Изобретение относится к оборудованию для обработки длинномерных материалов давлением, может использоваться для последовательной штамповки, и является усовершенствованием предлагаемого устройства по авт. св. № 1481086.
Цель изобретения - повышение производительности процесса обработки путем выгрузки деталей и передачи на дальнейшую обработку в ориентированном положении.
батываемый материал к матрице 9. Продолжая движение, пуансон 13 совершает рабочий ход, формирует деталь, вырубает ее из материала и оставляет в матрице 9. Выталкиватель 10 в этот момент находится в отведенном положении (фиг. 3). При подходе к второй ветви материала пол- зушки 17 перемещаются вниз, а все элементы, связанные с ним, занимают исходное положение. После этого в зацепление со звезНа фиг. 1 показано устройство, общий Ю дочкой 7 входит цепь 8 транспортера. В это вид, продольный разрез; на фиг. 2 - то же,время захваты 29 расположены . в торивид сверху; на фиг. 3 - матрица с вытал-зонтальной плоскости. После прохода ветви
кивателем и пуансон с клиновым механиз-материала ролик 26 входит во взаимодейстмом его перемещения.вне с дополнительным кулачком 30 и, преодоУстройство содержит основание 1, закреп- 45 левая сопротивление пружины 25, перемеща- ленный на нем кулачок 2, установленные на ет шток 24 вниз. Связанный со штоком 24 основании 1 вал 3, барабан 4 с зубчатымрычаг 27 поворачивается вокруг оси 28 и
колесом 5, связанным с приводом (не показан) , размещенные на барабане 4 диск 6 и звездочку 7 цепного транспортера с цепью 8. На периферии диска 6 расположены матрицы 9 с размещенными в их рабочих окнах выталкивателями 10, снабженными пружинами 11 и роликами 12. Пуансоны 13 установлены в корпусах 14 и связаны при помощи упругих элементов (пру- 25 нительным кулачоком 30. Шток 24 под деист- жин) 15, штоков 16 с ползушками 17 и ро-вием пружины 25 поворачивает рычаг 27
и захват 29 в горизонтальное положение. После этого цепь 8 транспортера выходит из зацепления со звездочкой 7 и передает деталь на последующую обработку.
20
устанавливает захват 29 соосно матрице 9 (фиг. 1, справа). Ролик 12 входит во взаимодействие с плоским кулачком 23 и, преодолевая сопротивление пружины 11, перемещается в радиальном направлении, и выталкивает детали из матрицы 9 в захват 29, а затем возвращается в исходное положение. Ролик 26 выходит из взаимодействия с дополликов 18 с кулачком 2. Ползушки 17 размещены в продольных пазах барабана 4. В корпусах 14 установлены клинья 19 и 20. Соосно с пуансонами 13 в корпусах 14
расположены прижимы 21 и пружины 22. 30 Цикл работы повторяется. На валу 3 закреплен плоский кулачок 23, служащий для перемещения выталкивателей. На шарнирах цепи 8, охватывающей звездочку 7, установлены штоки 24. Штоки снабжены пружинами 25, несут ролики 26 и связаны шарнирами с рычагами 27. Рычаги 27 35 тельность процесса обработки, установлены с возможностью поворота вокруг осей 28 и несут захваты 29. Последний может быть выполнен в виде гнезда с упругими вставками, постоянного магнита
Устройство обеспечивает ориентированную выгрузку деталей после первого перехода и передачу их на последующую обработку, это позволяет повысить производиРоторные машины, оснащенные описываемым устройством, имеют возможность работать непосредственно на рулонном материася в состоянии поставки.
подпружиненных губок и т. д. Над штока- 40 ле, размещенном вне машины и находящемми 24 в зоне разгрузки неподвижно закреп-
лен дополнительный кулачок 30.
Устройство работает следующим образом.
Формула изобретения
Обрабатываемый материал непрерывно подается в промежуток, образуемый матри- 45 цей 9 и пуансоном 13. Звездочка 7, диск 6, барабан 4 непрерывно вращаются. Корпус 14 в момент прохода под ветвью обрабаты- ваемого материала находится в отведенном нижнем положении (фиг. 1, справа). При
Формула изобретения
1. Устройство для штамповки деталей из длинномерного материала по авт. св. № 1481086, отличающееся тем, что, с целью повышения производительности процесса обработки путем выгрузки деталей и передачи на дальнейшую обработку в ориентированповороте барабана 4 ползушка 17 через 50 ном положении, оно снабжено средствами ролик 18 под действием кулачка 2 переме- удаления деталей из рабочей зоны устройст- щается в осевом направлении. При движении ползушки 17 вверх корпус 14 под действием пружины 15 перемещается в пазу диска 6 до упора. В этот момент ось пуансона 13 совмещается с осью матрицы 9 (фиг. 1, слева). Шток 16 через клинья 19 и 20 передает движение на пуансон 13, а через пружину 22 на прижим 21 и прижимает обра55
ва и перемещения из нее в ориентированном положении, выполненными в виде захватных органов, несущего их цепного транспортера, включающего звездочку, смонтированную на общей оси с ротором, и огибающую ее цепь, дополнительного неподвижно закрепленного кулачка, установленных на цепи и имеющих возможность взабатываемый материал к матрице 9. Продолжая движение, пуансон 13 совершает рабочий ход, формирует деталь, вырубает ее из материала и оставляет в матрице 9. Выталкиватель 10 в этот момент находится в отведенном положении (фиг. 3). При подходе к второй ветви материала пол- зушки 17 перемещаются вниз, а все элементы, связанные с ним, занимают исходное положение. После этого в зацепление со звездочкой 7 входит цепь 8 транспортера. В это время захваты 29 расположены . в торилевая сопротивление пружины 25, перемеща- ет шток 24 вниз. Связанный со штоком 24 рычаг 27 поворачивается вокруг оси 28 и
нительным кулачоком 30. Шток 24 под деист- вием пружины 25 поворачивает рычаг 27
устанавливает захват 29 соосно матрице 9 (фиг. 1, справа). Ролик 12 входит во взаимодействие с плоским кулачком 23 и, преодолевая сопротивление пружины 11, перемещается в радиальном направлении, и выталкивает детали из матрицы 9 в захват 29, а затем возвращается в исходное положение. Ролик 26 выходит из взаимодействия с дополЦикл работы повторяется. тельность процесса обработки,
Устройство обеспечивает ориентированную выгрузку деталей после первого перехода и передачу их на последующую обработку, это позволяет повысить производиЦикл работы повторяется. тельность процесса обработки,
Роторные машины, оснащенные описываемым устройством, имеют возможность работать непосредственно на рулонном материася в состоянии поставки.
ле, размещенном вне маш
Формула изобретения
1. Устройство для штамповки деталей из длинномерного материала по авт. св. № 1481086, отличающееся тем, что, с целью повышения производительности процесса обработки путем выгрузки деталей и передачи на дальнейшую обработку в ориентированном положении, оно снабжено средствами удаления деталей из рабочей зоны устройст-
ном положении, оно снабжено средствами удаления деталей из рабочей зоны устройст-
ва и перемещения из нее в ориентированном положении, выполненными в виде захватных органов, несущего их цепного транспортера, включающего звездочку, смонтированную на общей оси с ротором, и огибающую ее цепь, дополнительного неподвижно закрепленного кулачка, установленных на цепи и имеющих возможность взаимодействия с дополнительным кулачком штоков, рычагов, шарнирно связанных со штоками с возможностью поворота в плоскости, параллельной оси ротора, и захватов, размещенных на рычагах.
2. Устройство по п. 1, отличающееся тем, что штоки установлены с возможностью возвратно-поступательного перемещения в направлении, параллельном оси ретора, и снабжены пружинами.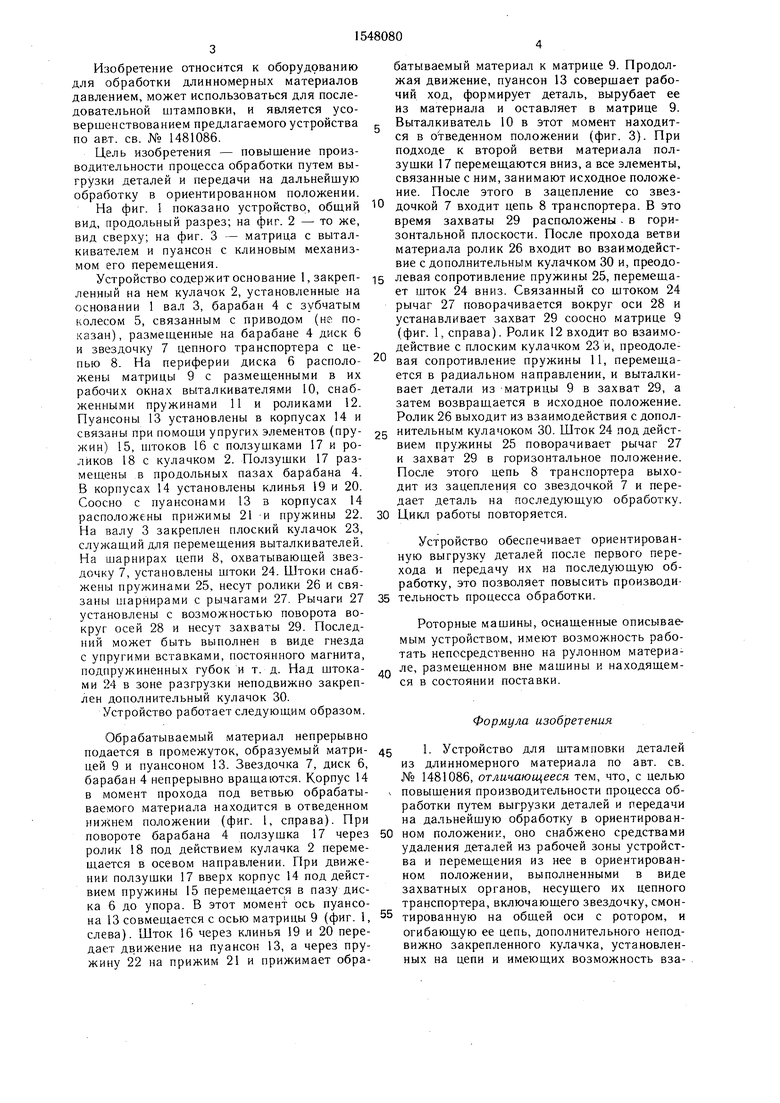
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки деталей из длинномерного материала | 1987 |
|
SU1481086A1 |
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1579790A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |
| Технологический ротор | 1989 |
|
SU1641578A1 |
| Многопоточная рабочая машина непрерывного действия | 1977 |
|
SU732147A1 |
| Устройство для вырубки и установки в собираемый узел детали из тонкополосового материала | 1984 |
|
SU1286322A1 |
| Роторная линия | 1989 |
|
SU1710302A1 |
| Устройство для удаления деталей из зоны обработки | 1987 |
|
SU1503955A1 |

Изобретение относится к оборудованию для обработки длинномерных материалов давлением, может быть использовано для последовательной штамповки. Цель изобретения - повышение производительности процесса обработки путем выгрузки деталей и передачи на дальнейшую обработку в ориентированном положении. Устройство содержит вращающийся барабан 4, матрицы (М) 9 с выталкивателями, пуансоны. На общей оси с барабаном 4 установлена звездочка 7 цепного транспортера. На цепи размещены штоки 24. С ними шарнирно связаны рычаги (Р) 27. На конце Р 27 расположен захват. После обработки деталь поступает в рабочее окно М 9. Ползушки 17 и связанные с ними пуансоны по пазу кулачка 2 опускаются. Цепь входит в зацепление со звездочкой 7. Шток 24 через ролик 26 взаимодействует с дополнительным кулачком 30 и опускается. Р 27 поворачивается и устанавливает захват 29 соосно с М 9. Выталкиватель перемещается в радиальном направлении и удаляет деталь из М 9 в захват 29. Цель выходит из зацепления со звездочкой 7 и передает деталь на последующую обработку. 1 з.п. ф-лы, 3 ил.
8
фиг. 2.
19 гг 13 21
/7
Ю 11
23
Фиг.3
| Устройство для штамповки деталей из длинномерного материала | 1987 |
|
SU1481086A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
