равномерных характеристик - заданной 30 термической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1978 |
|
SU782897A1 |
| Прокатный валок | 1979 |
|
SU831243A1 |
| Составной прокатный валок для нереверсивной прокатки | 1980 |
|
SU1085649A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1996 |
|
RU2100110C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ОПОРНОГО ВАЛКА ПРОКАТНОГО СТАНА | 2002 |
|
RU2218218C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1991 |
|
RU2044582C1 |
| БАНДАЖИРОВАННЫЙ ПРОКАТНЫЙ ВАЛОК | 2004 |
|
RU2254184C1 |
| СОСТАВНОЙ ВАЛОК | 2000 |
|
RU2210445C2 |
| Способ изготовления опорного валка прокатного стана | 1980 |
|
SU929255A1 |
| СОВМЕЩЕННЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2353465C2 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении опорных бандажированных крупногабаритных валков. Цель изобретения - повышение надежности и долговечности. Бандаж изготавливают с увеличенным припуском по обоим торцам на величину L=/0,2-0,3/Rб /бандажа/
после термообработки участки L по торцам, с которых шел наиболее интенсивный теплоотвод, удаляют, после чего производят бандажирование - нагрев и соединение бандажа с осью. Вследствие того, что свободные торцы бандажа с увеличенным уровнем остаточных напряжений, повышенной твердостью и низкой вязкостью удалены, получают более надежное соединение бандажа с осью, и повышение стойкости. Расход удаляемого металла по концевым частям оправдан увеличением эксплуатационных технологических операций без изменения. 4 ил.
1,2
immiiiTmmrirm
Фиг. 2
/,2«
ост.
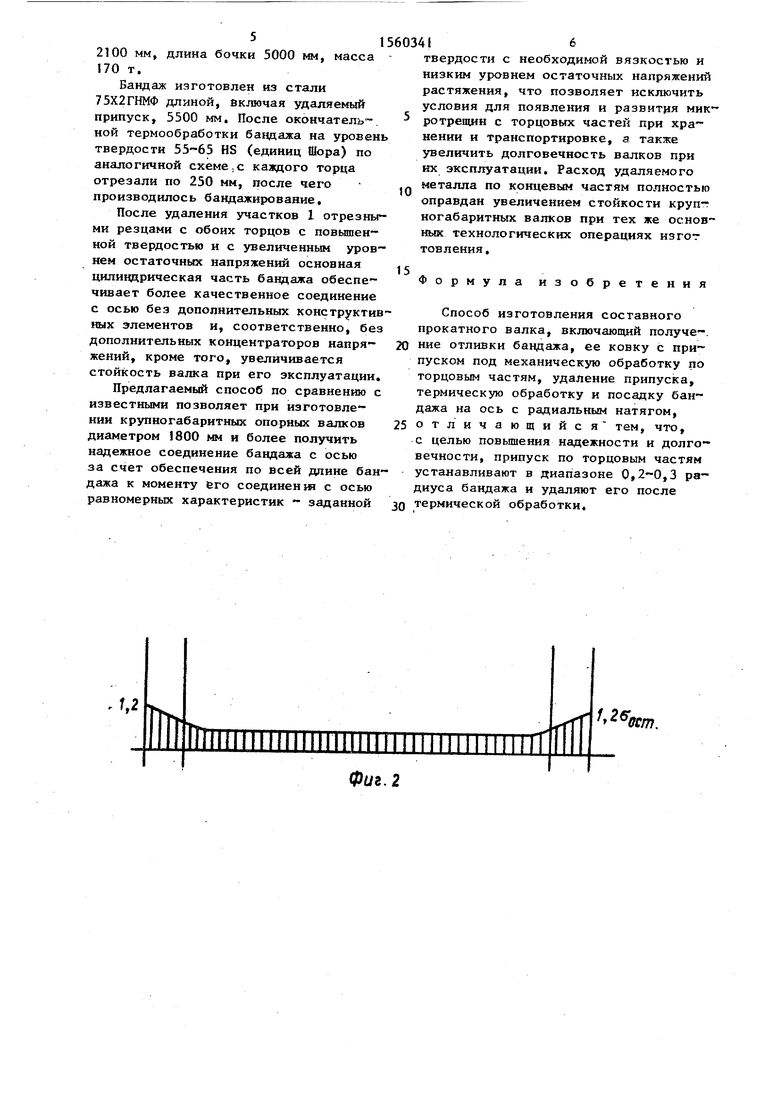
W
Зона полного затухания возмущающего Влияния торцйо
| Полухин В.П | |||
| и др | |||
| Составной рабочий инструмент прокатных станов | |||
| М,: Металлургия, 1977, с.82 | |||
| Целиков А.И | |||
| и др | |||
| Прокатные станы | |||
| М.: Металлургиздат, 1958, с.68-70. |
