Изобретение относится к обработке металлов давлением, в частности к формообразованию зубчатых и шлицевых профилей методом пластического деформирования двумя зубчатыми инструментами за один оборот их синхронного вращения при неизменном осевом расстоянии между ними.
Цель изобретения - расширение технологических возможностей за счет обработки шлицевых поверхностей и их модификации и повышение срока службы.
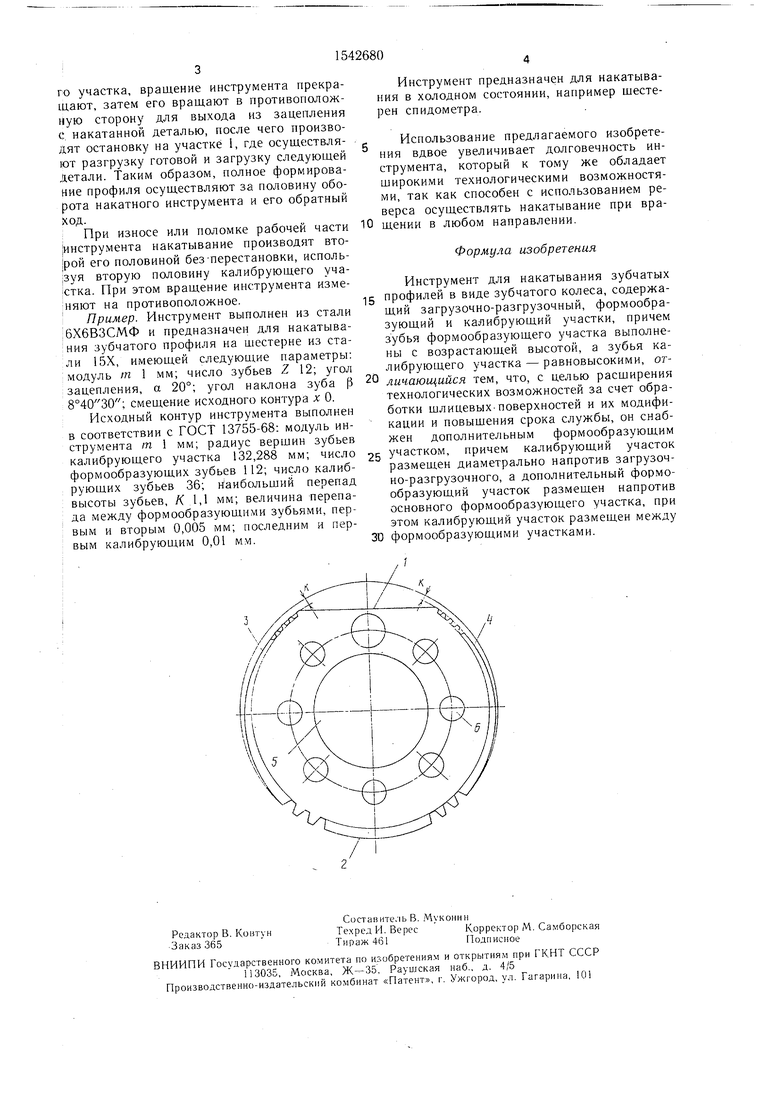
На чертеже показан инструмент, общий вид.
Инструмент выполнен в виде диска со срезанной сегментной частью, плоскость которой служит загрузочно-разгрузочным участком 1. На периферии диска напротив участка 1 расположен калибрующий участок 2. В каждом из промежутков между загрузочно-разгрузочным участком 1 и калибрую- щим 2 выполнены соответственно формообразующие участки 3 и 4 с постепенно возрастающей высотой зубьев. Калибрующий участок имеет равновысокие зубья и
является общим для обоих формообразующих участков 3 и 4. При этом профили зубьев обоих участков симметричны друг другу. С калибрующим участком сопряжены зубья наибольшей высоты формообразующих участков 3 и 4. Наибольший перепад по высоте зубьев каждого из формообразующих участков определяется величиной падения затылка К- У инструмента имеются посадочные 5 и крепежные 6 отверстия.
Инструмент работает следующим образом.
На участке 1 производят загрузку изделия (не показано), затем осуществляют вращение инструмента по или против часовой стрелке. Инструмент вступает в контакт с изделием на участке 3, который по мере вращения инструмента формирует зубья на поверхности изделия, после чего в работу вступает калибрующий участок 2 для окончательной обработки накатанных зубьев. В тот момент, когда накатываемая деталь будет расположена в середине калибрующеСП
Јь го
оэ оо
Инструмент предназначен для накатывания в холодном состоянии, например шестерен спидометра.
го участка, вращение инструмента прекращают, затем его вращают в противоположную сторону для выхода из зацепления С накатанной деталью, после чего производят остановку на участке 1, где осуществляют разгрузку готовой и загрузку следующей детали. Таким образом, полное формирование профиля осуществляют за половину оборота накатного инструмента и его обратный ход..
При износе или поломке рабочей части 10 щении в любом направлении, .инструмента накатывание производят вто- рой его половиной без-перестановки, используя вторую половину калибрующего участка. При этом вращение инструмента изменяют на противоположное.
Пример. Инструмент выполнен из стали 6Х6ВЗСМФ и предназначен для накатывания зубчатого профиля на шестерне из стали 15Х, имеющей следующие параметры: модуль т 1 мм; число зубьев Z 12; угол
Использование предлагаемого изобретения вдвое увеличивает долговечность инструмента, который к тому же обладает широкими технологическими возможностями, так как способен с использованием реверса осуществлять накатывание при враФормула изобретения
Инструмент для накатывания зубчатых 15 профилей в виде зубчатого колеса, содержащий загрузочно-разгрузочный, формообразующий и калибрующий участки, причем зубья формообразующего участка выполнены с возрастающей высотой, а зубья калибрующего участка - равновысокими, отзацепления, а 20°; угол наклона зуба (3 20 лишающийся тем, что, с целью расширения смещение исходного контура х 0.технологических возможностей за счет обраИсходный контур инструмента выполнен ботки шлицевых-поверхностей и их модифи- в соответствии с ГОСТ 13755-68: модуль ин-кации и повышения срока службы, он снабструмента /п 1 мм; радиус вершин зубьев жен дополнительным формообразующим калибрующего участка 132,288 мм; число 25 участком, причем калибрующий участок формообразующих зубьев 112; число калиб- размещен диаметрально напротив загрузочрующих зубьев 36; Наибольший перепад высоты зубьев, К. 1,1 мм; величина перепада между формообразующими зубьями, первым и вторым 0,005 мм; последним и первым калибрующим 0,01 мм.
но-разгрузочного, а дополнительный формообразующий участок размещен напротив основного формообразующего участка, при этом калибрующий участок размещен между 3D формообразующими участками.
Инструмент предназначен для накатывания в холодном состоянии, например шестерен спидометра.
.
.
щении в любом направлении,
Использование предлагаемого изобретения вдвое увеличивает долговечность инструмента, который к тому же обладает широкими технологическими возможностями, так как способен с использованием реверса осуществлять накатывание при враюбом направлении,
Формула изобретения
но-разгрузочного, а дополнительный формообразующий участок размещен напротив основного формообразующего участка, при этом калибрующий участок размещен между формообразующими участками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1996 |
|
RU2095182C1 |
| Инструмент для накатывания на изделии по меньшей мере двух профилей | 1990 |
|
SU1793990A3 |
| Устройство для накатки зубчатых профилей на валах | 1980 |
|
SU956117A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2113310C1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ НА БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ЗАГОТОВКАХ | 2005 |
|
RU2284241C1 |
| Способ накатывания зубчатых, шлицевых и подобных профилей | 1988 |
|
SU1771856A1 |
| Способ поперечной прокатки режущего инструмента и инструмент для его осуществления | 1987 |
|
SU1622068A1 |
| Способ накатывания зубчатых профилей | 1989 |
|
SU1706770A1 |
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
| Способ накатывания зубчатых профилей на кольцевых заготовках и инструмент для его осуществления | 1987 |
|
SU1530314A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при формировании зубчатых и шлицевых профилей методом пластического деформирования. Цель изобретения - расширение технических возможностей и повышение срока службы. На инструменте для накатывания зубчатых профилей на шестернях, выполненном в виде зубчатого колеса с загрузочно-разгрузочным, формообразующим и калибрующим участками, располагают калибрующий участок напротив загрузочно-разгрузочного. В промежутках между ними выполняют симметрично формообразующие участки с возрастающей высотой зубьев. При этом калибрующий участок является для них общим и зубья на нем выполнены равновысокими. Это позволяет обрабатывать шлицевые поверхности, расширить модификацию, а также осуществлять реверс инструмента в любом направлении. 1 ил.
/
| ВАЛОК ДЛЯ ПРОКАТКИ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU190856A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
