Изобретение относится к обработке металлов давлением и может быть использовано при производстве компрессорных и турбинных лопаток.
Целью изобретения является расширение технологических возможностей, снижение расхода металла и повышение качества получаемых лопаток.
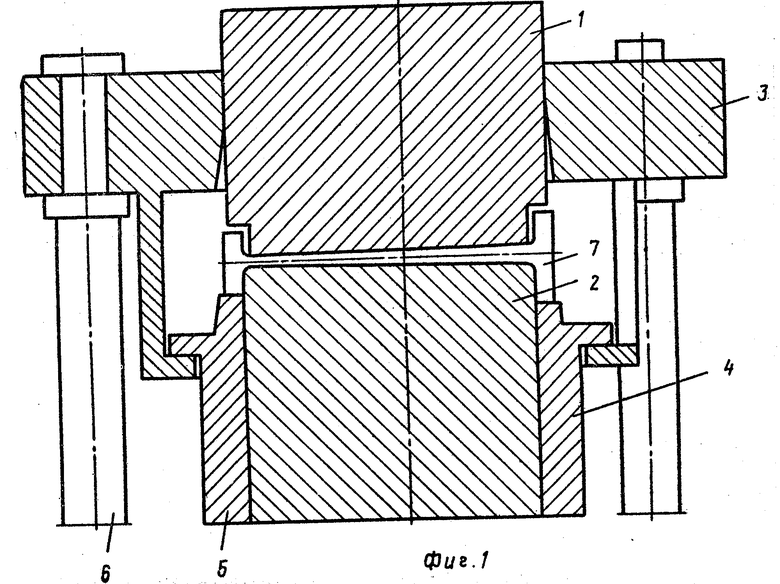
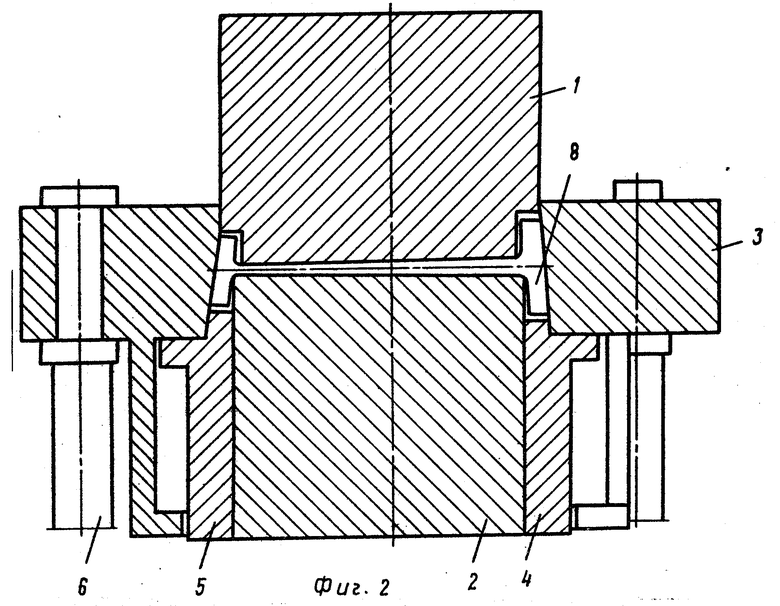
На фиг. 1 представлено устройство перед формированием хвостовых частей лопатки, общий вид; на фиг. 2 то же, после деформирования хвостовых частей лопатки.
Устройство содержит ступенчатый пуансон 1, упор 2, рамку 3, вставки 4 и 5 с фланцами тяги 6. Позицией 7 обозначена заготовка с двумя замковыми частями, позицией 8 готовая лопатка.
Устройство работает следующим образом. Заготовка 7 лопатки с прямыми замковыми частями, нагретая до температуры изотермического деформирования, устанавливается на рабочую поверхность упора 2, причем упор с целью центрирования заготовки выполнен с длиной рабочей поверхности, равной расстоянию между внутренними поверхностями замковых частей заготовки. Затем опускают пуансон, первая ступень которого выполнена длиной, меньшей наименьшего расстояния между замками готовой лопатки на величину, обеспечивающую съем заготовки после гибки, до смыкания с матрицей, при этом осуществляется правка пера (фиг. 1).
Центрирование пуансона относительно вставок осуществляется рамкой 3 по направляющим поверхностям, выполненным на пуансоне и вставках. Формообразующие инструменты: пуансон, вставки, рамка, упор, при этом также нагреты до температуры изотермического деформирования. После смыкания при зажатом пере рамкой осуществляется гибка замковых частей, причем ход рамки ограничен упорами во вставках 4 и 5, чтобы не нарушить окончательные размеры замков лопатки (фиг. 2). Рамка 3 приводится в движение посредством тяг 6, которые соединены с выталкивателем пресса гибкой связью (на чертеже не показано), чтобы не произошло их обрыва при взаимодействии рамки со вставками 4 и 5 вследствие нестабильности конечных положений гидравлического выталкивателя.
По окончании процесса гибки пуансон отводят вверх, затем отводят вверх рамку, которая одновременно за фланцы перемещает вставки 4 и 5, снимая готовую лопатку 8 с поверхности упора. Затем лопатка извлекается через окно в рамке, укладывается новая заготовка и процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕДИАГОНАЛЬНЫХ ИЗДЕЛИЙ ТИПА КОЛЕС С ЛОПАТКАМИ | 2002 |
|
RU2219012C1 |
| Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления | 2016 |
|
RU2626523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДКИ ПЕРЕДНЕЙ КРОМКИ КОМПОЗИЦИОННОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2012 |
|
RU2503519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Штамп для выдавливания | 1987 |
|
SU1600898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| Пресс-форма для изготовления сложно-фасонных слоистых изделий | 1990 |
|
SU1694405A1 |
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения деталей типа лопаток с двумя наклонными замками. Цель изобретения - повышение качества получаемых лопаток. Устройство состоит из ступенчатого пуансона, упора, приводной рамки с наклонной в сторону пуансона рабочей поверхностью, вставок с фланцами. При спускании пуансона его первая ступень фиксирует заготовку на упоре. Рамка перемещается по пуансону вниз и своими наклонными поверхностями производит гибку замковых частей заготовки, размещая их верхние части в выемках пуансона. 2 ил.
Устройство для изготовления деталей преимущественно типа лопаток с двумя наклонными замками, содержащее пуансон со ступенчатой рабочей поверхностью, упор, закрепленный на нижней плите, составную матрицу с верхней частью с наклонной в сторону пуансона рабочей поверхностью, размещенной с возможностью взаимодействия с боковой поверхностью пуансона, и с нижней частью, установленной с возможностью перемещения относительно упора и взаимодействия с верхней частью матрицы, отличающееся тем, что, с целью повышения качества получаемых изделий, пуансон выполнен с вертикальными направляющими на боковой поверхности, нижняя часть матрицы выполнена в виде отдельных вставок с фланцами со стороны пуансона и вертикальными направляющими на боковых поверхностях, верхняя часть матрицы в виде отдельной приводной рамки, установленной с возможностью вертикального возвратно-поступательного перемещения по направляющим пуансона и нижней части матрицы.
| Способ безоблойной штамповки | 1981 |
|
SU994099A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
