1
(21)4439598/23-02
(22)25.04.88
(46) 30.12.89. Бюл. № 48
(71)Магнитогорский горно-металлургический институт им. Г.И.Носова
и Кушвинский завод прокатных валков
(72)Ф.Д.Кащенко, Л.А.Фетняепа, Р.Х.Гималетдинов и А.В.Паламарчук (53) 621.74.043(088.8)
(56) Авторское свидетельство СССР № 550233, кл. В 22 D 13/00, 1976.
Авторское свидетельство СССР 104030, кл. В 22 D 15/00, 1957.
(54) РАЗЪЕМНОЕ ПРОФИЛИРОВОЧНОЕ КОЛЬЦО К ЛИТЕЙНОЙ ФОРМЕ ДЛЯ ОТЛИВКИ КАЛИБРОВАННЫХ ПРОКАТНЫХ ВАЛКОВ (57) Изобретение относится к литейному производству, конкретно к отливке прокатных калиброванных валков. Цель изобретения - получение качественных калиброванных валков. Предотвращение образования горячих трещин на валках в местах стыка частеГ) профилировочных колец колем осуществляется за счет того, что плоскости стыков последних выполнены таким образом, что линии cTiiiKa любой поверхности колец образуют с плоскостью осевой симметрии кольца угол в 40 - 50°.4 ил.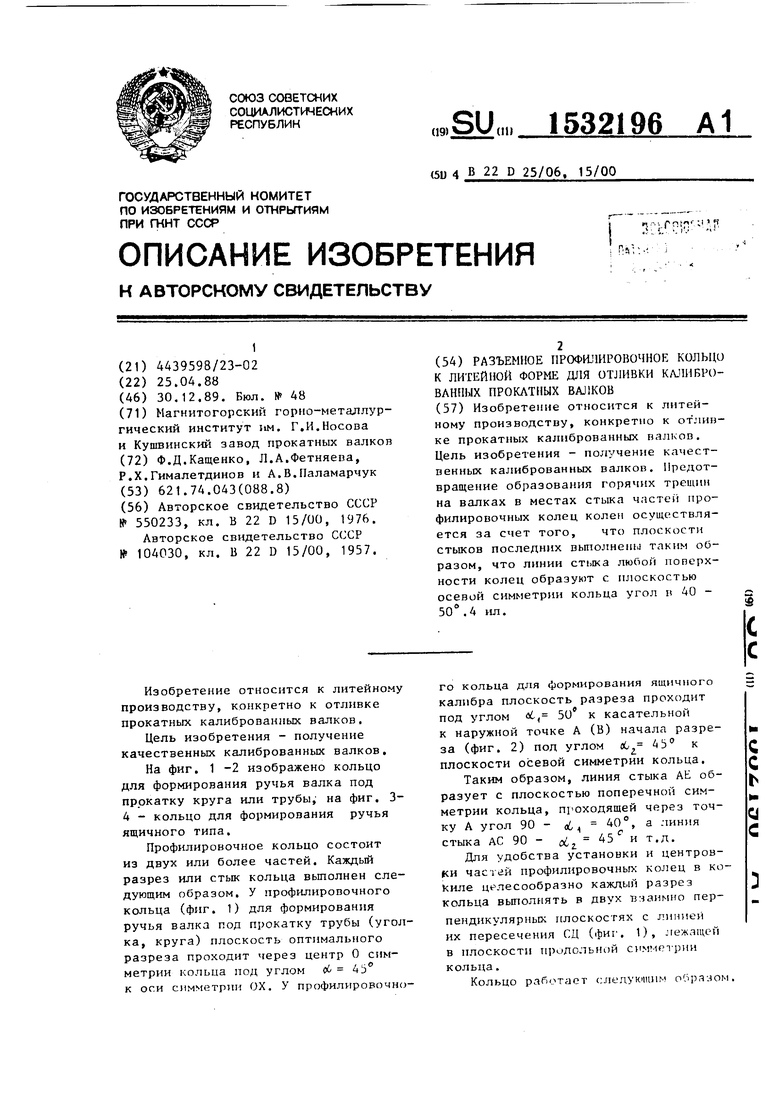
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления профилированных валков | 1989 |
|
SU1613248A1 |
| Способ центробежного литья биметаллических прокатных валков | 2019 |
|
RU2727461C1 |
| Способ литья профилированных валков | 1987 |
|
SU1546204A1 |
| Форма для литья биметаллических прокатных валков | 1978 |
|
SU749562A1 |
| Кокиль для литья чугунных калиброванных валков | 1987 |
|
SU1671406A1 |
| Способ отливки калиброванных прокатных валков | 1955 |
|
SU104030A1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Металлическая форма для центробежного литья валков | 1987 |
|
SU1482756A1 |
| Кокиль для литья профилированных чугунных валков | 1976 |
|
SU620334A1 |
| Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате | 2015 |
|
RU2628805C2 |
Изобретение относится к литейному производству, конкретно к отливке прокатных калиброванных валков. Цель изобретения - получение качественных калиброванных валков. Предотвращение образования горячих трещин на валках в местах стыка частей профилировочных колец колен осуществляется за счет того, что плоскости стыков последних выполнены таким образом, что линии стыка любой поверхности колец образуют с плоскостью осевой симметрии кольца угол в 40-50°. 4 ил.
Изобретение относится к литейному производству, конкретно к отливке прокатных калиброванных валков.
Цель изобретения - получение качественных калиброванных валков.
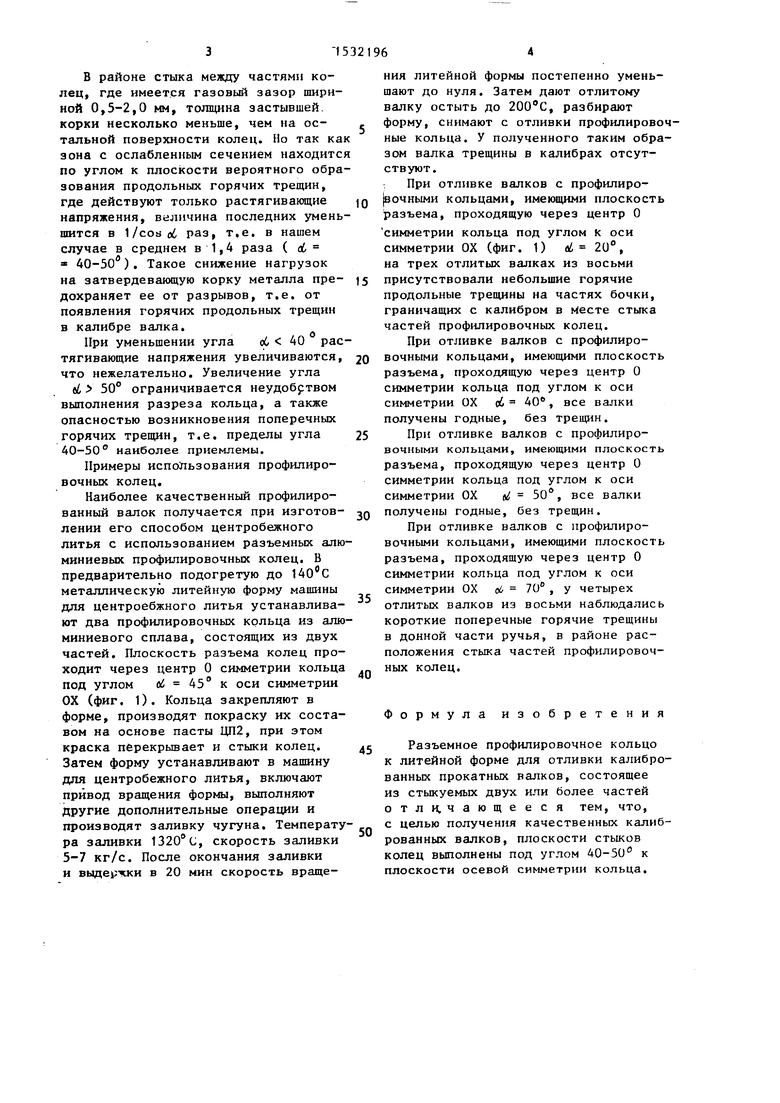
На фиг. 1 -2 изображено кольцо для формирования ручья валка под прокатку круга или трубы, на фиг. 3- 4 - кольцо для формирования ручья ящичного типа.
Профилировочное кольцо состоит из двух или более частей. Каждый разрез или стык кольца вьшолнен следующим образом. У профилировочного кольца (фиг. 1) для формирования ручья валка под прокатку трубы (уголка, круга) плоскость оптимального разреза проходит через центр О симметрии кольца под углом об 43° к оси симметрии ОХ. У профилировочн зго кольца для формирования ящичного калибра плоскость разреза проходит под углом й6, 50 к касательной к наружной точке А (В) начала разреза (фиг. 2) под углом оС 3° к плоскости осевой симметрии кольца.
Таким образом, линия стыка АЕ образует с плоскостью поперечной симметрии кольца, проходящей через точку А угол 90 - о6 40°, а линия стыка АС 90- .д.
Для удобства установки и центров- и част«гй профилировочных колец в ко- Киле целесообразно каждый разрез кольца выполнять в двух взаимно перпендикулярных плоскостях с линией их пересечения СД (фиг. 1), лежащей
в плоскости продольной СИМ -1РТрИН
кольца.
Кольцо работает следующим образом.
с с ь
g
В районе стыка между частями колец, где имеется газовый зазор шириной 0,5-2,0 мм, толщина застывшей. корки несколько меньше, чем на ос- тальной поверхности колец. Но так ка зона с ослабленным сечением находитс по углом к плоскости вероятного образования продольных горячих трещин, где действуют только растягивающие напряжения, величина последних уменьшится в I/COS 0 раз, т.е. в нашем случае в среднем в 1,4 раза ( at 40-50). Такое снижение нагрузок на затвердевающую корку металла пре- дохраняет ее от разрывов, т.е. от появления горячих продольных трещин в калибре валка.
При уменьшении угла об 40 растягивающие напряжения увеличиваются, что нежелательно. Увеличение угла
tL 50° ограничивается неудобртвом выполнения разреза кольца, а также опасностью возникновения поперечных горячих трещин, т.е. пределы угла 40-50° наиболее приемлемы.
Примеры использования профилировочных колец.
Наиболее качественный профилированный валок получается при изготов- лении его способом центробежного литья с использованием рйзъемных алюминиевых профилировочных колец. Б предварительно подогретую до 140 с металлическую литейную форму машины для центроебжного литья устанавливают два профилировочньк кольца из алюминиевого сплава, состоящих из двух частей. Плоскость разъема колец проходит через центр О симметрии кольца под углом л 45° к оси симметрии ОХ (фиг. 1). Кольца закрепляют в форме, производят покраску их составом на основе пасты Щ12, при этом краска перекрывает и стыки колец. Затем форму устанавливают в машину для центробежного литья, включают привод вращения формы, выполняют другие дополнительные операции и производят заливку чугуна. Температу ра заливки , скорость заливки 5-7 кг/с. После окончания заливки и выдержки в 20 мин скорость враще
ния литейной формы постепенно уменьшают до нуля. Затем дают отлитому валку остыть до ZOO C, разбирают форму, снимают с отливки профилировочные кольца. У полученного таким образом валка трещины в калибрах отсутствуют.
. При отливке валков с профилиро- |вочными кольцами, имеюпщми плоскость разъема, проходящую через центр О
симметрии кольца под углом к оси симметрии ОХ (фиг. 1) oi 20°, на трех отлитых валках из восьми присутствовали небольшие горячие продольные трещины на частях бочки, граничащих с калибром в Месте стыка частей профилировочных колец.
При отливке валков с профилировочными кольцами, имеющими плоскость разъема, проходящую через центр О симметрии кольца под углом к оси симметрии ОХ ci 40, все валки получены годные, без трещин.
При отливке валков с профилировочными кольцами, имеющими плоскость разъема, проходящую через центр О симметрии кольца под углом к оси симметрии ОХ eJ 50, все валки получены годные, без трещин.
При отливке валков с профилировочными кольцами, имеющими плоскость разъема, проходящую через центр О симметрии кольца под углом к оси симметрии ОХ oi 70° , у четырех отлитых валков из восьми наблюдались короткие поперечные горячие трещины в донной части ручья, в районе расположения стыка частей профилировочных колец.
Формула изобретения
Разъемное профилировочное кольцо к литейной форме для отливки калиброванных прокатных валков, состоящее из стыкуемых двух или более частей отличающееся тем, что, с целью получения качественных калиброванных валков, плоскости стыков колец выполнены под углом 40-50 к плоскости осевой симметрии кольца.
Фи9.1
f.2
Физ.Ч
