ставит заготовку после второго перехода). Л еханизировать снятие и установку заготовок нецелесообразно из-за постоянного изменения (})ормы заготовки Рассмотрим работу центра с самого начала. Оператор, находясь на раб1)чем месте, поворачивает поворотно-делительный сто.т Ютак, чтобы формблок nepBOi o перехода был око,10
его рабочего места. Формблок второго перехода и третьего должны располагаться на поворотно-делительном столе в направлении против часовой стрелки. Оператор кладет
заготовку из листа 17 на формблок первого перехода и нажимает кнопку «Цикл. При этом происходит поворот на 120° поворотно-делительного стола 10. Концевая часть консоли находится в нижнем положении в зоне стола 10. Как только закончится поворот стола 10, подается давление в цилиндр подъема 6 консоли. Стержень 8 консоли заходит в прорезь 15 стола 10, а кольцо 9 консоли заходит в полость нодштам- повой плиты 12.
При дальнейшем подъеме подштамповая плита 12 с формблоком 16 и заготовкой 17 вынимается из незда 11 стола 10. При достижении верхней точки подъема консоли включается поворот консоли к прессу. После окончания поворота консоли цилиндром поворота 5 давление из цилиндра подъема 6 сбрасывается и начинается опускание консоли в зоне прессования под собственным весом. При этом заходная часть нодштам- повой плиты 12 и стержень 8 консоли захоДят в полость 13 и прорезь 14, выполненные в столе 4. При достижении цилиндром подъема 6 нижнего положения дается ко.манда на опускание ползуна 2 пресса. При этом замыкаюший диаметр верхнего ползуна охватывает ци.шндрический фланец
подштамповой плиты 12, а эластичная среда 3 . 1ОЖИТСЯ на цилиндрический фланец сверху. Начинается прессование. После прессования включаются подъем вверх ползуна 2 и подъем вверх консоли. Затем вк.чючается поворот консоли к столу 10 и опускание ее в зоне
стола К). При этом нодштамповая плита 12 с фор.мблоком 16 и за1Ч)товкой 17, шей соответствуюн;ий переход, кладется в 1 нездо 1 1 стола 10. Далее процесс повторяется. При установившемся режиме работы
во время прессования, продолжающегося 15 30 с, происходит смена заготовок.
По сравнению с известным предлагаемый листоштамповочный центр обеспечивает штамиовку на прессах .чюбых конструкций и усилий, что рас1ннряет его технологические возможности.
Формула иэо6ретен1,я
Листоштамновочный обрабатывающий центр, содержащий пресс со станиной, ползуном и столом, а также поЕ.оротно-дели- тельный стол с гнездами для подштампо- вых плит, отличающийся тем, что, с целью расширения технологических возможностей за счет расширения диапазона усилий, он снабжен подъемно-поворотной консолью, выполненной в виде установленной на станине пресса с возможностью поворота и возвратно-поступательного перемещения от приводов вертикальной стойки, жестко закрепленного на вертикальной стойке горизонтального стержня трапецеидального сечения и установленного на конце горизонтального стержня кольца трапецеидального сечения, при этом на нижней плоскости подштам- повой плиты выполнена кольцевая полость, взаимодействующая с кольцом подъемно- поворотной консоли, верхняя часть подштам- повой плиты выполнена в виде цилиндри
ческого фланца, взаимодействующего с замыкающим диаметром ползуна пресса, нижняя часть подштамповой плиты выполнена с заходным конусом, взаимодействующим с соответствующими гнездами стола пресса и поворотно-делительного стола, в скхпс пресса и в поворотно-делительном столе выполнены прорези для горизонтального стержня подъемно-поворотной консоли, прорези в поворотно-делительном сто.те выполнены сквозными.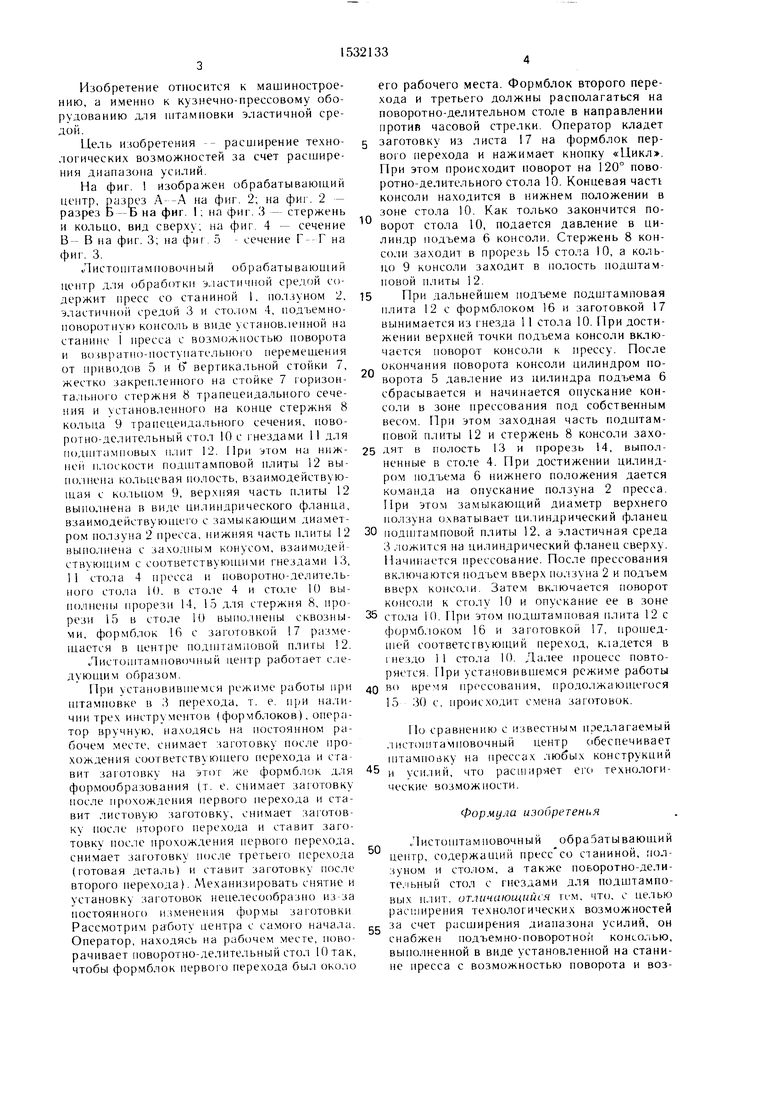
| название | год | авторы | номер документа |
|---|---|---|---|
| Грузозахватное устройство | 1976 |
|
SU587080A1 |
| Роботизированная линия для многопереходной штамповки | 1983 |
|
SU1230721A1 |
| Устройство для вырубки изделий из листового и ленточного материала | 1978 |
|
SU791551A1 |
| Механический пресс для штамповки лонжеронов | 1990 |
|
SU1779610A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| Многопозиционный пресс с нижним приводом | 1985 |
|
SU1400891A1 |
| Устройство для многопереходной штамповки | 1989 |
|
SU1756009A1 |
| Установка Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU958083A1 |
| Магазин для размещения штучных заготовок | 1988 |
|
SU1532156A1 |
Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию для обработки эластичной средой. Цель изобретения - расширение технологических возможностей за счет расширения диапазона усилий. Листоштамповочный центр содержит пресс со станиной 1, ползуном 2 и столом 4, подъемно-поворотную консоль в виде вертикальной стойки 7, закрепленного на стойке стержня 8 и установленного на стержне кольца 9, поворотно-делительный стол (ПДС) 10 с гнездами 11 для подштамповых плит (П) 12. В П 12 и столе 4 выполнены полости, а в ПДС 10 и столе 4 - прорези, взаимодействующие соответственно с кольцом 9 и стержнем 8. Формблок 16 с заготовкой 17 помещается на П 12, ПДС 10 поворачивается на 120°, консоль поднимается, кольцо 9 заходит в полость П 12. При дальнейшем подъеме П 12 вынимается из ПДС 10. Консоль поворачивается к прессу. В зоне прессования консоль опускается, и П 12 заходит вместе со стержнем 8 в полость и прорезь стола 4. Происходит прессование заготовки. 5 ил.
Б - Б
Ю 16 15
12 17
Фиг. г
В-Ё
иг.Ч
Г-Г
иг.5
| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1205972A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
