Изобретение относится к инструмен- ту для абразивной обработки ограниченных участков криволинейных поверхностей, имеющих прямолинейную образующую, например цилиндрических поверхностей, и .может быть использовано, например, для зачистки поверхности труб в местах приварки патрубков для последующего выполнения ультразвукового контроля сварного шва в стесненных условиях монтажных площадок.
Цель изобретения - улучшение условий эксплуатации при обработке цилиндрических поверхностей.
На чертеже представлена головка для абразивной обработки криволиней- ных поверхностей, общий вид, продольный разрез.
Головка содержит размещенный в корпусе 1 приводной вал 2, несущий упругий инструмент 3, включающий пластинчатую пружину 4 круглой формы, на которой закреплен абразивный материал 5 с подслоем б из амортизирующего материала, например резины.
Гибкий инструмент 3 с помощью вин- та 7 и шайбы 8 закреплен на переходнике 9, установленном в приводном валу 2 с возможностью осевого перемеще- ния посредством винта )0. Для передачи вращения от приводного вала 2 на . переходник 9 предназначена торцовая шпонка 11, На корпусе 1 диаметрально прртивоположно относительно приводного вала 2 устадовлены не менее чем два подпружиненных регулируемых упора 12, включающих резьбовой корпус 13, пружину 14 и шарик 15.
Головка предназначена для обработки поверхности трубы 16.
Головка работает следующим образом Вначале выполняют настройку гибкого инструмента на форму и размеры об- . рабатываемой трубы 16. Для этого подводят гибкий инструмент 3 к цилиндри
5
c
0
5
ческой поверхности трубы 16 до касания ее абразивным слоем 5 по образующей линии, после чего вращают винт 10, переходник 9 перемещается вдоль оси приводного вала 2, деформируя гибкий инструмент 3, диаметрально противоположные участки которого опираются на регулируемые упоры 12, Как только гибкий инструмент 3 соприкоснется всей своей поверхностью с поверхностью обрабатываемой трубы, настройку заканчивают, т.е. прекращают вращение винта 10. Далее включают привод вращения приводного вала 2 и, прижимая радиальным усилием гибкий инструмент 3 к поверхности трубы 16, выполняют зачистку. При этом в каждый момент времени в контакт с установленными на неподвижном корпусе 1 регулируемыми упорами 12 выступают новые диаметрально расположенные точки вращающейся пластинчатой пружины 4, лежащие на общей окружности, и, таким образом, по пластинчатой пружине 4 за половину ее оборота пробегает продольная волна, т.е. упоры 12, контактируя с вращающейся пластинчатой пружиной, деформируют ее по форме обрабатываемой поверхности. I
Возможна настройка гибкого инструмента 3 на обработку деталей с поверхностью непостоянной кривизны, например аэродинамических профилей, так как упоры 12 за счет перемещения их по резьбе корпуса 1 могут регулироваться ,
При изменении диаметра трубы 16 в незначительных пределах, например за счет снятия в процессе обработки поверхностного слоя обрабатываемой трубы 16, головка самонастраивается .на изменившийся диаметр, так как упоры 12 подпружинены и дополнительное изгибающее пластинчатую пружину уси5J54
лие создается за счет пружин 14 упо- ров 12.
Головка для абразивной обработки проста по конструкции, может быть ис пользована с механизированным ручным инструментом.
Гибкий инструмент 3 является быст- росъемным и, кроме того, абразивный материал 5 в случае засаливания
легко заменяется.
Особенно целесообразно использование предлагаемой головки в условиях стесненности и труднодоступности указанных участков обработки, например 5 при выполнении ремонтных работ в условиях монтажных площадок, так как инструмент малогабаритен и нуждается для подхода к обрабатываемому участ- I
в свободном пространстве только стороны зачищаемого участка.
Формула изобретения Головка для абразивной обработки,
содержащая размещенный в корпусе приводной вал, несущий упругий пластинчатый инструмент, установленный с возможностью взаимодействия по меньшей мере с двумя регулируемыми подпружиненными упорами, отличающаяся тем, что, с целью улучшения условий эксплуатации, при зачистке цилиндрических поверхностей, регулируемые упоры размещены на корпус диаметрально противоположно оси приводного вала, связанного с корпусом посредством введенного в головку подшипника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельная шлифовальная головка | 1984 |
|
SU1194651A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| ВЫБИВНАЯ РЕШЕТКА ДЛЯ ОТЛИВОК | 1991 |
|
RU2015841C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ДЕТАЛЕЙ ТИПА ТРУБ | 1998 |
|
RU2128570C1 |
| Устройство для обработки труб под сварку | 1988 |
|
SU1556828A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ДЕТАЛЕЙ ТИПА ТРУБ | 1995 |
|
RU2095223C1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| Устройство для зачистки плоских поверхностей | 1980 |
|
SU931394A1 |
Изобретение относится к инструменту для абразивной обработки ограниченных участков криволинейных поверхностей, имеющих прямолинейную образующую, например цилиндрических, и позволяет улучшить условия эксплуатации при обработке цилиндрических поверхностей. Головка содержит размещенный в неподвижном корпусе 1 приводной вал 2, несущий упругий инструмент 3, выполненный в виде пластинчатой пружины 4 с закрепленным на ней абразивным материалом 5. При этом пластинчатая пружина 4 контактирует с регулируемыми подпружиненными упорами, установленными на неподвижном корпусе 1 диаметрально противоположно относительно оси приводного вала 2 и определяющими за счет этого контакта кривизну пластинчатой пружины 4 в полном соответствии с кривизной обрабатываемого участка криволинейной поверхности. 1 ил.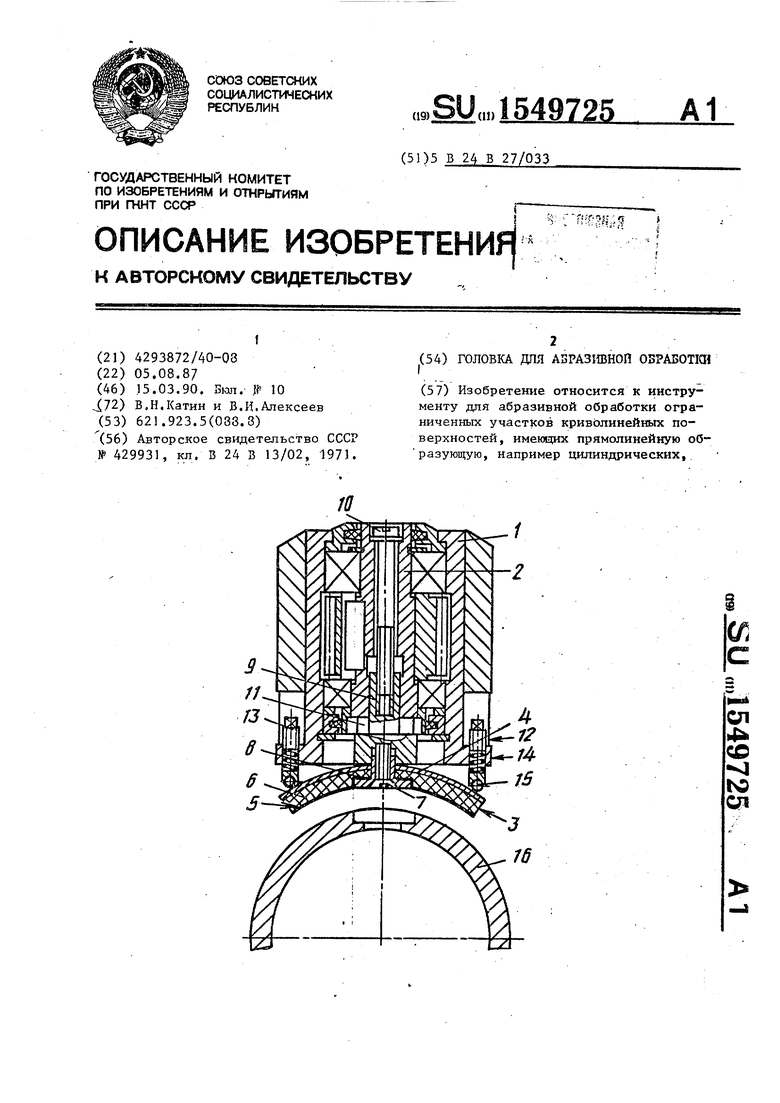
| ПРУЖИННО-КАБЛУЧНЫЙ ИНСТРУМЕНТ | 1971 |
|
SU429931A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
