Изобретение относится к станкостроению, технологии машиностроения и приборостроения и может быть использовано на станках с ЧПУ, а также в составе гибких автоматических производств (ГАП) для регулирования амплитуды колебаний деформирующей головки по управляющей программе при обработке поверхностей вибронакатыванием.
Цель изобретения - расширение технологических возможностей за счет автоматического изменения амплитуды колебаний деформирующей головки до начала обработки и в процессе обработки.
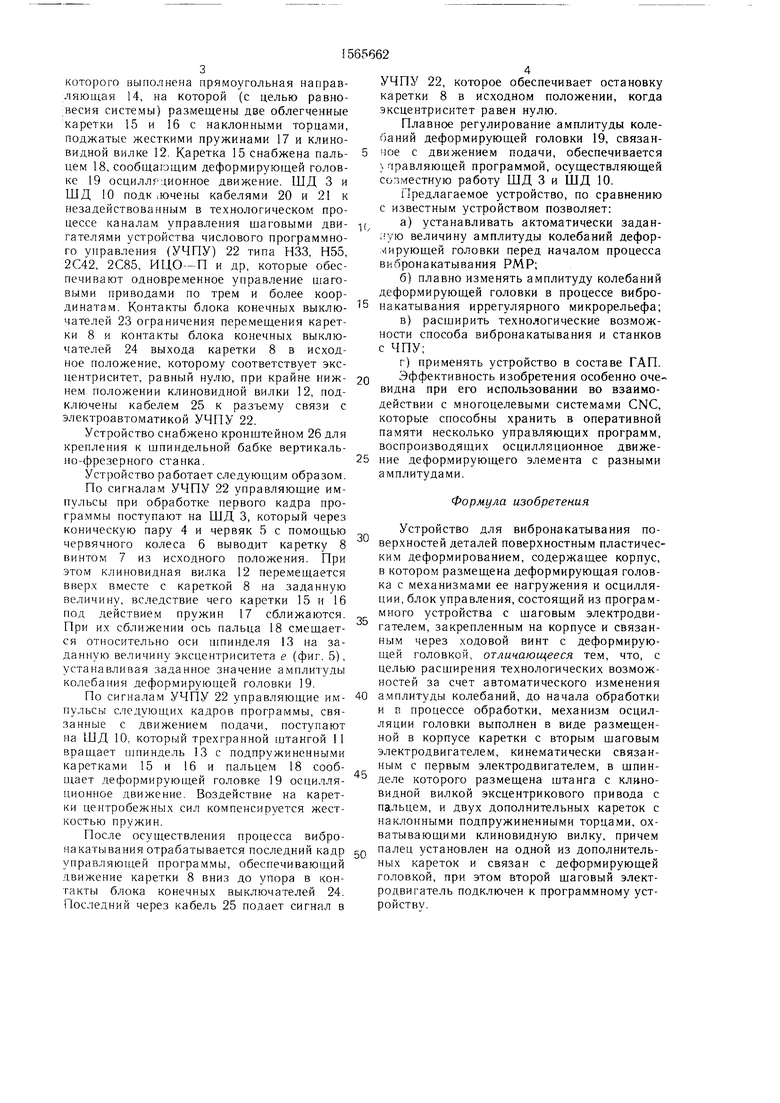
На фиг. 1 представлена принципиальная схема устройства; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на
фиг. 5 - эксцентриситет пальца каретки в крайнем верхнем положении клиновидной вилки.
Устройство содержит Т-образный корпус, состоящий из плит 1 и 2. На плите 1 закреплен шаговый двигатель (ШД) 3, который через коническую пару 4 и червяк 5 связан с червячным колесом 6. Червячное колесо 6 выполнено в виде гайки. В ней с возможностью осевого перемещения (вверх-вниз) установлен ходовой винт 7, к хвостовику которого прикреплена каретка 8, установленная на направляющие 9. На каретке 8 закреплен второй ШД 10, вал которого жестко связан с трехгранной штангой 11, заканчивающейся клиновидной вилкой 12. Штанга 11 размещена внутри ведомого ею шпинделя 13, перпендикулярно оси вращения
сд
оэ
СЛ
о
О5 N5
которого выполнена прямоугольная направляющая 14, на которой (с целью равновесия системы) размещены две облегченные каретки 15 и 16 с наклонными торцами, поджатые жесткими пружинами 17 и клиноУЧПУ 22, которое обеспечивает остановку каретки 8 в исходном положении, когда эксцентриситет равен нулю.
Плавное регулирование амплитуды колебаний деформирующей головки 19, связанвидной вилке 12 Каретка 15 снабжена паль- 5 ное с движением подачи, обеспечивается цем 18, сообщающим деформирующей голов- правляющей программой, осуществляющей
совместную работу ШД 3 и ШД 10.
Предлагаемое устройство, по сравнению
с известным устройством позволяет:
ке 19 осциллгционное движение. ШД 3 и ШД 10 подк 1ючены кабелями 20 и 21 к незадействованным в технологическом процессе каналам управления шаговыми дви- 1(j а) устанавливать актоматически задан- гателями устройства числового программно- ; УЮ величину амплитуды колебаний дефор- го управления (УЧПУ) 22 типа НЗЗ, Н55, пирующей головки перед началом процесса 2С42, 2С85, ИЦО-П и др, которые обес- вибронакатывания РМР; печивают одновременное управление шаго-б) плавно изменять амплитуду колебаний
выми приводами по трем и более коор- деформирующей головки в процессе вибро- динатам. Контакты блока конечных выклю- 15 накатывания иррегулярного микрорельефа; чателей 23 ограничения перемещения карет-в) расширить технологические возможки 8 и контакты блока конечных выключателей 24 выхода каретки 8 в исходное положение, которому соответствует эксцентриситет, равный нулю, при крайне ниж- 20 нем положении клиновидной вилки 12, подключены кабелем 25 к разъему связи с электроавтоматикой УЧПУ 22.
Устройство снабжено кронштейном 26 для крепления к шпиндельной бабке вертикально-фрезерного станка.
Устройство работает следующим образом.
По сигналам УЧПУ 22 управляющие импульсы при обработке первого кадра программы поступают на ШД 3, который через
коническую пару 4 и червяк 5 с помощью „ Устройство для вибронакатывания по- червячного колеса 6 выводит каретку 8 верхностей деталей поверхностным пластичесности способа вибронакатывания и станков с ЧПУ;
г) применять устройство в составе ГАП.
Эффективность изобретения особенно очевидна при его использовании во взаимодействии с многоцелевыми системами CNC, которые способны хранить в оперативной памяти несколько управляющих программ, воспроизводящих осцилляционное движе- 25 ние деформирующего элемента с разными амплитудами.
Формула изобретения
винтом 7 из исходного положения. При этом клиновидная вилка 12 перемещается вверх вместе с кареткой 8 на заданную величину, вследствие чего каретки 15 и 16 под действием пружин 17 сближаются. При их сближении ось пальца 18 смещается относительно оси шпинделя 13 на заданную величину эксцентриситета е (фиг. 5), устанавливая заданное значение амплитуды колебания деформирующей головки 19.
35
ким деформированием, содержащее корпус, в котором размещена деформирующая головка с механизмами ее нагружения и осцилляции, блок управления, состоящий из программного устройства с шаговым электродвигателем, закрепленным на корпусе и связанным через ходовой винт с деформирующей головкой, отличающееся тем, что, с целью расширения технологических возможностей за счет автоматического изменения
45
По сигналам УЧПУ 22 управляющие им- 40 амплитуды колебаний, до начала обработки пульсы следующих кадров программы, свя- и в процессе обработки, механизм осцилляции головки выполнен в виде размещенной в корпусе каретки с вторым шаговым электродвигателем, кинематически связанным с первым электродвигателем, в шпинделе которого размещена штанга с клиновидной вилкой эксцентрикового привода с пальцем, и двух дополнительных кареток с наклонными подпружиненными торцами, охватывающими клиновидную вилку, причем
накатывания отрабатывается последний кадр 50 палеЦ установлен на одной из дополнитель- управляющей программы, обеспечивающий ных кареток и связан с деформирующей движение каретки 8 вниз до упора в кон- головкой, при этом второй шаговый элект- такты блока конечных выключателей 24. родвигатель подключен к программному уст- Последний через кабель 25 подает сигнал в ройству.
занные с движением подачи, поступают на ШД 10, который трехгранной штангой 11 вращает шпиндель 13 с подпружиненными каретками 15 и 16 и пальцем 18 сообщает деформирующей головке 19 осцилляционное движение. Воздействие на каретки центробежных сил компенсируется жесткостью пружин.
После осуществления процесса виброУЧПУ 22, которое обеспечивает остановку каретки 8 в исходном положении, когда эксцентриситет равен нулю.
Плавное регулирование амплитуды колебаний деформирующей головки 19, связан ное с движением подачи, обеспечивается правляющей программой, осуществляющей
с известным устройством позволяет:
а) устанавливать актоматически ; УЮ величину амплитуды колебаний пирующей головки перед началом пр вибронакатывания РМР; б) плавно изменять амплитуду кол
деформирующей головки в процессе вибро- накатывания иррегулярного микрорельефа; в) расширить технологические возмож
ности способа вибронакатывания и станков с ЧПУ;
г) применять устройство в составе ГАП.
Эффективность изобретения особенно очевидна при его использовании во взаимодействии с многоцелевыми системами CNC, которые способны хранить в оперативной памяти несколько управляющих программ, воспроизводящих осцилляционное движе- ние деформирующего элемента с разными амплитудами.
Формула изобретения
Устройство для вибронакатывания по- верхностей деталей поверхностным пластичес
ким деформированием, содержащее корпус, в котором размещена деформирующая головка с механизмами ее нагружения и осцилляции, блок управления, состоящий из программного устройства с шаговым электродвигателем, закрепленным на корпусе и связанным через ходовой винт с деформирующей головкой, отличающееся тем, что, с целью расширения технологических возможностей за счет автоматического изменения
6 5
Г 23 А
1
U3 2
20
ВидА
Фиг.3
ФигМ
12
16
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки плоских поверхностей вибронакатыванием | 1990 |
|
SU1734989A1 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| Устройство для вибронакатывания призматических поверхностей | 1987 |
|
SU1445926A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 1991 |
|
RU2030364C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Горизонтально-хонинговальный станок | 1988 |
|
SU1611708A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |

Изобретение относится к обработке металлов давлением и может быть использовано в гибких автоматических производствах при обработке поверхностей вибронакатыванием. Цель изобретения - расширение технологических возможностей. Устройство содержит корпус, в котором размещена деформирующая головка с механизмами ее нагружения и осцилляции. Имеется блок управления, состоящий из программного устройства, имеющего шаговые электродвигатели. Один из них кинематически связан с кареткой, перемещающей двигатель, продолжением вала которого является трехгранная штанга, заканчивающаяся клиновидной вилкой. К ней упруго поджаты каретки. На одной из кареток имеется ось, к которой подсоединена осциллирующая каретка с деформирующим элементом. Перемещения кареток вдоль поперечной направляющей с помощью вертикального движения клиновидной вилки обеспечивают изменение эксцентриситета. Изменение частоты осцилляционного движения деформирующего элемента обеспечивается вторым шаговым двигателем, вращающим шпиндель с помощью проходящей сквозь него штанги. Это позволяет устанавливать автоматически заданную величину амплитуды колебаний деформирующего элемента перед началом обработки и в процессе обработки. 5 ил.
| Устройство для вибронакатывания поверхностей деталей поверхностным пластическим деформированием | 1984 |
|
SU1196240A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
