1
(21)4369717/23-02
(22)25.01.88
(46) 28.02.90. Бюл. № 8
(71)Специальное конструкторское бюро литейных автоматических линий
(72)В.Н.Цюняк, П.А.Федорук, В.П.Григории и П.В.Элькис
((53) 621.744.47(088.8)
456) Заявка Японии № 59-87953,
кл. В 22 С 15/10, 1984.
(54) ВИБРрСТОЛ
(57) Изобретение относится к литейно- }му производству, в частности к оборудованию для изготовления форм и стержней из ХТС. Целью изобретения является упрощение конструкции, повышение надежности и удобства эксплуатации. Перед опусканием рамы в крайнее нижнее положение зазоры 1( Ig и зазор 14 больше зазора 1г. При опускании рамы на ограничители 24 зазоры 1, и IQ становится равными нулю. Регулировкой механизма побиваются оптимального натяга в резиновом амортизаторе, Изобретение позволяет добиться постоянного контакта груза с вибрационной плитой, 2 ил,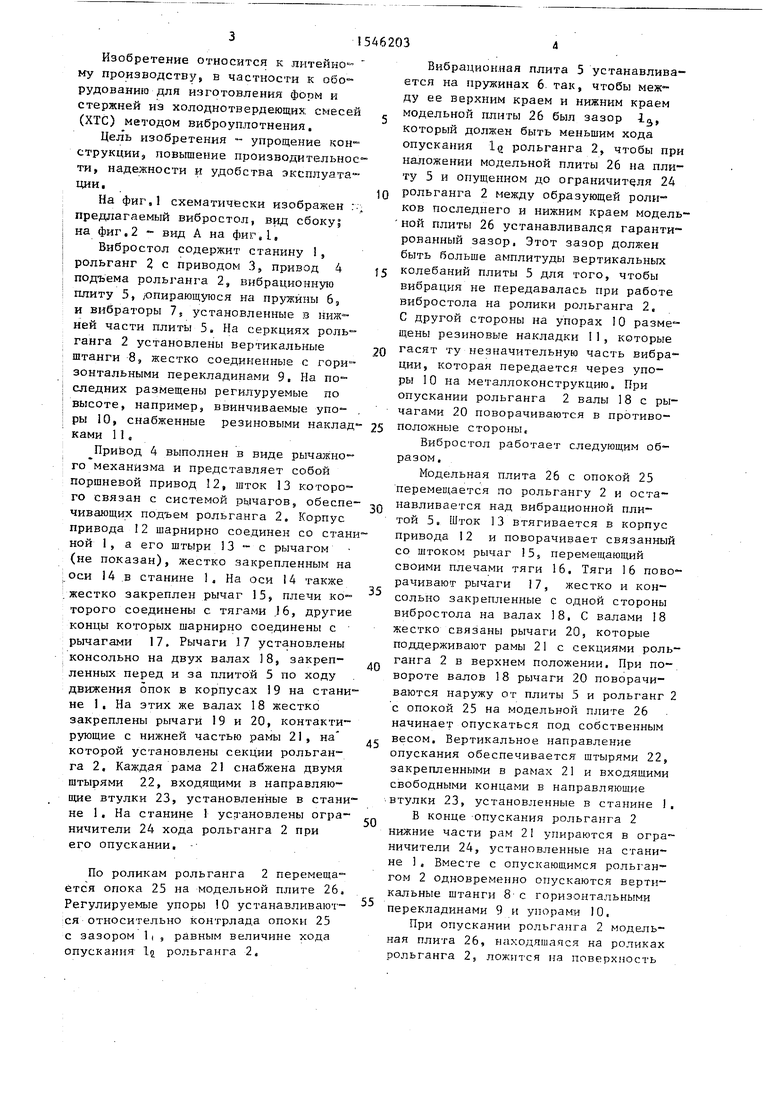
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Устройство для вытяжки и кантовки крупногабаритных форм | 1985 |
|
SU1271633A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Формовочная многопозиционная машина проходного типа | 1958 |
|
SU124072A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Линия изготовления отливок в формах из холоднотвердеющих смесей | 1982 |
|
SU1069947A1 |
| Поворотно-протяжная машина | 1974 |
|
SU519282A1 |
| Устройство для распаровки опок и установки их на позицию формовки | 1983 |
|
SU1080928A1 |
| Пескометная формовочная машина | 1980 |
|
SU982842A1 |
Изобретение относится к литейному производству, в частности к оборудованию для изготовления форм и стержней из ХТС. Целью изобретения является упрощение конструкции, повышение надежности и удобства эксплуатации. Перед опусканием рамы в крайнее нижнее положение зазоры L1=L2 и зазор L1 больше зазора L3. При опускании рамы 1 на ограничители 24 зазоры L1 и L2 становятся равными нулю. Регулировкой механизма добиваются оптимального натяга в резиновом амортизаторе. Изобретение позволяет добиться постоянного контакта груза с вибрационной плитой. 2 ил.
5 7
17
ю о
Си
15 13 V 12 № 22 23 Pusf
31
Изобретение относится к литейно - му производству, в частности к обо рудованига для изготовления форм и стержней из холоднотвердеющих смесей (ХТС) методом виброуплотнения.
Цел ь изобретения - упрощение кон струкции, повышение производительности, надежности и удобства эксплуатации.
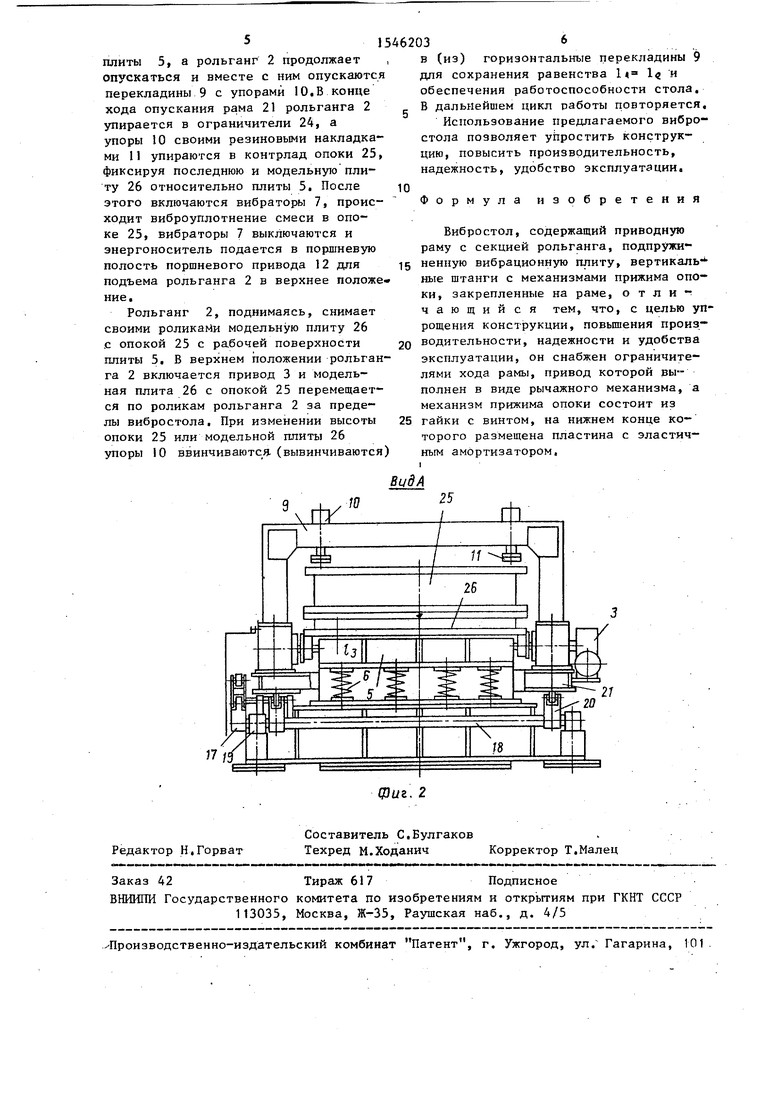
На фиг,1 схематически изображен предлагаемый вибростол, вид сбоку; на фиг.2 - вид А на фиг,L,
Вибростол содержит станину , рольганг 2 с приводом 3, привод 4 подъема рольганга 2, вибрационную плиту 5, /опирающуюся на пружины 69 и вибраторы 7S установленные в нижней части плиты 5. На серкциях рольганга 2 установлены вертикальные штанги 8, жестко соединенные с горизонтальными перекладинами 9. На последних размещены регилуруемые по высоте, например, ввинчиваемые упоры 10, снабженные резиновыми наклад ками 11,
Привод 4 выполнен в виде рычажного механизма и представляет собой поршневой привод 12, шток 13 которого связан с системой рычагов, обеспечивающих подъем рольганга 2, Корпус привода 12 шарнирно соединен со станной 1, а его штыри 13 - с рычагом (не показан), жестко закрепленным на оси 14 в станине 1« На оси 14 также жестко закреплен рычаг 15, плечи которого соединены с тягами 16, другие концы которых шарнирно соединены с рычагами 17. Рычаги 17 установлены консольно на двух валах 18, закрепленных перед и за плитой 5 по ходу движения опок в корпусах 19 на станине 1 . На этих же валах 18 жестко закреплены рычаги 19 и 20, контактирующие с нижней частью рамы 21, на которой установлены секции рольганга 2. Каждая рама 21 снабжена двумя штырями 22, входящими в направляющие втулки 23, установленные в станине 1. На станине 1 установлены ограничители 24 хода рольганга 2 при его опускании.
По роликам рольганга 2 перемещается опока 25 на модельной плите 26. Регулируемые упоры 10 устанавливаются относительно контрлапа опоки 25 с зазором It , равным величине хода опускания lg рольганга 2.
Вибрационная плита 5 устанавливается на пружинах 6 так, чтобы между ее верхним краем и нижним краем
0
5
0
5
0
5
0
5
0
5
модельной плиты 26 был зазор I
°
который должен быть меньшим хода опускания IQ рольганга 2, чтобы при наложении модельной плиты 26 на плиту 5 и опущенном до ограничителя 24 рольганга 2 между образующей роликов последнего и нижним краем модельной плиты 26 устанавливался гарантированный зазор. Этот зазор должен быть больше амплитуды вертикальных колебаний плиты 5 для того, чтобы вибрация не передавалась при работе вибростола на ролики рольганга 2. С другой стороны на упорах 10 размещены резиновые накладки I1, которые гасят ту незначительную часть вибрации, которая передается через упоры 10 на металлоконструкцию. При опускании рольганга 2 валы 18 с рычагами 20 поворачиваются в противоположные стороны,
Вибростол работает следующим образом.
Модельная плита 26 с опокой 25 перемещается по рольгангу 2 и останавливается над вибрационной плитой 5, Шток 13 втягивается в корпус привода 12 и поворачивает связанный со штоком рычаг 155 перемещающий своими плечами тяги 16. Тяги 16 поворачивают рычаги 17, жестко и кон- сольно закрепленные с одной стороны вибростола на валах 18, С валами 18 жестко связаны рычаги 20, которые поддерживают рамы 21 с секциями рольганга 2 в верхнем положении. При повороте валов 18 рычаги 20 поворачиваются наружу от плиты 5 и рольганг 2 с опокой 25 на модельной плите 26 начинает опускаться под собственным весом. Вертикальное направление опускания обеспечивается штырями 22, закрепленными в рамах 21 и входящими свободными концами в направляющие втулки 23, установленные в станине 1.
В конце опускания рольганга 2 нижние части рам 21 упираются в огра ничители 24, установленные на станине 1. Вместе с опускающимся рольгангом 2 одновременно опускаются вертикальные штанги 8 с горизонтальными перекладинами 9 и упорами 10,
При опускании рольганга 2 модельная плита 26, находящаяся на роликах рольганга 2, ложится на поверхность
плиты 5, а рольганг 2 продолжает опускаться и вместе с ним опускаются перекладины 9 с упорами 10,В конце хода опускания рама 21 рольганга 2 упирается в ограничители 24, а упоры 10 своими резиновыми накладками 11 упираются в контрлад опоки 25, фиксируя последнюю и модельную плиту 26 относительно плиты 5. После этого включаются вибраторы 7, происходит виброуплотнение смеси в опоке 25, вибраторы 7 выключаются и энергоноситель подается в поршневую полость поршневого привода 12 для подъема рольганга 2 в верхнее положение.
Рольганг 2, поднимаясь, снимает своими роликами модельную плиту 26 с опокой 25 с рабочей поверхности плиты 5. В верхнем положении рольганга 2 включается привод 3 и модельная плита 26 с опокой 25 перемещается по роликам рольганга 2 за пределы вибростола, При изменении высоты опоки 25 или модельной плиты 26 упоры 10 ввинчиваются- (вывинчиваются)
Редактор Н.Горват
Составитель С.Булгаков
Техред М.Ходанич Корректор Т.Малец
ю 15 62036
в (из) горизонтальные перекладины 9 для сохранения равенства 1« 1$ и обеспечения работоспособности стола. В дальнейшем цикл работы повторяется. Использование предлагаемого внбро- стола позволяет упростить конструкцию, повысить производительность, надежность, удобство эксплуатации.
Формула изобретения
Вибростол, содержащий приводную раму с секцией рольганга, подпружиненную вибрационную плиту вертикаль ные штанги с механизмами прижима опоки, закрепленные на раме, отличающийся тем, что, с целью упрощения конструкции, повышения производительности, надежности и удобства эксплуатации, он снабжен ограничителями хода рамы, привод которой выполнен в виде рычажного механизма, а механизм прижима опоки состоит из гайки с винтом, на нижнем конце которого размещена пластина с эластичным амортизатором.
Фиг. 2
