ФМ.1
31539882
зобретение относится к электротехтано пр от на от ра ко ри пу ри че ши ки а но ме ти Пр в ле ни
нике и может быть использовано в производстве электрических соединений при изготовлении двусторонних (вильчатых) упругих контактных элементов, состоящих из двух плоских зеркально друг на друга наложенных заготовок и предназначенных для подключения, например, микросхем в радиоэлектронной промышленоости.
Цель изобретения - повышение качества контактных элементов.
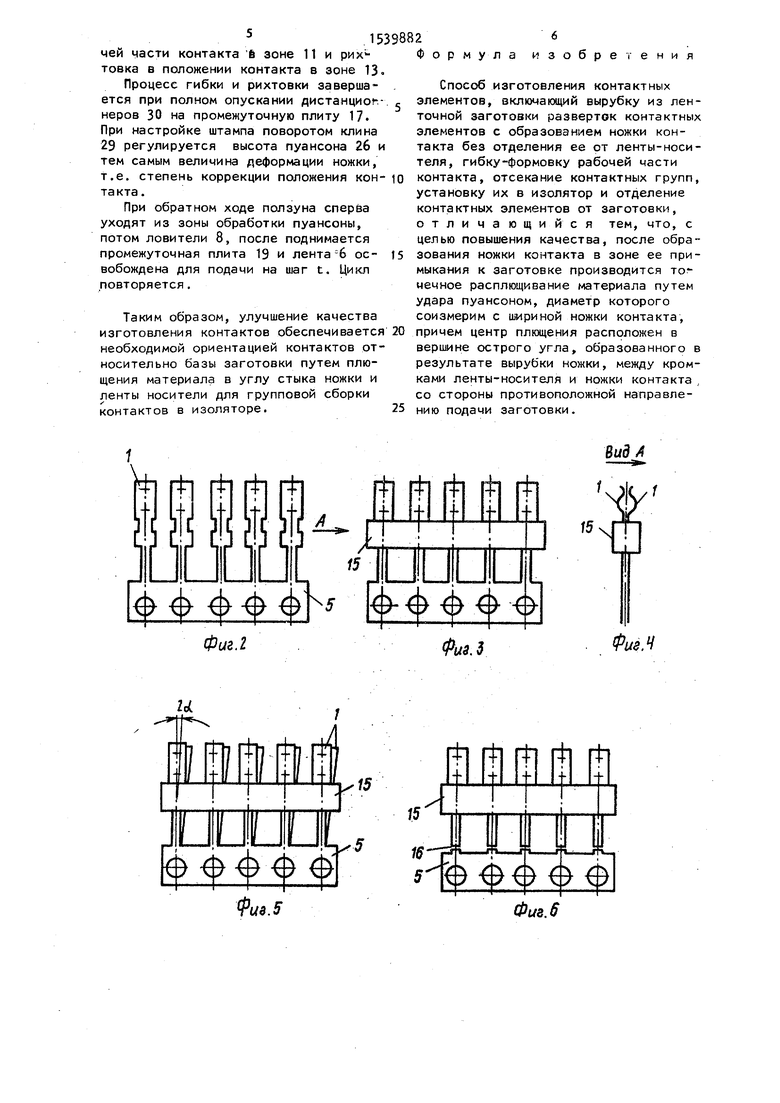
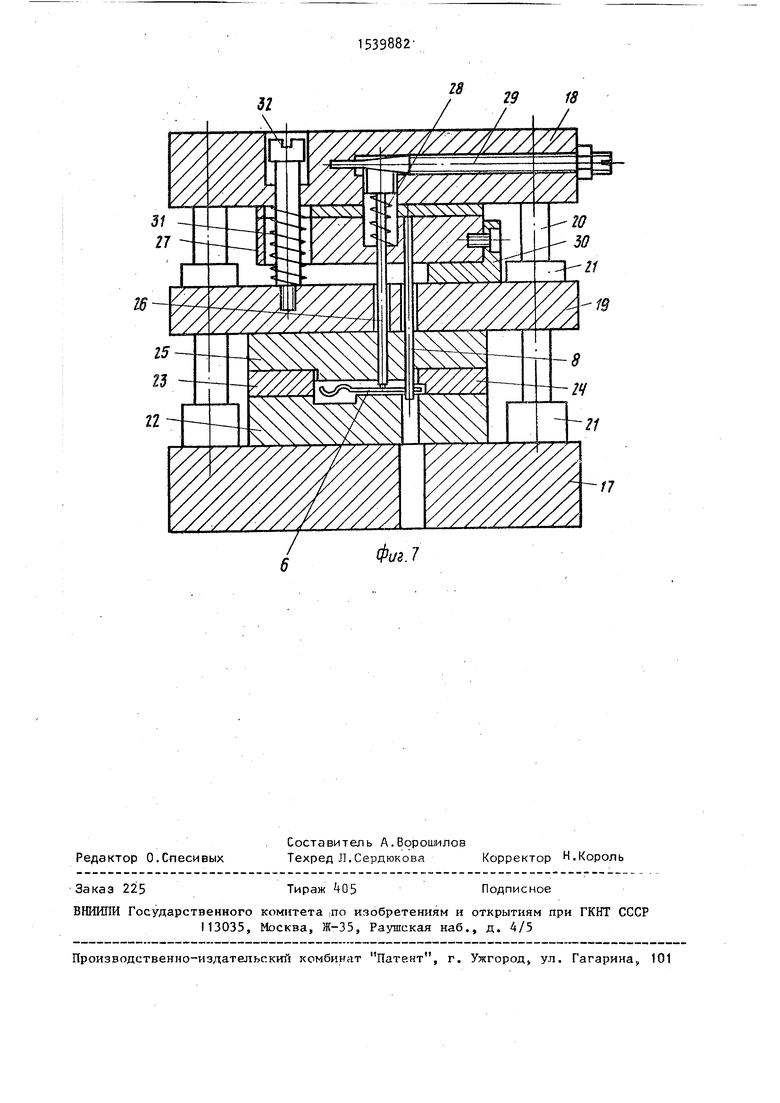
На фиг.1 изображена последовательность технологических операций при штамповке контактов; на фиг.2 - контактная группа после отсекания от ленты; на фиг.З - две контактные группы в сборе с изолятором; на фиг. вид контактов сбоку; на фиг.5 - контактные группы в изоляторе после отсекания ленты -носителя; на фиг.6 - контактные группы в сборе с изолятор без операции плющения; на фиг.7 - инструмент - штамп для приготовления контактов в закрытом состоянии, поперечное сечение в зоне плющения материала .
Контакт 1 состоит из рабочей част 2 (фиг.1), зоны крепления в изолято- ре 3 и ножки 4, предназначенной для присоединения контакта к электрической1 схеме. В процессе изготовления контакт 1 связан с лентой-носителем 5 через ножку k.
Способ изготовления контактов (фиг„1) состоит из последовательных операций в ленте 6 отверстий 7, ориентации ленты ловителями 8, шаг штамповки, t,пробивки паза 9 с образованием заготовки 10 рабочей части 2 контакта 1, гибки-формовки (фиг.А) в зоне 11 с образованием рабочей части 2 контакта, пробивки паза 12, образующей ножку Ц контакта 1, плющения материала путем удара в зоне 13 с обеспечением перпендикулярности контакта к ленте-носителю, отсекания контактной группы (фиг.2) по линии 14. При необходимости контактные группы, взаимосвязанные лентой-носителем, подвергают гальванической обработке - покрытию рабочих участков благородными металлами. При последующих операциях (фиг.3,0 две контактные группы, зеркально ориентированны при базе ленты-носителя 5, соединяют изолятором 15 и отделяют ленту-носитель 5 (фиг.6) по линии 16.
10
5
0
5
0
Ввиду малой ширины ножки k контакта силы резания, которые относительно ножки приложены с одной стороны при пробивке паза 12, производится отгиб контакта в сторону подачи ленты на угол сЈ, величина которого зависит от свойств материала и геометрических размеров ножки. Устранение отгиба контакта производится плющением материала путем удара в зоне 13 плоским пуансоном, диаметр которого соизмерим с шириной ножки контакта, причем центр плющения расположен в вершине острого угла кромок ленты и ножки со стороны,противоположной подаче, а степень плющения регулируется длиной пуансона и определяется эеспери- ментально по условию перпендикулярности контакта (ножки) к базе заготовки. При этом зона 13 плющения включает в себя часть основания ножки Д, подлежащей к отделению от контакта по линии 16.
Штамп (фиг.6) для изготовления контактов в ленте по предложенному способу из нижней плиты 17 верхней плиты 18 и промежуточной плиты 19. Плиты взаимно кинематически связаны системой колонок 20 и втулок 21.
Матрица 22 закреплена на нижней плите 17. Над матрицей закреплены направляющие линейки 23 и 2k , предназначенные для ориентации ленты 6 в поперечном положении по направлению подачи. Прижим 25 закреплен на промежуточной плите 19 со стороны матрицы и служит для направления пуансонов и ловителей 8 и пуансона 26 рихтовки, закрепленного в пуансонодержателе 27 и пружиной 28 прижатого к клину 29. К пуансонодержателю 27 прикреплен дистанцер-упор 30, промежуточная плита 19 кинематически связана с верхней 5 плитой 18 через пружины 31, дистанционные болты 32.
Штамп работает следующим образом.
После подачи ленты 6 механизмом подачи (не показано) на шаг штамповки t опускается ползун пресса (не показано) и прикрепленная к нему верхняя плита 18 и через пружины 31 промежуточная плита 17 с прижимом 25 до контакта с линейками 23, 2k. Сжимаются пружины 31 и ловители 8 фиксируют ленту 6.
При дальнейшем ходе верхней плиты 18 вниз происходит пробивка отверстий и пазов (фиг.1), процесс гибки рабо5
0
0
5
чей части контакта 6 зоне 11 и рих4- товка в положении контакта в зоне 13.
Процесс гибки и рихтовки завершается при полном опускании дистанциог- неров 30 на промежуточную плиту 17. При настройке штампа поворотом клина 29 регулируется высота пуансона 26 и тем самым величина деформации ножки, т.е. степень коррекции положения кон- такта.
При обратном ходе ползуна сперва уходят из зоны обработки пуансоны, потом ловители 8, после поднимается промежуточная плита 19 и лента 6 ос- вобождена для подачи на шаг t. Цикл повторяется.
Таким образом, улучшение качества изготовления контактов обеспечивается необходимой ориентацией контактов относительно базы заготовки путем плющения материала в углу стыка ножки и ленты носители для групповой сборки контактов в изоляторе.
Формула изобретения
Способ изготовления контактных элементов, включающий вырубку из ленточной заготовки разверток контактных элементов с образованием ножки контакта без отделения ее от ленты-носителя, гибку-формовку рабочей части контакта, отсекание контактных групп, установку их в изолятор и отделение контактных элементов от заготовки, отличающийся тем, что, с целью повышения качества, после образования ножки контакта в зоне ее примыкания к заготовке производится точечное расплющивание материала путем удара пуансоном, диаметр которого соизмерим с шириной ножки контакта, причем центр плющения расположен в вершине острого угла, образованного в результате вырубки ножки, между кромками ленты-носителя и ножки контакта , со стороны противоположной направлению подачи заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контактных элементов | 1988 |
|
SU1513554A1 |
| Способ изготовления контактных элементов | 1982 |
|
SU1026212A1 |
| Способ изготовления электрических соединителей | 1990 |
|
SU1758743A1 |
| Способ изготовления электрических соединителей | 1988 |
|
SU1582244A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп последовательно совмещенного действия | 1985 |
|
SU1269890A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
Изобретение относится к электротехнике. Целью изобретения является повышение качества. Способ изготовления монтажных элементов включает подачу ленты 6, вырубку заготовки 10 контакта 1, гибку-формовку в зоне 11 с образованием рабочей части 2 контакта, образование ножки 4, отсекание контактной группы, установку ее в изолятор и отделение ленты-носителя. Цель достигается устранением отгиба контакта на угол α после вырубки ножки 4 в зоне 12 за счет точечного расплющивания материала в углу стыка ножки 4 и ленты-носителя 5. 7 ил.
Ф
t
т
В И Ч и 8
Фиг. 2
tiu.5
Фиа.З
Фиг.Ч
giniifiii
„-G
п
„хеш
i. mтftv
Ифф
Фиг.6
18
17
| Способ изготовления контактных элементов | 1982 |
|
SU1026212A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
