Изобретение относится к области обработки металлов давлением, может быть использовано в условиях массового производства для гибки труб и прутков в различных отраслях машиностроения, судостроения, стройиндустрии.
Цель изобретения - повышение производительности за счет автоматизации подачи заготовок и удаления изделий.
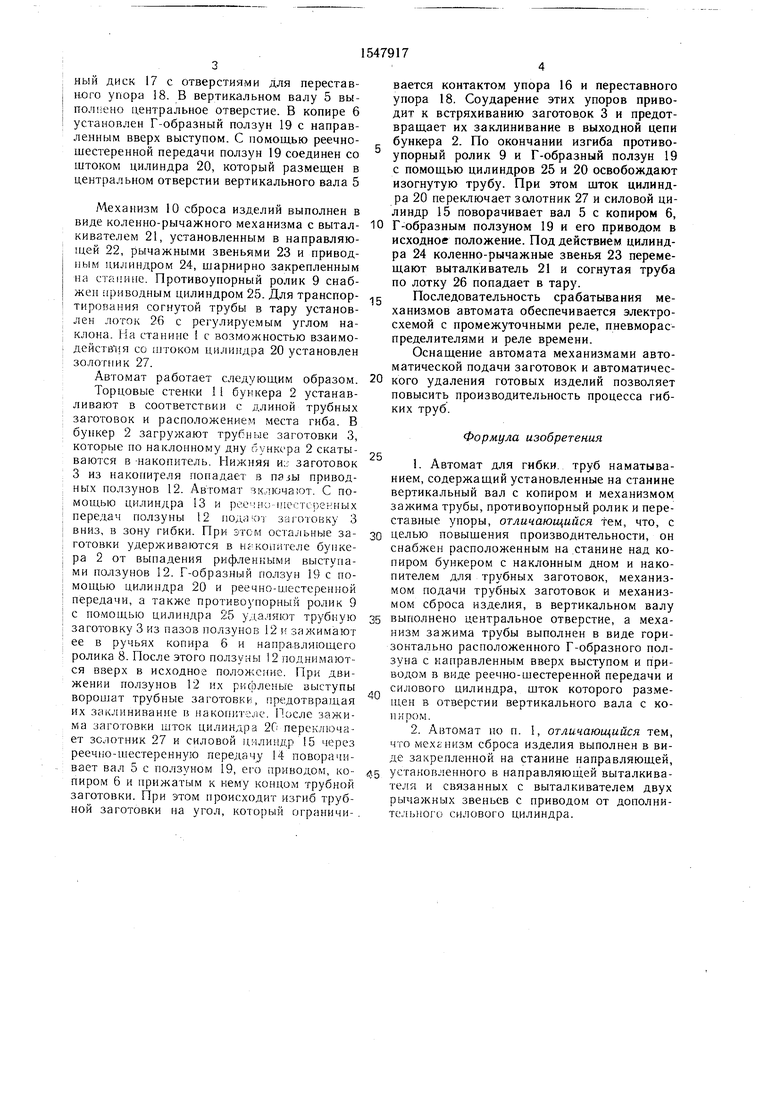
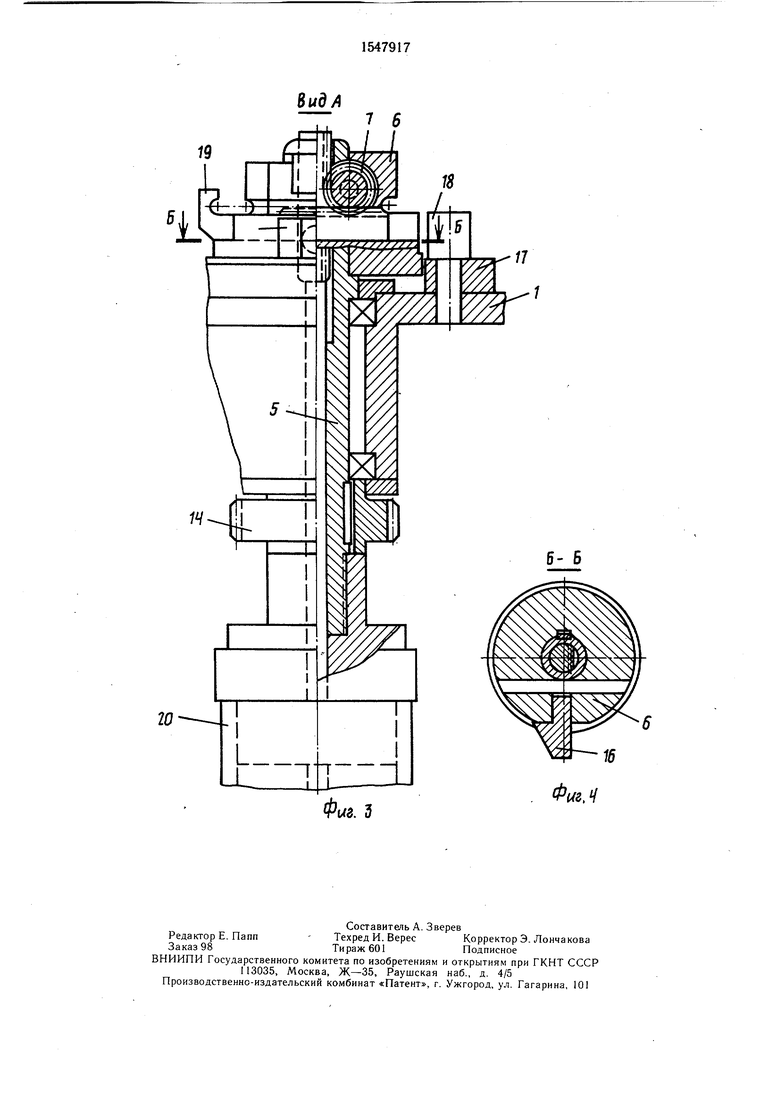
На фиг. 1 изображен автомат, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 2 (вертикальный вал с копиром и механизмами зажима трубы); на фиг. 4 - разрез Б-Б на фиг. 3 (крепление упора на копире).
Автомат для гибки труб содержит станину 1, установленный на ней бункер 2 для трубных заготовок 3 с накюнным дном и накопителем, механизм 4 подачи трубных заготовок, вертикальный вал 5 с копиром 6 и механизмом 7 зажима заготовок, направляющий 8 и противоупорный 9 ролики, а также механизм 10 сброса изделий. Положение торцовых стенок 11 бункера 2 регулируется согласно размерам трубных заготовок 3 и расположению места гиба. Приводные ползуны 12 механизма 4 подачи заготовок через реечно-шестеренные передачи соединены с цилиндром 13. В приводных ползунах 12 выполнены горизонтальные пазы для поштучного размещения заготовок и их подачи из накопителя бункера 2 в зону гибки. На боковой поверхности ползунов 12, контактирующей с заготовками 3, выполнены рифленые выступы. Нижняя площадка накопителя наклонена в сторону пазов ползунов 12. Копир 6 закреплен на вертикальном валу 5, который расположен под бункером 2 и с помощью реечно- шестеренной передачи 14 соединен с силовым цилиндром 15. В копире 6 установлен упор 16. На станине 1 закреплен делительсл
Ј
-v
сс
ный диск 17 с отверстиями для переставного упора 18. В вертикальном валу 5 вы- пол:ено центральное отверстие. В копире 6 установлен Г-образный ползун 19 с направленным вверх выступом. С помощью реечно- шестеренной передачи ползун 19 соединен со штоком цилиндра 20, который размещен в центральном отверстии вертикального вала 5
Механизм 10 сброса изделий выполнен в виде коленно-рычажного механизма с выталкивателем 21, установленным в направляющей 22, рычажными звеньями 23 и приводным цилиндром 24, шарнирно закрепленным на аапине. Противоупорный ролик 9 снабжен :фиводным цилиндром 25. Для транспор- тирорания согнутой трубы в тару установлен лоток 26 с регулируемым углом наклона. Па станине 1 с возможностью взаимодействия со шгоком цилиндра 20 установлен золотник 27.
Автомат работает следующим образом.
Торцовые стенки 11 бункера 2 устанавливают в соответствии с длиной трубных заготовок и расположением места гиба. В бункер 2 загружают трудные заготовки 3, которые по наклонному дну ; нкора 2 скатываются в накопитель Нижняя и. заготовок 3 из накопителя попадает в приводных ползунов 12. Автомат чк ючазот С помощью цилиндра 13 и рее чк п:е и ре; них передач ползуны 12 пода оi злоювк) 3 вниз, в зону гибки. При эгсм остальные заготовки удерживаются в накопителе бункера 2 от выпадения рифленкыми выступами ползунов 12. Г-образный ползун 19 с помощью цилиндра 20 и реечно-шестеренной передачи, а также противоупорный ролик 9 с помощью цилиндра 25 j,ia iHioi трубную заготовку 3 из пазов ползунов 12 ч зажимают ее в ручьях копира 6 и направляющего ролика 8. После этого ползуны 12 поднимаются вверх в исходног положение. При движении ползунов 12 их рифленые аыступы ворошат трубные заготовки, предотвращая их заклинивание в накошп.ме После зажима загоювки ыток цилиндра 2Г переключает золотник 27 и силовой цчлипдр 15 через реечно-шесгеренную передачу 14 поворачивает вал 5 с ползуном 19, его приводом, ко пиром 6 и прижатым к нему концом трубной заготовки. При этом происходит изгиб трубной заготовки на угол, который ограничивается контактом упора 16 и переставного упора 18. Соударение этих упоров приводит к встряхиванию заготовок 3 и предотвращает их заклинивание в выходной цепи бункера 2. По окончании изгиба противоупорный ролик 9 и Г-образный ползун 19 с помощью цилиндров 25 и 20 освобождают изогнутую трубу. При этом шток цилиндра 20 переключает золотник 27 и силовой цилиндр 15 поворачивает вал 5 с копиром 6,
0 Г-образным ползуном 19 и его приводом в исходное положение. Под действием цилиндра 24 коленно-рычажные звенья 23 перемещают выталкиватель 21 и согнутая труба по лотку 26 попадает в тару.
5 Последовательность срабатывания механизмов автомата обеспечивается электросхемой с промежуточными реле, пневморас- пределителями и реле времени.
Оснащение автомата механизмами автоматической подачи заготовок и автоматичес0 кого удаления готовых изделий позволяет повысить производительность процесса гибких труб.
Формула изобретения
1.Автомат для гибки труб наматыванием, содержащий установленные на станине вертикальный вал с копиром и механизмом зажима трубы, противоупорный ролик и переставные упоры, отличающийся тем, что, с
целью повышения производительности, он снабжен расположенным на станине над копиром бункером с наклонным дном и накопителем для трубных заготовок, механизмом подачи трубных заготовок и механизмом сброса изделия, в вертикальном валу
выполнено центральное отверстие, а механизм зажима трубы выполнен в виде горизонтально расположенного Г-образного пол- зуна с направленным вверх выступом и приводом в виде реечно-шестеренной передачи и силового цилиндра, шток которого размещен в отверстии вертикального вала с копиром
2.Автомат но п. 1, отличающийся тем, ч го механизм сброса изделия выполнен в виде закрепленной на станине направляющей,
установленного в направляющей выталкива- е,дя и связанных с выталкивателем двух рычажных звеньев с приводом от дополнительной силового цилиндра.
13
25
26
Фиг.1
11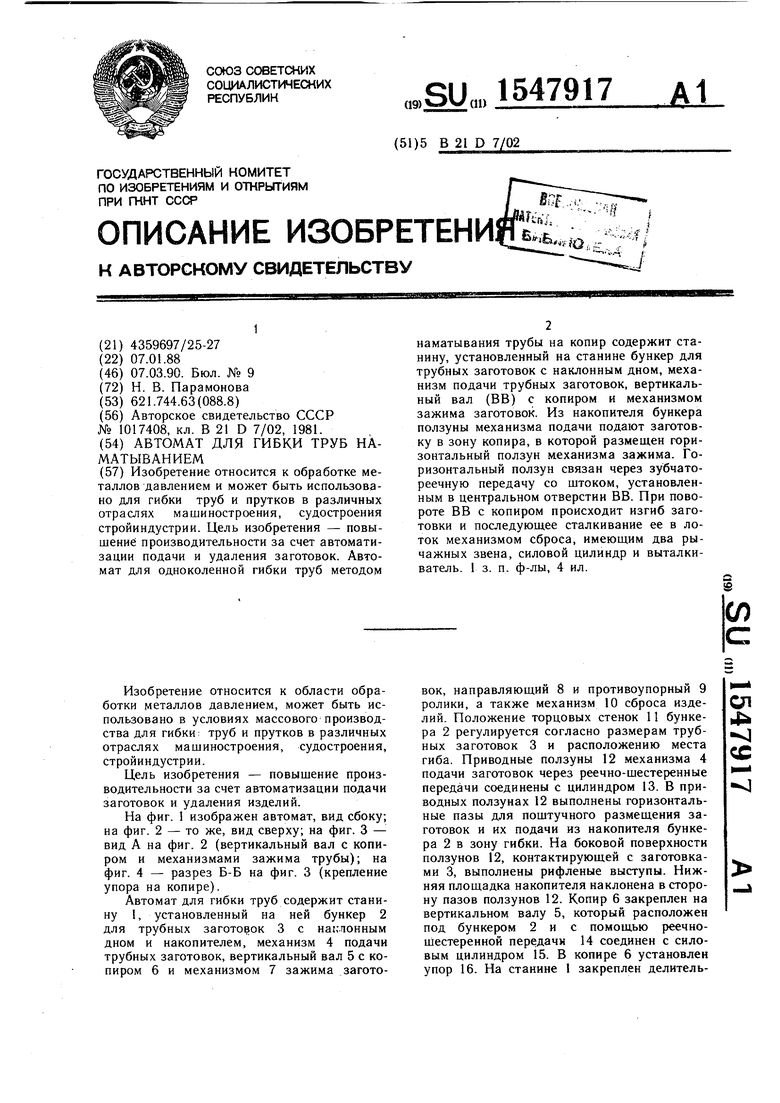
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Пресс-автомат | 1987 |
|
SU1447512A1 |
| Многооперационный ротор | 1986 |
|
SU1391938A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1990 |
|
SU1792002A1 |
| Автомат для двусторонней высадки утолщений на стержневых заготовках | 1983 |
|
SU1174144A1 |
| Автомат для изготовления секций якорей электрических машин | 1971 |
|
SU562043A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для гибки труб и прутков в различных отраслях машиностроения, судостроения, стройиндустрии. Цель изобретения - повышение производительности за счет автоматизации подачи и удаления заготовок. Автомат для одноколенной гибки труб методом наматывания трубы на копир содержит станину, установленный на станине бункер для трубных заготовок с наклонным дном, механизм подачи трубных заготовок, вертикальный вал (ВВ) с копиром и механизмом зажима заготовок. Из накопителя бункера ползуны механизма подачи заготовку в зону копира, в которой размещен горизонтальный ползун механизма зажима. Горизонтальный ползун связан через зубчато реечную передачу со штоком, установленным в центральном отверстии ВВ. При повороте ВВ с копиром происходит изгиб заготовки и последующее сталкивание ее в лоток механизмом сброса, имеющим два рычажных звена, силовой цилиндр и выталкиватель. 1 з.п. ф-лы, 4 ил.
Ф
а 9
Vv&. i.
Вид А
19
Фм. 3
6
18
16
Фиг, Ч
| Машина для многоколенной гибки труб | 1981 |
|
SU1017408A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
