Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовых цехах машиностроительных предприятий.
Цель изобретения - снижение трудоемкости изготовления полых деталей с переменными по длине поперечными наружными и внутренними размерами и фланцем на большем диаметре.
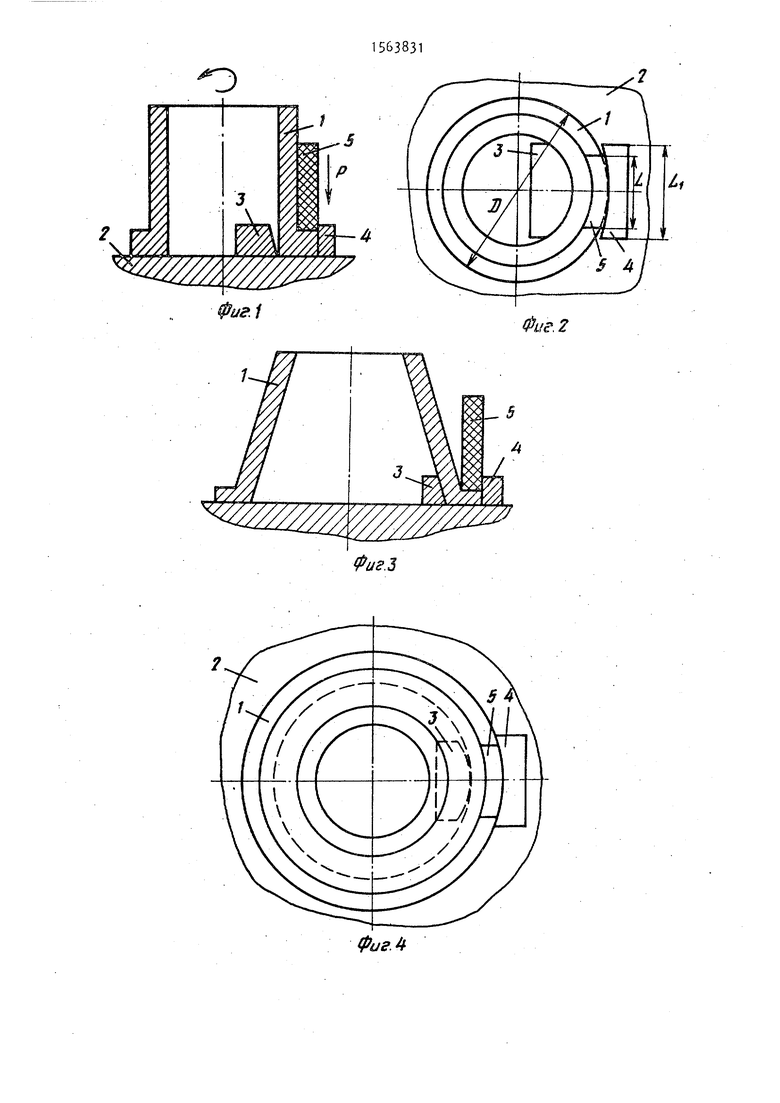
На фиг. 1 показано взаимное расположение перед деформированием полой цилиндрической заготовки с буртом на одном из торцов и деформирующего инструмента; на фиг. 2 - то же, вид сверху; на фиг. 3 - взаимное расположение заготовки и деформирующего инструмента в конечный момент деформирования; на фиг. k - то же, вид сверху; на фиг. 5 - исходное положение при деформировании бурта со свободным уширением.
Способ осуществляют следующим образом.
Полую заготовку 1 с буртом на одном из торцов устанавливают на специальную поворотную плиту 2 под пресс. Часть периметра бурта на длине L1 фиг. 2) ограничивают внутренним 3 и наружным k упорами. Сверху на бурт устанавливают боек 5, закрепленный на верхней траверсе пресса (не показана). Упорами 3 и k ограничивают течение металла бурта в радиальном направлении и обжимают на участке его наружного периметра длиной L (0,1-0,0 D, где D - на-ЮшЛ.
СЛ
оъ со
00
Ьо
31563831
ружный диаметр бурта до деформирования. При длине участка обжатия менее 0,1 D. резко падает производитель- ность процесса, что становится непри- . емлемым с точки зрения практического использования. При длине участка обжатия более 0,4 D в процессе деформации происходит искажение формы бурта, т.е, существенное отклонение ее Q от формы окружности (эллипсность, многогранность.и т.д.). Это существенно затрудняет кантовку (вращение; заготовок вокруг ее оси, которую осуществляют на поворотной плите или 15 краном с помощью клещей.
Наибольший диаметр в поковке после деформации бурта получают в области фланца.
Способ также осуществляют деформи- 20 рованием бурта в два этапа. Предварительное деформирование осуществляют со свободным уширением, составляющим 5-20 от ширины бурта за счет выбора ширины ручья- большей ширины бурта на 25 указанную величину. Окончательное де- формирование бурта осуществляют с ограничением течения металла бурта в радиальном направлении. Оба этапа деформирования можно осуществлять как 30 за один хор пресса, так и за несколько ходов, в зависимости от используемых материалов. Вышеуказанный вариант способа позволяет получать в итоге ширину фланца большую, чем исходная ширина бурта, а так же регулировать интенсивность увеличения диаметра поковки в области фланца.
При значениях уширения менее 5% процесс малоэффективен. Значений свободного уширения свыше 20% невозможно достичь, т.к. это значение является предельно возможным для этого случая при условии получения качественной поковки.
Пример. Полую цилиндрическую заготовку из стали 38Х2Н2МА с размерами :
Внутренний диаметр 1600 мм
Наружный диаметр 2000 мм
Наружный диаметр
бурта .2500 мм
0
5
0
5
0
Высота бурта . 280 мм Общая высота1300 мм
устанавливают на поворотную плиту с гидростопорами. При помощи гидростопоров осуществляют ограничение течения металла по наружному и внутреннему диаметрам бурта и на длине (по периметру) 800 мм. Обжимая бурт бойком длиной 700 мм до высоты 220 мм со свободным уширением около 8%, получают коническую поковку с размерами:
наружный и внутренний диаметры меньшего основания соответственно равны 2000 мм и 1600 мм;
высота равна 1250 мм;
внутренний диаметр большего основания равен 2080 мм;
наружный диаметр большего основания равен 2400 мм;
наружный диаметр-и высота бурта соответственно равны 2975 мм и 220 мм.
Формула изоб р е тения
1.Способ изготовления полых поковок, включающий получение полой цилиндрической заготовки с буртом и деформирование бурта в осевом направлении с ограничением течения -металла бурта в радиальном направлении от оси поковки, отличающийся тем, что, с целью снижения трудоемкости изготовления полых деталей с переменными по длине поперечными наружными и внутренними размерами и фланцем на большем циаметре, деформирование бурта выполняют с ограничением течения металла бурта в радиальном направлении к оси поковки последовательными обжатиями по периметру бурта на участках длиной
L (0,1-0,4) D,
где D - наружный диаметр бурта до , деформирования,
2.Способ по п.1, отличающий с я тем, что предварительно осуществляют деформирование бурта со свободным уширением, равным 5-20% ширины бурта.
О
J
mzm
/
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ получения полых изделий типа шаровых сосудов | 1986 |
|
SU1375385A1 |
| Способ изготовления полых поковок типа баллонов | 1989 |
|
SU1703235A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ изготовления полых деталей с горловиной | 1989 |
|
SU1731388A1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |
| Способ изготовления полых заготовок | 1987 |
|
SU1470430A1 |
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовых цехах машиностроительных предприятий. Цель изобретения - снижение трудоемкости изготовления изделий. Полую заготовку с буртом на одном из торцов устанавливают на поворотную плиту под пресс. Часть периметра бурта ограничивают упорами, ограничивая течение металла в радиальном направлении, и обжимают бурт бойком в осевом направлении на участке периметра длиной L = (0,1...0,4) D, где D - наружный диаметр бурта до деформирования. Способ осуществляют деформированием бурта в два этапа. На первом этапе деформирование осуществляют со свободным уширением, составляющим 5...20% от ширины бурта, за счет выбора ширины ручья больше ширины бурта на указанную величину. На втором этапе осуществляют деформирование бурта с ограничением течения металла бурта в радиальном направлении. В результате уменьшается трудоемкость изготовления полых деталей с переменными по длине поперечными наружными и внутренними размерами и фланцем на большем диаметре. 1 з.п. ф-лы, 5 ил.
Фиг А
Составитель В.Бухарев Редактор А.Ревин. Техред М.Ходанич
Заказ 1121
Тираж 98
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. ч/5
..в- м,
Производственно-издательский комбинат Патент, г.Ужгород, ул.Гагарина, 101
фиг. 5
Корректор О.Кравцова
Подписное
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ( СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | |||
