Изобретение относится к прокатному производству, в частности к прокатке на блюминге.
Целью изобретения является повышение качества проката путем улучшения условий захвата металла.
Способ осуществляют следующим образом.
Установлено, что величина угла смятия при одинаковой скорости задачи слитка в валки большим и меньшим основаниями обратно пропорциональна ширине основания. Так как условия захвата определяются в основном углом захвата, то естественно, что при задаче меньшим основанием условия захвата улучшаются за счет большей величины угла смятия. Однако следует учитывать влияние ширины слитка на условия захвата. Увеличение ширины слитка улучшает условия захвата металла валками, что несколько снижает отрицательное влияние снижения
угла смятия при задаче слитка в валки большим основанием.
Получена зависимость отношения скоростей задачи слитка в валки от отношения ширины оснований. При подобном отношении скоростей захват обоих оснований при предельных углах захвата происходит практически в одинаковых условиях, т.е. без снижения цикла оборотов валков и без
пробуксовок. При
VST
т- наблюдаD
(Л
ел
&
СЛ СП
;п
ются пробуксовки в первоначальный .момент захвата, что снижает производительность стана и вынуждает опе- | ратора снижать обороты валков при захвате. Следует учитывать, что чрезмерное увеличение скорости задачи металла в валки приводит к ускоренному износу станин клети и подшипников рабочих валков.
Пример. На стане 950 производят прокатку слитков кипящей стали
на слябы 200 х 600 мм. Исходное се- ченир оснований слитка: большего 710 « 630, меньшего .
Режим обжатий приведен в табл.1.
Диаметр бочки 830 мм, угол захвата при &h 60 мм равен 22 , бочка гладкая без сетки разгара и насечки. Наиболее показательными являются 2-6 пропуски. В этих пропусках величина
f практически постоянна и равна ,
1,1. Скорость захвата во всех проходах зафиксирована и составляет 1,4 м/с или 32 об/мин, а ее горизонтальная составляющая при угле захвата 22° равна 1,3 м/с.
Первоначальная задача слитка в валки производится меньшим основанием, т.е. в нечетных пропусках слиток задается в валки основанием с меньшей шириной. Рабочие рольганги клети 950 имеют регулируемый привод. Изменение скорости рольгангов осуществляется путем изменения напряжения, подаваемого на якорь двигателей Для совпадения скорости рольгангов со скоростью слитка выброс слитка из валков во всех случаях прокатки осу- щес твляют на 2,3- 2,5 м. При прохождении этого расстояния, двигаясь в сторону валков, слиток в момент задачи получает практически такую же линейную скорость, как и ролики рольганга, угловая скорость которых определяется тахометром, установленным на валах двигателей, и далее пересчитывается в линейную с учетом передаточного числа редуктора и диаметра роликов. Привод валков клети 950 индивидуальный. Пробуксовки при захвате определяются по звуку и по току на якорях двигателей валков. Во всех случаях производится хронометраж цикла прокатки.
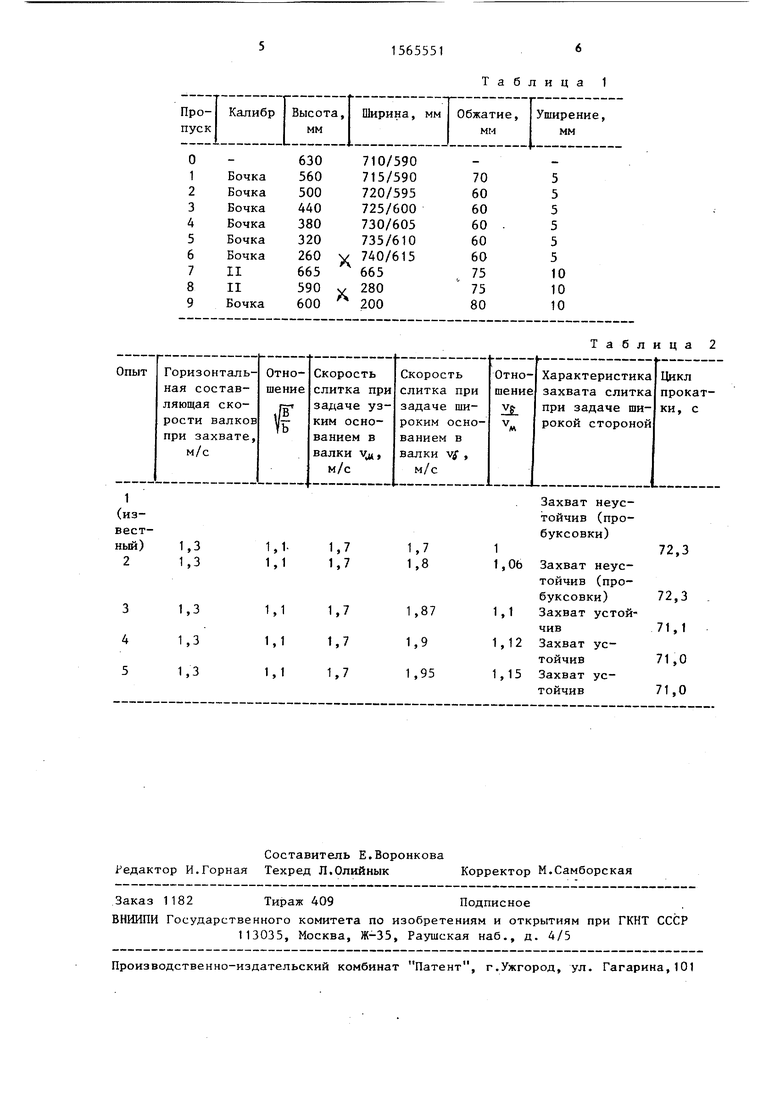
Результаты исследований сведены в табл.2.
Как видно из приведенных данных, увеличение скорости задачи слитка в валки большим (широким) основанием
менее чем на величину
if
не дает положительных результатов (опыт 2). Увеличение скорости задачи слитка ши- роким основанием в валки более чем 1Г
на величину- hr- улучшает условия захвата за счет большей величины снятия кромки при касании металла с валками.
Однако это улучшение не происходит до бесконечности и при превышении отношения скорости задачи слитка в валки к горизонтальной составляющей скорости валков при захвате более
чем 1,5 улучшения условий захвата не наблюдается.
Фор .мула изобретения
Способ прокатки слитков, включающий задачу слитка в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков на контактной поверхности ме- талла с валками, отличающий- с я тем, что, с целью повышения качества проката путем улучшения условий захвата металла, соотношение скоростей задачи слитка в валки большим и меньшим основанием выдерживают в пределах
vs, ГТ1 П ь
где В - ширина большего основания
слитка, мм Ъ - ширина меньшего основания
слитка, мм ,
Vj- - скорость задачи слитка в вал- ки большим основанием, м/с
VM - скорость задачи слитка в вал/Ч
ки меньшим основанием, м/с.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слитков | 1989 |
|
SU1653869A2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Способ прокатки слитков на реверсивном обжимном прокатном стане | 1985 |
|
SU1308407A1 |
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| Способ прокатки слитков на обжимных станах | 1987 |
|
SU1437116A1 |
| СПОСОБ ПРОКАТКИ НА ОБЖИМНЫХ СТАНАХ | 1997 |
|
RU2128094C1 |
| Устройство для определения скоростиВХОдА МЕТАллА B КлЕТь пРи пРО-KATKE | 1979 |
|
SU831252A1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2232062C1 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
Изобретение относится к прокатному производству, в частности к прокатке на блюминге. Целью изобретения является повышение качества прокатки путем улучшения условий захвата металла. Для этого соотношения скоростей при задаче слитка в валки большим и меньшим основанием выдерживают в пределах Vб/Vт = √B/B, где Vб и Vт скорости задачи слитка в валки соответственно большим и меньшим основанием
B и B соответственно ширина большего и меньшего основания. Способ позволяет улучшить условия захвата металла валками. 1 табл.
Таблица 2
| Тарновский И.Я | |||
| и др | |||
| Прокатка на блюминге | |||
| - М., 1963, с.145-153. |
