ND
00
ретения - повышение качества сварных швов путем уменьшения непровара и налипания полимерного материала на электрод. Устройство содержит привод- ные сварочные элементы, один из которых соединен с источником тепловой энергии. Один из сварочных элементов 4 прямолинейный, другой криволинейный, имеющий в исходном положении в
продольном сечении форму сегмента. Он образован парой подпружиненных, шар- нирно закрепленных на концах штанги 5 поворотных в вертикальной плоскости рычагов 7. Одно из плеч каждого рычага 7 имеет отогнутые участки 9 и 10 с криволинейными пазами 11 и 12. В пазах 11 и 12 размещен палец 6, закрепленный на штанге 5. b ил.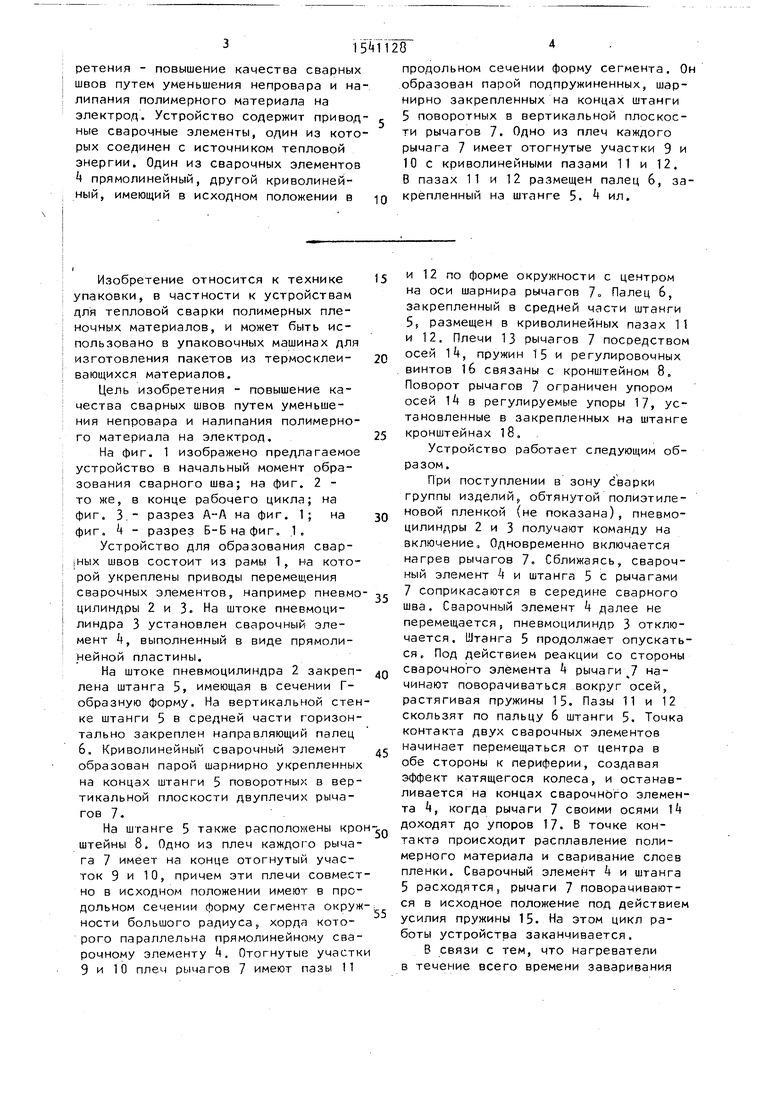
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Устройство для упаковывания в пленку штучных предметов с острой кромкой | 1986 |
|
SU1375508A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| УПАКОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1999 |
|
RU2165382C2 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| Устройство для сварки поперечных швов пакетов из рукавной полимерной пленки | 1982 |
|
SU1143651A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
Изобретение относится к устройствам для тепловой сварки полимерных пленочных материалов и может быть использовано в упаковочных машинах для изготовления пакетов из термосклеивающихся материалов. Цель изобретения - повышение качества сварных швов путем уменьшения непровара и налипания полимерного материала на электрод. Устройство содержит приводные сварочные элементы, один из которых соединен с источником тепловой энергии. Один из сварочных элементов 4 - прямолинейный, другой - криволинейный, имеющий в исходном положении в продольном сечении форму сегмента. Он образован парой подпружиненных, шарнирно закрепленных на концах штанги 5 поворотных в вертикальной плоскости рычагов 7. Одно из плеч каждого рычага 7 имеет отогнутые участки 9 и 10 с криволинейными пазами 11 и 12. В пазах 11 и 12 размещен палец 6, закрепленный на штанге 5. 4 ил.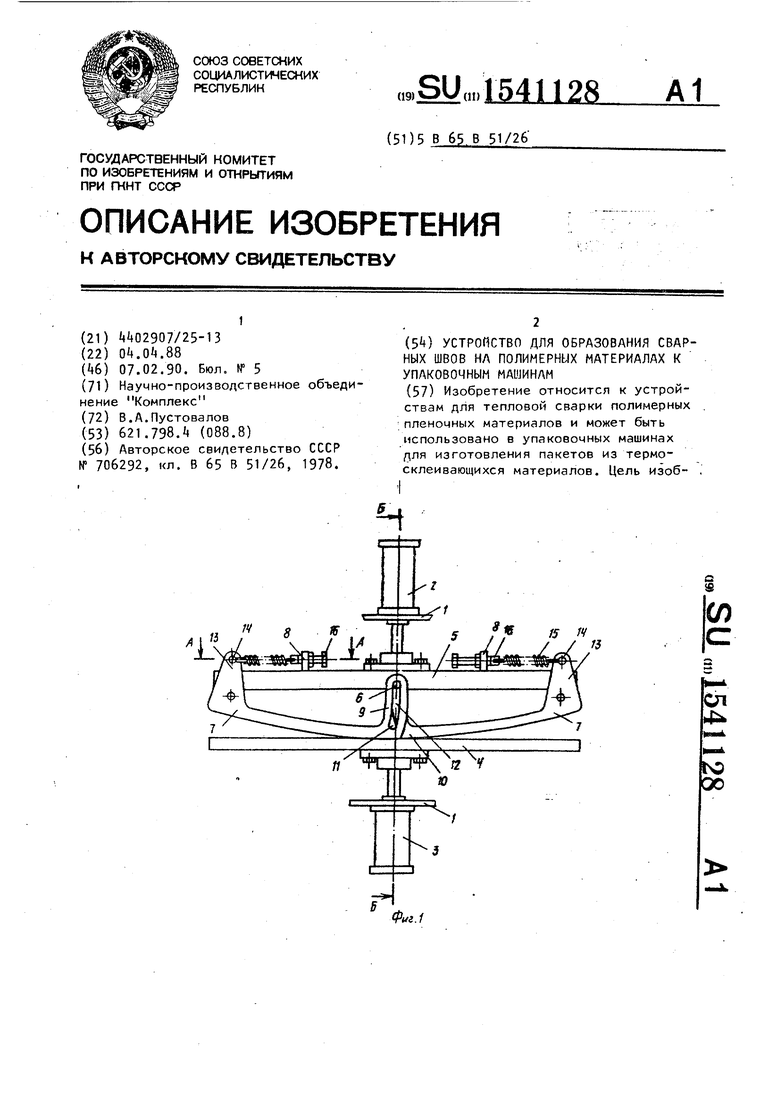
Изобретение относится к технике упаковки, в частности к устройствам для тепловой сварки полимерных пленочных материалов, и может быть использовано в упаковочных машинах для изготовления пакетов из термосклеи- вающихся материалов.
Цель изобретения - повышение качества сварных швов путем уменьшения непровара и налипания полимерного материала на электрод.
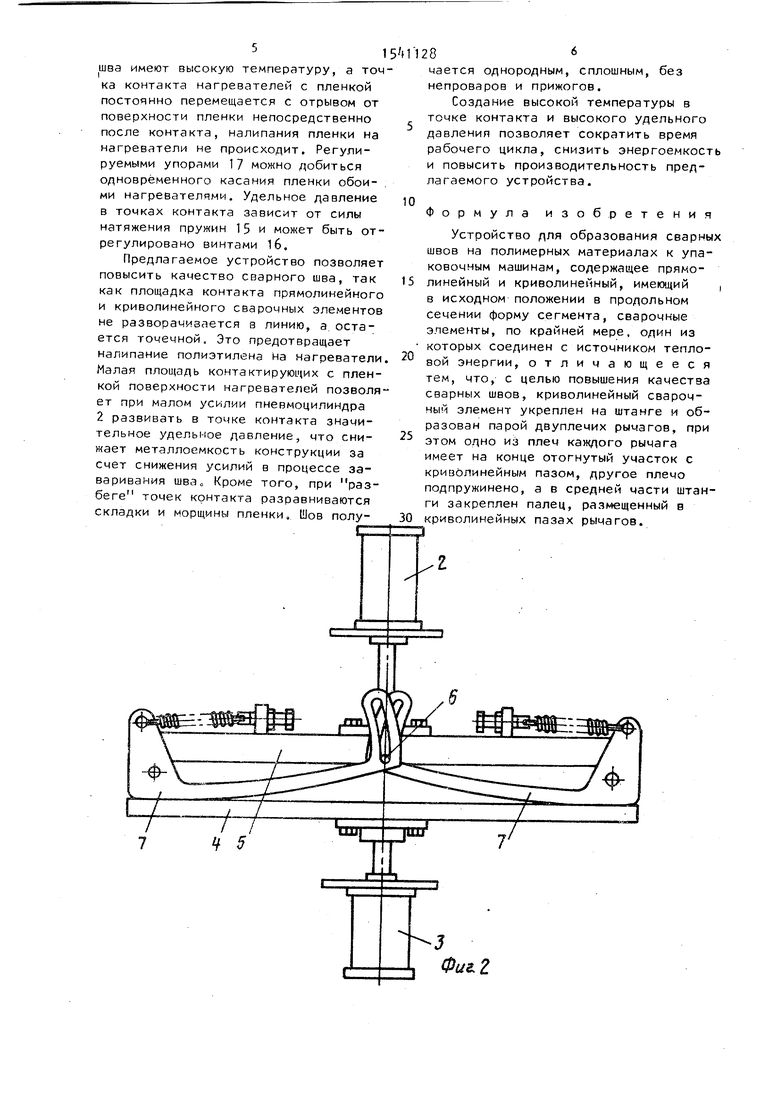
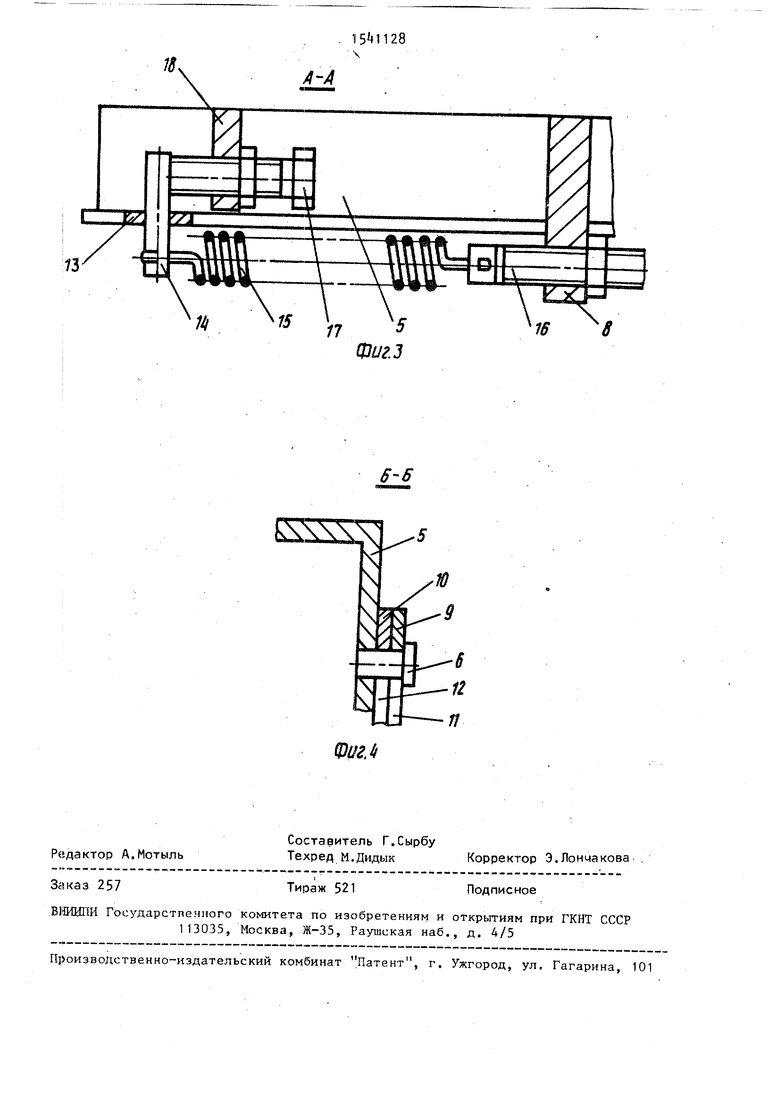
На фиг. 1 изображено предлагаемое устройство в начальный момент образования сварного шва; на фиг. 2 - то же, в конце рабочего цикла; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Бнафиг. 1.
Устройство для образования свар- |Ных швов состоит из рамы 1, на которой укреплены приводы перемещения сварочных элементов, например пневмо цилиндры 2 и 3. На штоке пневмоци- линдра 3 установлен сварочный элемент t, выполненный в виде прямолинейной пластины.
На штоке пневмоцилиндра 2 закреп- лена штанга 5, имеющая в сечении Г- образную форму. На вертикальной стенке штанги 5 в средней части горизонтально закреплен направляющий палец 6. Криволинейный сварочный элемент образован парой шарнирно укрепленных на концах штанги 5 поворотных в вертикальной плоскости двуплечих рычагов 7.
На шганге 5 также расположены кро штейны 8. Одно из плеч каждого рычага 7 имеет на конце отогнутый участок 9 и 10, причем эти плечи совместно в исходном положении имеют в продольном сечении форму сегмента окружности большого радиуса, хорда которого параллельна прямолинейному сварочному элементу k. Отогнутые участк 9 и 10 плеч рычагов 7 имеют пазы И
и 12 по форме окружности с центром на оси шарнира рычагов 7„ Палец 6, закрепленный в средней части штанги 59 размещен в криволинейных пазах 11 и 12. Плечи 13 рычагов 7 посредством осей 1, пружин 15 и регулировочных винтов 16 связаны с кронштейном 8, Поворот рычагов 7 ограничен упором осей 1А в регулируемые упоры 17, установленные в закрепленных на штанге кронштейнах 18,
Устройство работает следующим образом.
При поступлении в зону Кварки группы изделий, обтянутой полиэтиленовой пленкой (не показана), пневмо- цилиндры 2 и 3 получают команду на включение о Одновременно включается нагрев рычагов 7. Сближаясь, сварочный элемент h и штанга 5 с рычагами 7 соприкасаются в середине сварного шва. Сварочный элемент k далее не перемещается, пневмоцилиндр 3 отключается. Штанга 5 продолжает опускаться. Под действием реакции со стороны сварочного элемента рычаги J начинают поворачиваться вокруг осей, растягивая пружины 15. Пазы 11 и 12 скользят по пальцу 6 штанги 5. Точка контакта двух сварочных элементов начинает перемещаться от центра в обе стороны к периферии, создавая эффект катящегося колеса, и останавливается на концах сварочнбго элемента k, когда рычаги 7 своими осями k доходят до упоров 17. В точке контакта происходит расплавление полимерного материала и сваривание слоев пленки. Сварочный элемент k и штанга 5 расходятся, рычаги 7 поворачиваются в исходное положение под действием усилия пружины 15. На этом цикл работы устройства заканчивается.
В связи с тем, что нагреватели в течение всего времени заваривания
51
шва имеют высокую температуру, а точка контакта нагревателей с пленкой постоянно перемещается с отрывом от поверхности пленки непосредственно после контакта, налипания пленки на нагреватели не происходит. Регулируемыми упорами 17 можно добиться одновременного касания пленки обоими нагревателями. Удельное давление в точках контакта зависит от силы натяжения пружин 15 и может быть отрегулировано винтами 16.
Предлагаемое устройство позволяет повысить качество сварного шва, так как площадка контакта прямолинейного и криволинейного сварочных элементов не разворачивается в линию, а остается точечной. Это предотвращает налипание полиэтилена на нагреватели Малая площадь контактирующих с пленкой поверхности нагревателей позволяет при малом усилии пневмоцилиндра 2 развивать в точке контакта значительное удельное давление, что снижает металлоемкость конструкции за счет снижения усилий в процессе заваривания шва о Кроме того, при разбеге точек контакта разравниваются складки и морщины пленки. Шов полу И 286
чается однородным, сплошным, без непроваров и прижогов.
Создание высокой температуры в точке контакта и высокого удельного давления позволяет сократить время рабочего цикла, снизить энергоемкость и повысить производительность предлагаемого устройства.
10 ж
Формула изобретения
Устройство для образования сварных швов на полимерных материалах к упаковочным машинам, содержащее прямо- 15 линейный и криволинейный, имеющий , в исходном положении в продольном сечении форму сегмента, сварочные эпементы, по крайней мере, один из которых соединен с источником тепловой энергии, отличающееся тем, что, с целью повышения качества сварных швов, криволинейный сварочным элемент укреплен на штанге и образован парой двуплечих рычагов, при этом одно из плеч каждого рычага имеет на конце отогнутый участок с криволинейным пазом, другое плечо подпружинено, а в средней части штанги закреплен палец, размещенный в криволинейных пазах рычагов.
20
25
Фиг 2
VI
Редактор А.Мотыль
Составитесь Г.Сырбу Техред М.Дидык
Заказ 257
Тираж 521
ВМИИПИ Государствеиного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг. ti
Корректор Э.Лончакова
Подписное
| Узел для образования сварных швов на полимерных материалах к упаковочным машинам | 1978 |
|
SU706292A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
