Изобретение относится к области термической обработки цилиндрических деталей с нагревом их токами высокой частоты и с вращением на центрах.
Цель изобретения - упрощение конструкции и повышение надежности.
На фиг,1 показано предлагаемое устройство, общий вид; на фиг.2 - разрез Л-А на фиг.1.
Устройство содержит станину 1 с установленными на ней индуктором 2|, спрейером 3, направляющей 4, на которой установлена каретка 5 с центрами 6 для установки на них детали 7 с возможностью вращения и переме- в вертикальной плоскости. На станине 1 установлена тумба 8 с установленными на ней бункером 9 и ци- л|индром 10, который своим штоком 11 связан с валом 12, фланец 13 которо- гЬ жестко соединен с ползуном 14, ус- т&новленным в направляющих 15 с возможностью перемещения в горизонтальной плоскости. На втором конце вала 12 установлен опрокидыватель 16 с воя мЬжностью вращения на валу 12 и перемещения по копиру 17 при помощи цилиндра 10, На опрокидывателе 16 смонтированы призма 18 для укладки на нее детали 7, а также зажим 19, который И нормальном положении прижат к дета- Ли при помощи пружины. Для установки детали в строго вертикальном положении при загрузке ее в центре на пол
:(уне 14 установлен регулируемый упор 20.
Устройство работает следующим Образом.
Деталь 7 из бункера 9 поступает иа призму 18, подается команда на цилиндр 10, который сойм штоком 11 при помощи вала 12 перемещает ползун 14, ,3 вместе с ним опрокидыватель 16 с чзмой 18 и деталью 7. Как только
0 s
5
0
5
деталь начинает движение вперед, зажим 19 сходит с упора 20 и под действием пружины прижимает деталь к призме. Далее ползун, а вместе с ним и опрокидыватель с призмой 18 и деталью 7 движутся вперед и, одновременно перекатываясь по копиру 17, поворачивают деталь в вертикальное положение и подводят ее под разведенные центра 6, затем центра сходятся, опрокидыватель возвращается в исходное положение, включаются индуктор 2, спрейер 3, каретки 5, движутся вниз. Идет процесс термообработки. По окончании этого процесса каретка( возвращается в исходное положение, термооб- работанная деталь снимается с центров, на ее место ставится новая, процесс повторяется.
Формула изобретения
1.Устройство для закалки цилиндрических изделий, содержащее станину с закрепленной на ней колонной, на которой установлена каретка с центрами,
а также индуктор, скрейер, бункер для накопления изделий и приводной механизм кантовки изделий из горизонтального положения в вертикальное, отличающееся тем, что, с целью упрощения конструкции и повышения надежности, механизм кантовки выполнен в виде опрокидывателя, один конец тарнирно соединен с ползуном, установленным с возможностью горизонтального перемещения по направляющим, а другой конец установлен с возможностью перемещения по копиру, при . этом ползун выполнен с упором ограничения поворота,
2,Устройство по п.1, о т л и ч а- ю щ е е с я тем, что оно снабжено . подпружиненным призматическим зажимом изделий.
t
фи&.1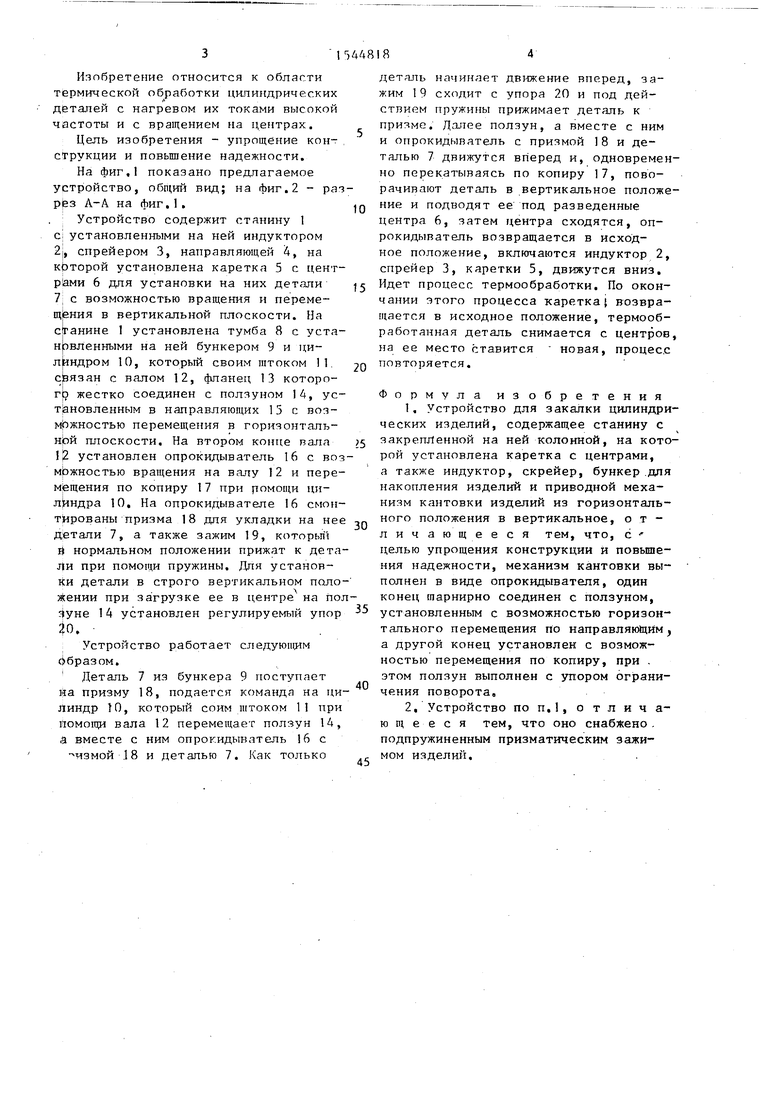
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ С ИНДУКЦИОННЫМ НАГРЕВОМ | 1990 |
|
RU2024624C1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для поверхностной термомеханической обработки изделий сложного профиля | 1988 |
|
SU1602712A1 |
| Устройство для двухсторонней гибки профилей | 1990 |
|
SU1764739A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО | 1991 |
|
RU2014981C1 |
| Станок для закалки деталей с нагревом токами высокой частоты | 1989 |
|
SU1808877A1 |
| Устройство для обработки торцов круглых деталей мебели | 1981 |
|
SU939194A2 |
| Автомат для подрезки торцов | 1982 |
|
SU1076198A1 |
Изобретение относится к термической обработке цилиндрических деталей с нагревом их токами высокой частоты и с вращением на центрах. Цель изобретения - упрощение конструкции и повышение надежности. Деталь 7 из бункера поступает на призму 18, подается команда на цилиндр, который своим штоком при помощи вала 12 перемещает ползун 14, а вместе с ним опрокидыватель 16 с призмой 18 и деталью 7. Зажим 19 под действием пружины прижимает деталь к призме. Далее ползун и опрокидыватель с призмой 18 и деталью 7 движутся вперед и, перекатываясь по копиру 17, поворачивают деталь в вертикальное положение и подводят ее в центра. Центра сходятся, и опрокидыватель возвращается в исходное положение. 1 з.п.ф-лы, 2 ил.
| В П Т Б | 0 |
|
SU397543A1 |
