(21 ) ИИ 1042 2) 08
(22) 18 02 88
(4Ь) Ю О) 40 Бю-i Ч 20
(71) мрошво итвенное обьецшенке гечноло ни автомобильной промыт letiHocTH
(72)W Kimep, Г М Новикова, В V Пекер и К) Н ( тепанов
(53)62 2247(0888)
Ob) Авторское сви iere 1Ы.тво СССР № 1%443() к i В 2} Q 7/14, 1985
(54)IPAIK ПОР1НЛЯ СИСТЕМА
(57) Изобретение относится к гибким произво итвс иным системам в частности к оборудованию ия горе 1ачи т.с талей заброшенных на спутниках от од ной техно 101 ичк кои позиции к Целью и (обретения является повышение точ
ности позиционирования стола спутника отно- сик 1ьно накопителя Транспортный робот 1, агр женный сто.юм спутником 6 с размещенной на нем деталью, подъезжает на позицию и предварительно пози- ционир ется После расфиксации платформы 5 нк.1ючается пневмоцилиндр 20, который отекает каретку 19 с толкателем 16 и вилкой 22, при этом вилка захватывает пор 23 и смещает его вместе с платформой 5 к расположенным на ней сто- юм спутником 6, тем самым фиксир я и iKHHUHOHHpvfl платформу относительно ммиции разгрузки Т образный зацеп на тол кате е 16 входит в Т-образный паз на столе с п гнике 6 Далее происходит пере стола спутника 7 ило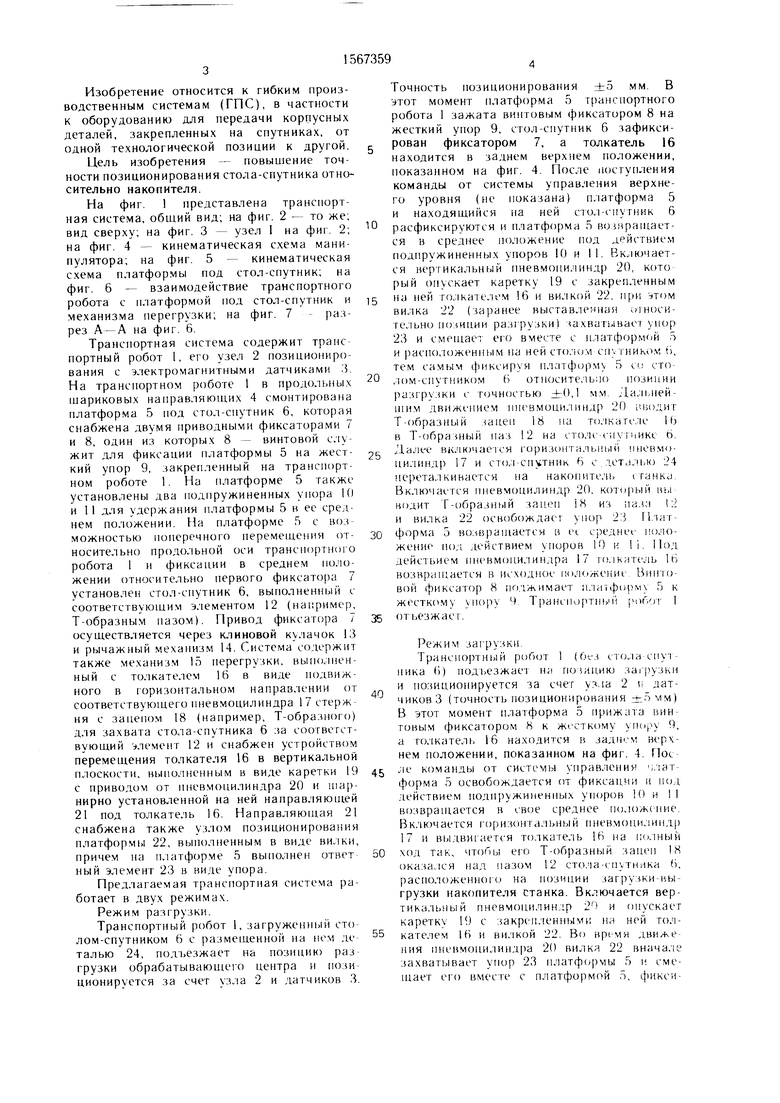
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНАЯ ИНЕРЦИОННАЯ СИСТЕМА | 2017 |
|
RU2691682C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| Устройство для перегрузки затаренных грузов | 1986 |
|
SU1359222A1 |
Изобретение относится к гибким производственным системам, в частности к оборудованию для передачи корпусных деталей, закрепленных на спутниках, от одной технологической позиции к другой. Целью изобретения является повышение точности позиционирования стола-спутника относительно накопителя. Транспортный робот 1, загруженный столом-спутником 6 с размещенной на нем деталью, подъезжает на позицию разгрузки и предварительно позиционируется. После расфиксации платформы 5 включается пневмоцилиндр 20, который опускает каретку 19 с толкателем 16 и вилкой 22, при этом вилка 22 захватывает упор 23 и смещает его вместе с платформой 5 к расположенным на ней столом-спутником 6, тем самым фиксируя и позиционируя платформу относительно позиции разгрузки. Т-образный зацеп на толкателе 16 входит в Т-образный паз на столе-спутнике 6. Далее происходит перегрузка стола-спутника. 7 ил.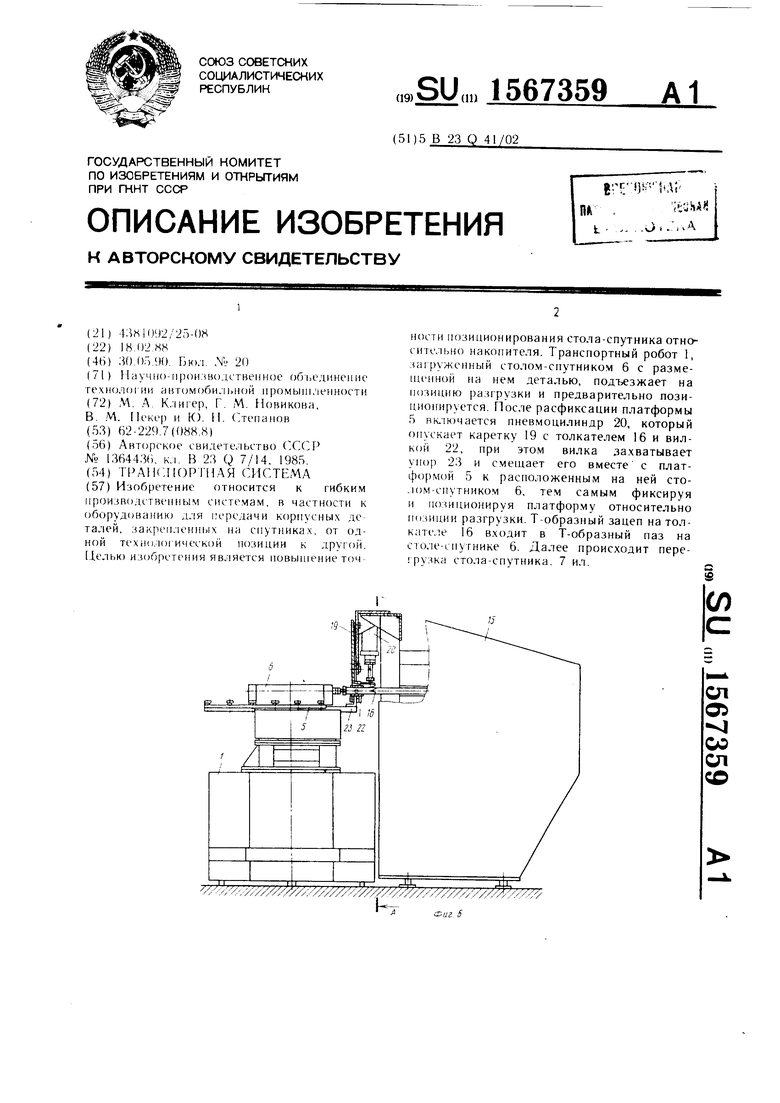
(Л
ел
О5 J
СО
сл
СО
Изобретение относится к гибким производственным системам (ГПС), в частности к оборудованию для передачи корпусных деталей, закрепленных на спутниках, от одной технологической позиции к другой.
Цель изобретения - повышение точности позиционирования стола-спутника относительно накопителя.
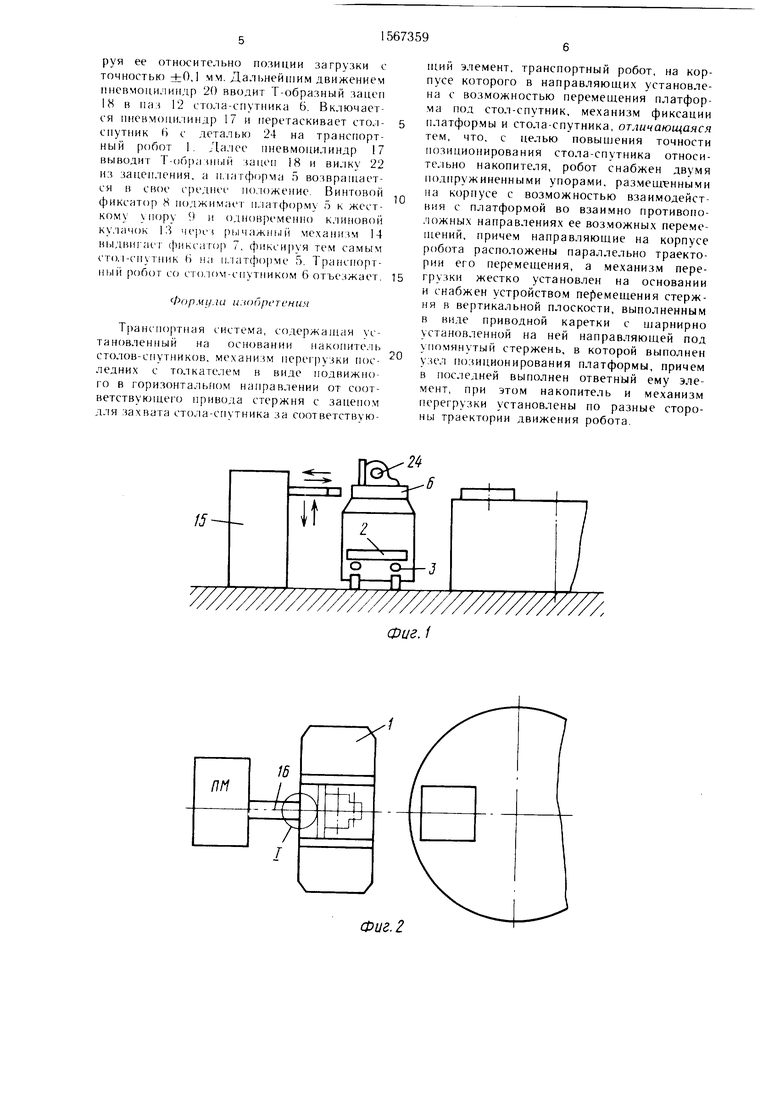
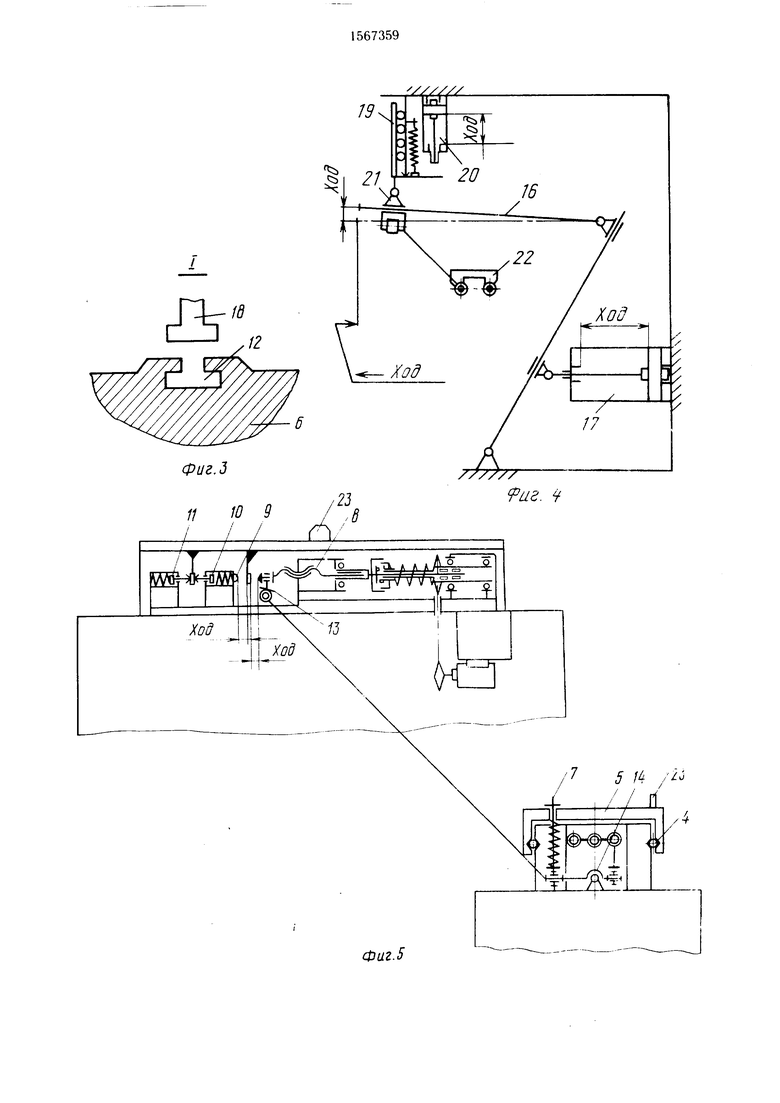
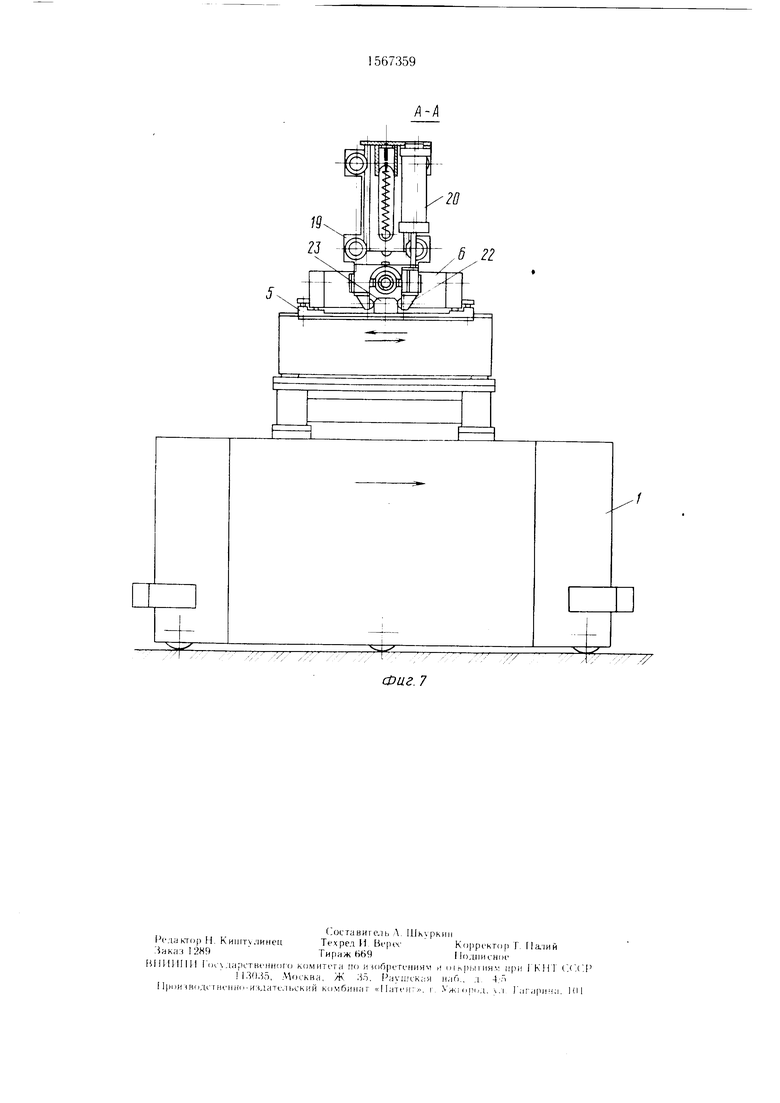
На фиг. 1 представлена транспортная система, общий вид; на фиг. 2 - то же; вид сверху; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - кинематическая схема манипулятора; на фиг. 5 - кинематическая схема платформы под стол-спутник; на фиг. 6 - взаимодействие транспортного робота с платформой под стол-спутник и механизма перегрузки; на фиг. 7 - разрез А-А на фиг. 6.
Транспортная система содержит транспортный робот 1, его узел 2 позиционирования с электромагнитными датчиками 3. На транспортном роботе 1 в продольных шариковых направляющих 4 смонтирована платформа 5 под стол-спутник 6, которая снабжена двумя приводными фиксаторами 7 и 8, один из которых 8 - винтовой служит для фиксации платформы 5 на жесткий упор 9, закрепленный на транспортном роботе 1. На платформе 5 также установлены два подпружиненных упора К) и 11 для удержания платформы 5 в ее среднем положении. На платформе 5 с возможностью поперечного перемещения относительно продольной оси транспортного робота 1 и фиксации в среднем положении относительно первого фиксатора 7 установлен сгол-спутник 6, выполненный с соответствующим элементом 12 (например, Т-образным пазом). Привод фиксатора 7 осуществляется через клиновой кулачок 13 и рычажный механизм 14. Система содержит также механизм 15 перегрузки, выполненный с толкателем 16 в виде подвижного в горизонтальном направлении от соответствующего пневмоцилиндра 17 стержня с зацепом 18 (например, Т-образного) для захвата стола-спутника 6 за соответствующий элемент 12 и снабжен устройством перемещения толкателя 16 в вертикальной плоскости, выполненным в виде каретки 19 с приводом от пневмоцилиндра 20 и шар- нирно установленной на ней направляющей 21 под толкатель 16. Направляющая 21 снабжена также узлом позиционирования платформы 22, выполненным в виде вилки, причем на платформе 5 выполнен ответ ный элемент 23 в виде упора.
Предлагаемая транспортная система работает в двух режимах. Режим разгрузки.
Транспортный робот 1, загруженный столом-спутником 6 с размещенной на ном деталью 24, подъезжает на позицию разгрузки обрабатывающего центра и пени ционируется за счет узла 2 и датчиков 3.
0
5
0
Точность позиционирования ±5 мм. В этот момент платформа 5 транспортного робота 1 зажата винтовым фиксатором 8 на жесткий упор 9, стол-спутник 6 зафиксирован фиксатором 7, а толкатель 16 находится в заднем верхнем положении, показанном на фиг. 4. После поступления команды от системы управления верхнего уровня (не показана) платформа 5 и находящийся на ней стол-спутник 6 расфиксируются и платформа 5 во вращается в среднее положение под действием подпружиненных упоров 10 и 11. Включается вертикальный пневмопилиндр 20, кото рый опускает каретку 19 с закрепленным на ней толкателем 16 и вилкой 22. при этом вилка 22 (заранее выставленная относительно тмиции разгрузки) захватываем пор 23 и смещает его вместе с платформой 5 и расположенным на ней столом сп i пиком 6, тем самым фиксируя платформу 5 о; сто лом-спутником 6 относительно позиции разгрузки с точностью ±(), мм Дальнейшим движением пневмоцидиндр 20 водит Т-образный (ацен 18 па толкателе 16 в Т-обрашый nai 12 на столе cuvi MHKL о. Далее включается горизонтальный нневмо- цилиндр 17 и стол-спутник 6 с теталью 24 переталкивается на накопитель i ганка Включается пневмоцилиндр 20. который вы водит Г-образный зяпеп 18 из паза 12 и вилка 22 освобождает упор 23 П таг- форма 5 возвращается в et среднее положение под действием упоров 10 к 11. Под деистьием пневмоцилиндра 17 толкатель In возвращается в исходное иило/кеши Нинюк
вой фиксатор 8 поджимает платформу 5 жесткому упору lt Транспортный MK OI 5 отъезжаем.
0
5
0
5
находится в заднем верч- показанном на фиг. 4. Пос
системы управления члатРежим загрузки
Транспортный робот 1 (без (.тола спутника 6) подъезжает на порцию за1рузки и позиционируется за счет узла 2 ь датчиков 3 (точность позиционирования ±5 мм) В этот момент платформа 5 прижата винтовым фиксатором 8 к жесткому упору 9, а толкатель 16 нем положении, ле команды от
форма 5 освобождается от фиксации и по i действием подпружиненных упоров 10 и И возвращается в свое среднее положение Включается горизонтальный пневмоцилиндр 17 и выдвшаегся толкатель 16 на полный ход так, чтобы его Т-образный занеп 18 оказался над пазом 12 стола-спутника 6, расположенно (j на позиции загручки-вы- грузки накопителя станка. Включается вертикальный пневмоцилиндр 2Г и опускает каретку 19 с закрепленными ни ней толкателем 16 и вилкой 22. Во время движения пневмоцилиндра 20 вилкя 22 вначале захватывает упор 23 платформы 5 и смешает его вместе с платформой 5, фиксируя ее относительно позиции загрузки с точностью ±0,1 мм. Дальнейшим движением пневмоцилнндр 20 вводит Т-образный зацеп 18 в па 12 стола-спутника 6. Включается пневмопилиндр 17 и перетаскивает стол- спутник fi с деталью 24 на транспортный робот 1. Далее пневмоцилиндр 17 выводит Т-обра шый tauen 18 и вилку 22 из зацепления, а платформа 5 возвращается в свое среднее положение Винтовой фиксатор 8 поджимает платформу 5 к жесткому пору 9 и одновременно клиновой кулачок 13 мере рычажный механшм 14 выдвигав фикса гор 7, фиксируя тем самым стол-сну тик ti на платформе 5. Транспортный робот со столом-спутником 6 отъезжает.
Формула u.toopt iения
Транспортная система, содержащая установленный на основании накопитель столов-спутников, механизм перегрузки последних с толкателем в виде подвижного в горизонтальном направлении от соответствующего привода стержня с зацепом для захвата стола-спутника за соответствую0
5
0
щий элемент, транспортный робот, на корпусе которого в направляющих установлена с возможностью перемещения платформа под стол-спутник, механизм фиксации платформы и стола-спутника, отличающаяся тем, что. с целью повышения точности позиционирования стола-спутника относительно накопителя, робот снабжен двумя подпружиненными упорами, размещенными на корпусе с возможностью взаимодействия с платформой во взаимно противоположных направлениях ее возможных перемещений, причем направляющие на корпусе робота расположены параллельно траектории его перемещения, а механизм перегрузки жестко установлен на основании и снабжен устройством перемещения стержня в вертикальной плоскости, выполненным в виде приводной каретки с шарнирно установленной на ней направляющей под упомянутый стержень, в которой выполнен узел позиционирования платформы, причем в последней выполнен ответный ему элемент, при этом накопитель и механизм перегрузки установлены по разные стороны траектории движения робота.
Фиг. (
Фиг. 2
Фиг.5
Фиг 7
