(Л
ел
о
00 СО со
со
315039994
счет того, что при этом матрица и вать изделия с тремя переходами по внутренний пуансон перемещаются вниз, высоте на пресс-блоке с одной подвиж- а наружный пуансон вверх можно прессе- ной промежуточной плитой. 3 и.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для изготовления гофрированных листов | 1987 |
|
SU1447475A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Пресс-форма | 1985 |
|
SU1315133A1 |
| Штамп для пробивки отверстий в трубах | 1981 |
|
SU1085660A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для резки труб на заготовки | 1980 |
|
SU1011341A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
Изобретение относится к порошковой металлургии. Цель - расширение технологических возможностей за счет обеспечения изготовления изделий с тремя переходами по высоте. При прессовании матрица перемещается вниз, также вниз перемещается промежуточная плита, которая садится на подвижные упоры кареток. При удалении пресс-изделия клинья 20 вступают в контакт с ползушками 21, которые контактируют со скосами 23 пуансонодержателя 22 и поднимают его вместе с пуансоном. За счет того, что при этом матрица и внутренний пуансон перемещаются вниз, а наружный пуансон вверх можно прессовать изделия с тремя переходами по высоте на пресс-блоке с одной подвижной промежуточной плитой. 3 ил.
Изобретение относится к порошковой металлургии, в частности к устройствам для прессования порошков.
Цель изобретения - расширение технологических возможностей за счет обеспечения изготовления изделий с тремя переходами по высоте.
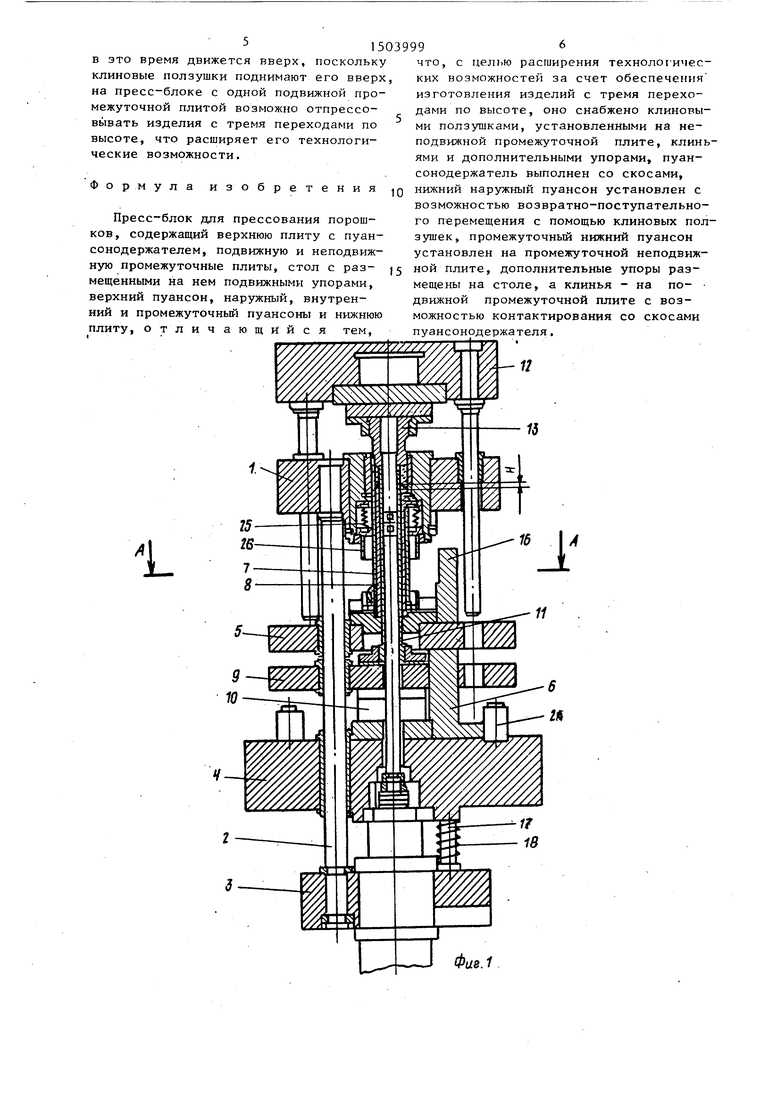
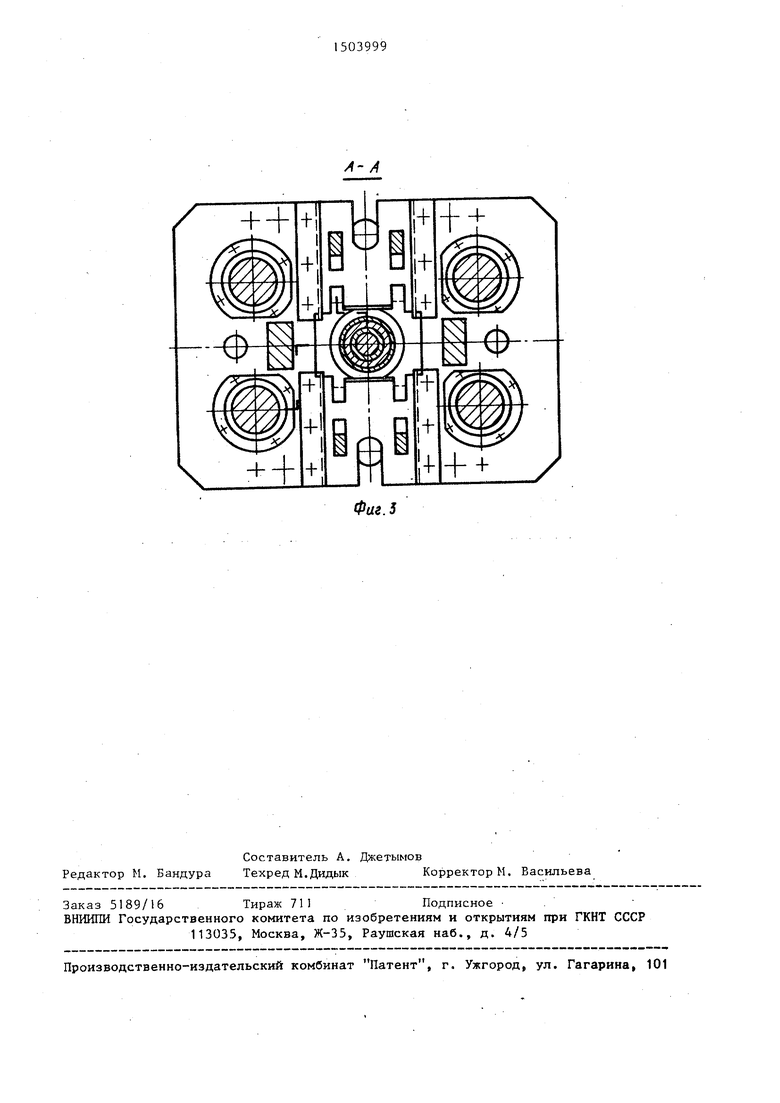
На фиг. 1 представлен пресс-блок с пресс-формой в конце процесса прессования, продольный .разрез; на фиг.2 боковой разрез пресс-блока при удалении из пресс-формы изготовленной детали; на фиг. 3 - сечение А-А на фиг. 1.
Пресс-блок Состоит из подвижной плиты матрицы 1, жестко связанной колонками 2 с нижней плитой 3 стола 4 блока. Неподвижная промежуточная плита 5 через упоры 6 опирается на стол 4, передавая на него нагрузку от нижних пуансонов: наружного 7 и среднего 8, Подвижная промежуточная плита 9 опирается на подвижные упоры 10 и воспринимает усилие от внутреннего нижнего пуансона 11. На верхней плите 12 крепится верхний пуансон 13. Штанга 14 с клиновыми скосами 15, стационарные упоры 16 закреплены на неподвижной промежуточной плите 5. Регулируемые штанги 17 закреплены на подвижной промежуточной плите 9 и под пружинены пружинами 18 дополнительных толкателей 19. Клинья 20 смонтированы на подвижной плите матрицы 1. Клиновые ползушки 21 установлены на промежуточной неподвижной плите 5, на ней же неподвижно установлен средний нижний пуансон 8 и наружный нижний подвижный пуансон 7 в пуансонодержа- тель 22 со скосами 23. Неподвижные упоры 24 установлены на столе 4. Пружины 25 упираются в стаканы 26, которые взаимодействуют с пуансонодержа- телем 22. Подвижные упоры 10 расположены на каретках 27 блока.
Пресс-блок работает следующим образом.
После заполнения порошком загрузрч ной камеры пресс-формы при ходе ползу на пресса вниз верхний пуансон 13 до5
0
5
0
5
0
5
0
5
стигает зеркала матрицы 1 и начинается процесс прессования,
В процессе прессования матрица 1 перемещается вниз, также вниз перемещается промежуточная подвижная плита 9, которая садится на подвижные упоры 10 кареток 27. Продесс прессования заканчивается. Начинается процесс удаления изделия из матрицы. В этот момент нижняя поверхность плиты матрицы 1 касается опорного клинового скоса 15 штанг 14 и дальнейшим перемещением ползуна вниз последние выводят подвижные упоры 10 из-под промежуточной плиты 9. Промежуточная плита 9 с закрепленным на ней внутренним нижним пуансоном 1I под действием собственного веса и дополнительных толкателей 19 Опускается на неподвижные упоры 24 стола пресс-блока, а плита матрицы 1 - на.упоры 16.
В процессе удаления изделия, не доходя до нижнего положения плиты матрицы 1 на величину Н, равную глубине до второго бурта изделия, клинья 20 вступают в контакт с клиновыми ползушками 21, а последние своими клиновыми поверхностями контактируют со скосами 23 пуансонодержателя 22 и поднимают его, вместе с пуансоном 7, выталкивая тем самым на последней ступени удаления изделие со среднего неподвижного пуансона. Когда промежуточная подвижная плита 9 сядет на неподвижные упоры 24 стола, а плита матрицы 1 - на упоры 16,.процесс удаления заканчивается.
Кассетой изделие удаляется в тару. После этого плита матрицы 1 возвращается в исходное положение блоком нижних цилиндров пресса. Промежуточная подвижная плита 9 поднимается вместе с плитой матрицы 1. Ползушки 21 разводятся клиньями 20, пружинами 25 через стакан 26 наружный нижний пуансон 7 опускается вниз. Пресс-блок готов для прессования следующего изделия.
За счет того, что при удалении изделий матрица и внутренний пуансон перемещаются вниз, а наружный пуансон
L
12
Фи8.1
Фаг. 5
| Клячко Л.И | |||
| и др | |||
| Оборудование и оснастка для формования порошковых материалов | |||
| М.: Металлургия, 1986, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Прессующий блок | 1979 |
|
SU846110A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
