Изобретение относится к порошковой металлургии, в частности к способам изготовления конических воронок из трубчатой заготовки..
Целью изобретения является расширение технологических возможностей за счет использования пористой спеченной заготовки.
Способ изготовления конических воронок из металлических порошков заключается в следующем.
Холодным прессованием из металлического порошка формуют трубчатую пористую заготовку с наружным диаметром, равным большему наружному диаметру воронки, и с диаметром отверстия d, соответствующим условию.
dH d dH + 0,5(dB - dH), где dH и dB - меньший и больший диаметры конического отверстия воронки.
Затем пористую заготовку спекают и подвергают штамповке проталкиванием пуансоном в коническую полость матрицы из верхней цилиндрической обоймы, диаметр отверстия которой равен наружному диаметру заготовки.
По второму варианту способа изготовления конических воронок перед проталкиванием пористую спеченную заготовку нагревают для увеличения пластичности порошкового материала заготовки и снижения усилия штамповки.
На чертеже показаны начало (слева) и окончание (справа) штамповки.
Пример. Для изготовления конической воронки с размерами DB 150 мм, DH 114 мм, do 120 мм, йн 100мми Нп 140 мм прессовали из порошка ПЖВЧ трубчатую заготовку с размерами D 150 мм, d 108 мм и Но - 70 мм на гидравлическом прессе ДБ 1538Б усилием 6,3 НМ. Затем заготовки спекали в течение 1 ч при температуре 1150°С в печи СТН 1.10.08/15-М2.
Спеченные заготовки имели плотность 6,0-6,2 т/м3.
Перед горячей штамповкой заготовки покрывали защитно-смазочной графитовой смесью и сушили при 200°С, а затем нагревали в электропечи до температуры 1000- 1100°С в течение 900 с.
Горячую штамповку конических воронок проталкиванием осуществляли на кри- вошипном прессе К18020 усилием 8 МН. В результате получали конические воронки с требуемыми размерами по 13 квалитету точности и плотностью 7,8-7,82 т/м3.
Предлагаемый способ позволяет рас- ширить технологические возможности изготовления конических воронок за счет использования пористых спеченных загот- вок и менее мощного оборудования для штамповки. Формула изобретения
1.Способ изготовления конических воронок из трубчатой заготовки, включающий штамповку проталкиванием заготовки коническим пуансоном в коническую матрицу
с калибровкой торцов воронки цилиндрической частью пуансона и выталкивателем, отличающийся тем, что, с целью расширения технологических возможностей за счет использования пористой спеченной заготовки, заготовку выполняют с наружным диаметром, равным большему наружному диаметру воронки, и с диаметром отверстия d, соответствующим условию dH d dH + 0,55 (d,, - dH).
где dH и dB - меньший и больший диаметры конического отверстия воронки соответственно,
а проталкивание заготовки в коническую матрицу осуществляют из цилиндрической
обоймы, диаметр отверстия которой равен наружному диаметру заготовки.
2.Способ по п. 1, о т л. и ч а ю щ и и с я тем, что перед проталкиванием заготовку нагревают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления конических втулок из железного порошка | 1987 |
|
SU1560410A1 |
| Способ изготовления комбинированных двухслойных изделий трубчатой формы | 1980 |
|
SU891217A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| Способ изготовления изделий сложной формы из металлического порошка | 1981 |
|
SU977111A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Способ изготовления направляющей клапана двигателя внутреннего сгорания и материал для направляющей клапана двигателя внутреннего сгорания | 1990 |
|
SU1836191A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |
| Способ прессования изделий из порошковых материалов и устройство для его осуществления | 1986 |
|
SU1344513A1 |
| Способ прессования изделий | 1990 |
|
SU1726126A1 |
Изобретение относится к порошковой металлургии, в частности к способам изготовления конических воронок из трубчатой заготовки. Цель изобретения - расширение технологических возможностей за счет использования пористой спеченной заготовки. Из металлического порошка прессуют трубчатую пористую заготовку с наружным диаметром, равным большему наружному диаметру воронки, и с диаметром отверстия d, соответствующим условию d йн + 0,5 (dB - dH), где d и de - меньший и больший диаметры конического отверстия воронки. Затем пористую заготовку спекают и подвергают штамповке проталкиванием пуансоном в коническую полость матрицы из верхней цилиндрической обоймы, диаметр отверстия которой равен наружному диаметру заготовки. Перед проталкиванием заготовку нагревают. 1 з.п. ф-лы, 1 ил. 10 с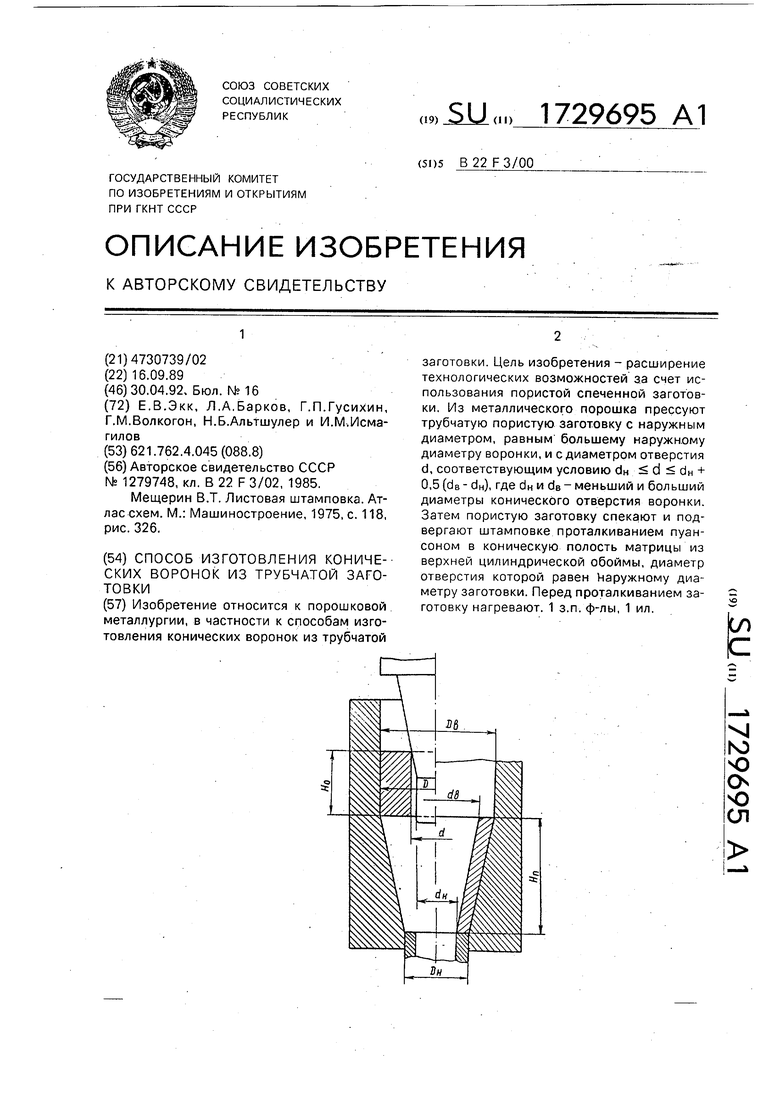
| Способ прессования полых изделий из металлических порошков | 1985 |
|
SU1279748A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М.: Машиностроение, 1975, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Нефтяная топка для комнатных печей | 1922 |
|
SU326A1 |
