i
(21)3825020/25-12
(22)21.12..84
(46) 30Р04В90Р Бюл № 16 (7J) Белорусский политехнический институт
(72) А.В.Степаненко, В.Г.Войтов и Л.С.Безверхий (53) 621.788,8 (088.8) (56) Авторское свидетельство СССР № 1058658, кл. В 21 С 1/00, 1983. (54)(57) УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОВОЛОКИ, содержащее расположенные по- .ходу перемещения проволоки средства для смотки-намотки проволоки и деформирующий инструмент, состоящий из двух размещенных на оси приводных цилиндрических секторов с обращенными одна к другой рабочими поверхностями, установленных с регулируемым зазором по отношению один к другому и с возможностью колебательного движения относительно оси, проходящей через ось протягивания проволоки и перпендикулярно ей, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения правки микропроволоки без изменения ее диаметра, деформирующий инструмент снабжен средством для регулирования угла поворота цилиндрических секторов, а на рабочей поверхности каждого из секторов выполнен криволинейный паз, средний радиус которого равен среднему радиусу рабочей поверхности сектора
(/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки проволоки и устройство для его осуществления | 1984 |
|
SU1563820A1 |
| Устройство для правки проволоки | 1984 |
|
SU1563819A1 |
| Способ послойной намотки микропроволоки п.ф.соболева | 1973 |
|
SU505043A1 |
| Устройство для волочения микропроволоки | 1980 |
|
SU1058663A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2010 |
|
RU2446027C2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИИ ПРОВОЛОКИ ИЗ СТАЛИ, ЛИНИЯ И СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ПРОВОЛОКИ ИЗ СТАЛИ | 2013 |
|
RU2549798C2 |
| Способ изготовления проволоки и устройство для его осуществления | 1986 |
|
SU1650303A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПРОКАТА | 1992 |
|
RU2021065C1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1988 |
|
SU1602598A1 |
| Устройство для прокатки | 1983 |
|
SU1132406A1 |
Устройство для правки проволоки, содержащее расположенные по ходу перемещения проволоки средства для смотки-намотки проволоки и деформирующий инструмент, состоящий из двух размещенных на оси приводных цилиндрических секторов с обращенными одна к другой рабочими поверхностями, установленных с регулируемым зазором по отношению один к другому и с возможностью колебательного движения относительно оси, проходящей через ось протягивания проволоки и перпендикулярно ей, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения правки микропроволоки без изменения ее диаметра, деформирующий инструмент снабжен средством для регулирования угла поворота цилиндрических секторов, а на рабочей поверхности каждого из секторов выполнен криволинейный паз, средний радиус которого равен среднему радиусу рабочей поверхности сектора.
Изобретение относится к обработке металлов давлением и может быть использовано для правки микропроволоки из различных материалов (металлов), и сплавов.
Цель изобретения - расширение технологических возможностей устройства путем обеспечения правки микропроволоки без изменения ее диаметра.
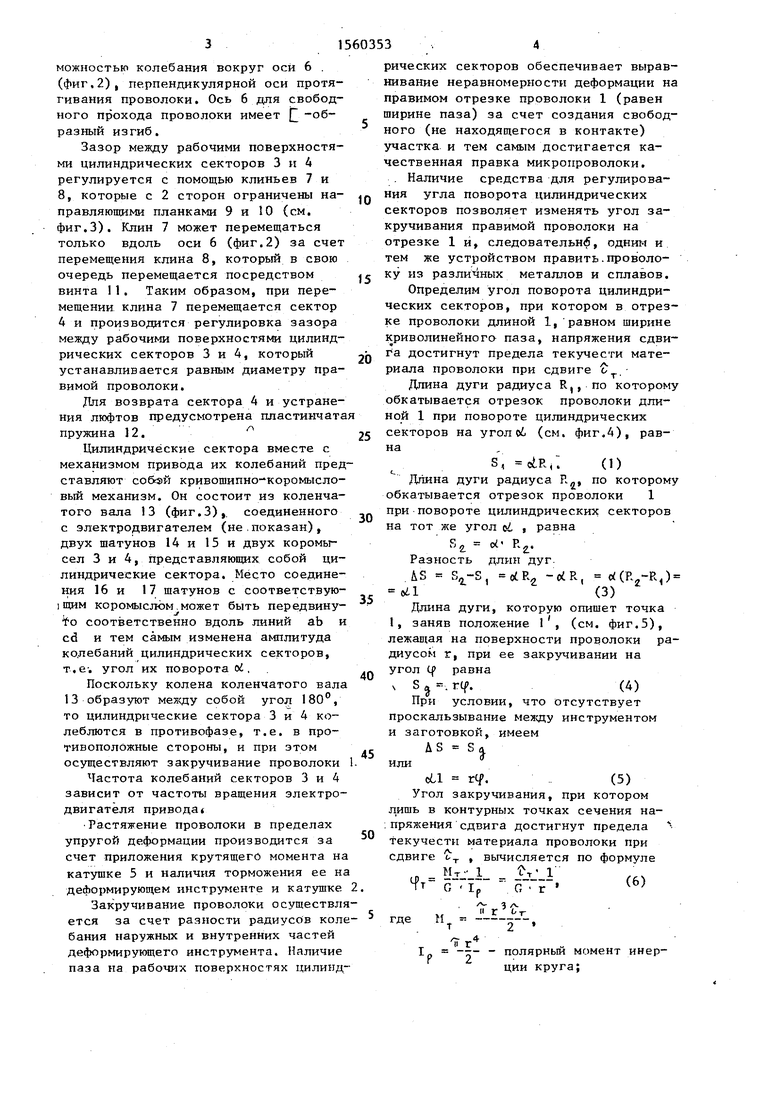
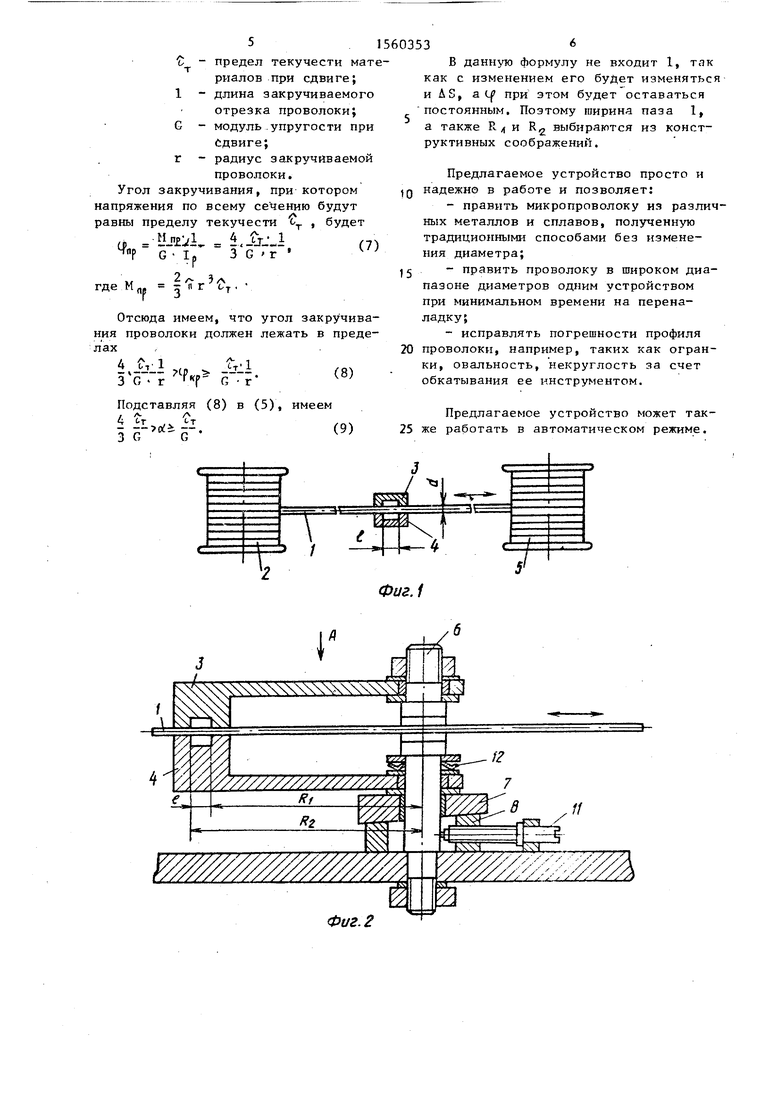
На Лиг.1 изображена общая схема устройства; на фиг.2 - схема узла деформирующего инструмента; на фиг.З - вид А на фиг,2, узел деформирующего инструмента; на фиг.4 - схема движения цилиндрических секторов; на фиг.5 - схема закручивания проволоки.
Устройство для правки проволоки содержит последовательно рясположенные по ходу перемещения проволоки 1 (фиг.1) средство 2 смотки проволоки (т.е. катушка 2), деформирующий инструмент, состоящий из двух частей 3 и 4, выполненных в виде цилиндрических секторов, и средство 5 намотки проволоки (т.е. катушка 5).
Данное устройство может обеспечивать правку проволоки в двух направлениях, т.е. независимо от того, какой частью (выпуклой или вогнутой) расположен деформирующий инструмент к направлению протягивания проволоки. Поэтому средство смотки 2 проволоки может выполнять функции средства намотки 5 и наоборот.
Каждая часть деформирующего инструмента, выполненная в виде цилиндрических секторов, установлена с возСП
СО СП
со
можностью колебания вокруг оси 6 (фиг,2), перпендикулярной оси протягивания проволоки. Ось 6 для свободного прохода проволоки имеет Ј -образный изгиб.
Зазор между рабочими поверхностями цилиндрических секторов 3 и 4 регулируется с помощью клиньев 7 и 8, которые с 2 сторон ограничены на- правляющими планками 9 и 10 (см. фиг.З). Клин 7 может перемещаться только вдоль оси 6 (фиг.2) за счет перемещения клина 8, который в свою очередь перемещается посредством
винта 11. Таким образом, при перемещении клина 7 перемещается сектор 4 и производится регулировка зазора между рабочими поверхностями цилиндрических секторов 3 и 4, который устанавливается равным диаметру правимой проволоки.
Для возврата сектора 4 и устранения люфтов предусмотрена пластинчата пружина 12.л
Цилиндрические сектора вместе с механизмом привода их колебаний представляют собэй кривошипно- коромысло- вый механизм. Он состоит из коленчатого вала 13 (фиг.З), соединенного с электродвигателем (не показан), двух шатунов 14 и 15 и двух коромысел 3 и 4, представляющих собой цилиндрические сектора. Место соединения 16 и 17 шатунов с соответствую- 1щим коромыслом может быть передвинуто соответственно вдоль линий ab и cd и тем самым изменена амплитуда колебаний цилиндрических секторов, т,е-, угол их поворота oi,
Поскольку колена коленчатого вала 13 образуют между собой угол 180°, то цилиндрические сектора 3 и 4 колеблются в противофазе, т.е. в противоположные стороны, и при этом осуществляют закручивание проволоки
Частота колебаний секторов 3 и 4 зависит от частоты вращения электродвигателя привода
Растяжение проволоки в пределах упругой деформации производится за счет приложения крутящего момента на катушке 5 и наличия торможения ее на деформирующем инструменте и катушке Закручивание проволоки осуществляется за счет разности радиусов колебания наружных и внутренних частей деформирующего инструмента. Наличие паза на рабочих поверхностях цилинд
j
Q
5
0
5
рических секторов обеспечивает выравнивание неравномерности деформации на правимом отрезке проволоки 1 (равен ширине паза) за счет создания свободного (не находящегося в контакте) участка и тем самым достигается качественная правка микропроволоки.
Наличие средства для регулирования угла поворота цилиндрических секторов позволяет изменять угол закручивания правимой проволоки на отрезке 1 и, следовательнб, одним и тем же устройством править.проволоку из различных металлов и сплавов.
Определим угол поворота цилиндрических секторов, при котором в отрезке проволоки длиной 1, равном ширине криволинейного паза, напряжения сдвига достигнут предела текучести материала проволоки при сдвиге Јг
Длина дуги радиуса R,, по которому обкатывается отрезок проволоки длиной 1 при повороте цилиндрических секторов на угол об (см. фиг.4), равна
S, ciR,; (1)
Длина дуги радиуса Р.., по которому обкатывается отрезок проволоки 1 при повороте цилиндрических секторов на тот же угол ci , равна
Sa oi- Rr
Разность длин дуг
iS - , ЫЕг -ctR, ct(R2-R4) -eil(3)
Длина дуги, которую опишет точка 1, заняв положение l , (см. фиг.5), лежащая на поверхности проволоки радиусом г, при ее закручивании на угол (f равна ч S з «. г(р.(4)
При условии, что отсутствует проскальзывание между инструментом и заготовкой, имеем
AS « Sa или
(LI r(f.(5)
Угол закручивания, при котором лишь в контурных точках сечения напряжения сдвига достигнут предела текучести материала проволоки при сдвиге Јт , вычисляется по формуле
,„ JV 1,м
ЧЧ г. , т г I(Ь)
с I.
где MT Gi
- 1 /v
II Г О г
I --- - полярный момент инерции круга;
5
Ј - предел текучести мате
риалов при сдвиге; 1 - длина закручиваемого
отрезка проволоки; С - модуль упругости при
сдвиге; г - радиус закручиваемой
проволоки.
Угол закручивания, при котором апряжения по всему сечению будут авны пределу текучести Јт , будет
,
j
%
Т G- I
P
3 G r
5,
гдеМпр ,
Отсюда имеем, что угол закручивания проволоки должен лежать в пределах
/ATА- 1
№ v & 8)
Подставляя (8) в (5), имеем
шшшшш
Фиг. 2
603536
В данную формулу не входит 1, так как с изменением его будет изменяться и AS, a Cf при этом будет оставаться постоянным. Поэтому ширина паза 1, а также R4 и R2 выбираются из конструктивных соображений.
Предлагаемое устройство просто и JQ надежно в работе и позволяет:
-править микропроволоку из различных металлов и сплавов, полученную традиционными способами без изменения диаметра;
15 править проволоку в широком диапазоне диаметров одним устройством при минимальном времени на переналадку;
-исправлять погрешности профиля 20 проволоки, например, таких как огранки, овальность, некруглость за счет обкатывания ее инструментом.
Фиг.1
Фиг.З
Фиг А
Составитель Ю.Сухов /
Редактор А.Долинич Техред М.Ходанич Корректор Л.Патай
Заказ 942
Тираж 443
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
7
-гН.
ЫУ
II
7 Ю
Ъ
Фиг. 5
Подписное
