Изобретение относится к сварке, Ј частности к устройствам для автоматической сварки сильфона, и может быть использовано для сварки торцов многослойного сильфона.
Цель изобретения - упрощение конструкции путем использования единого механизма для зажима при сварке тооцов многослойного сильфона с обеспечением высокого качества.
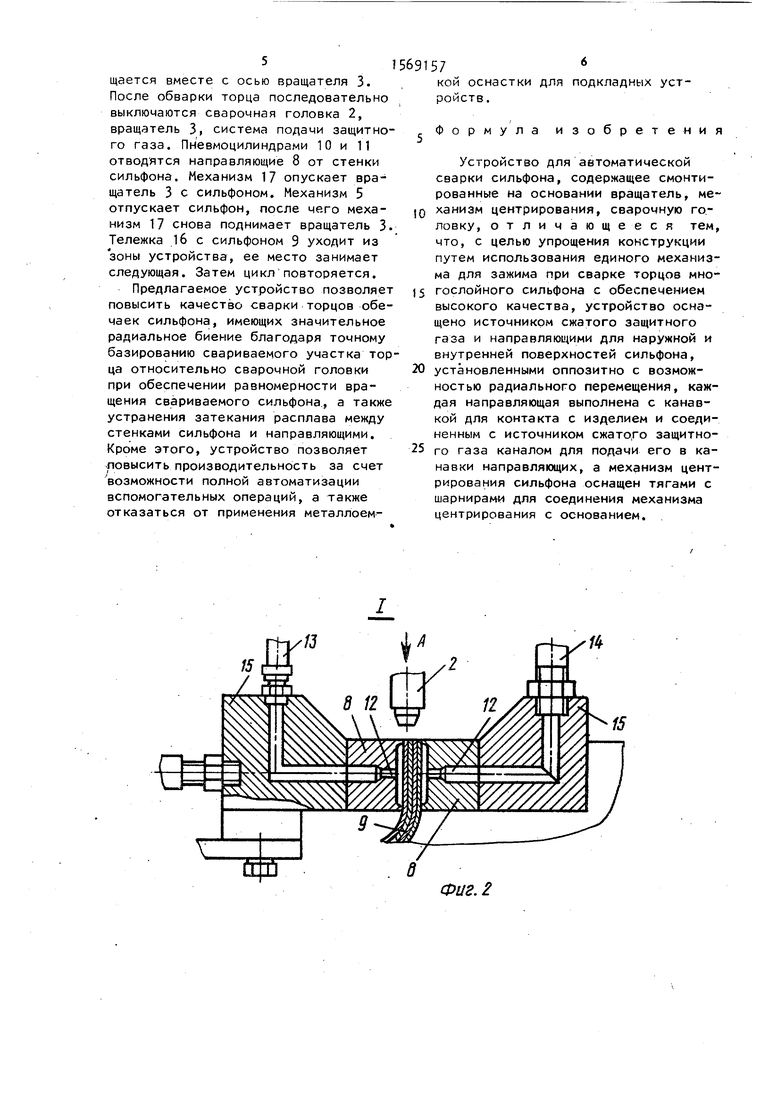
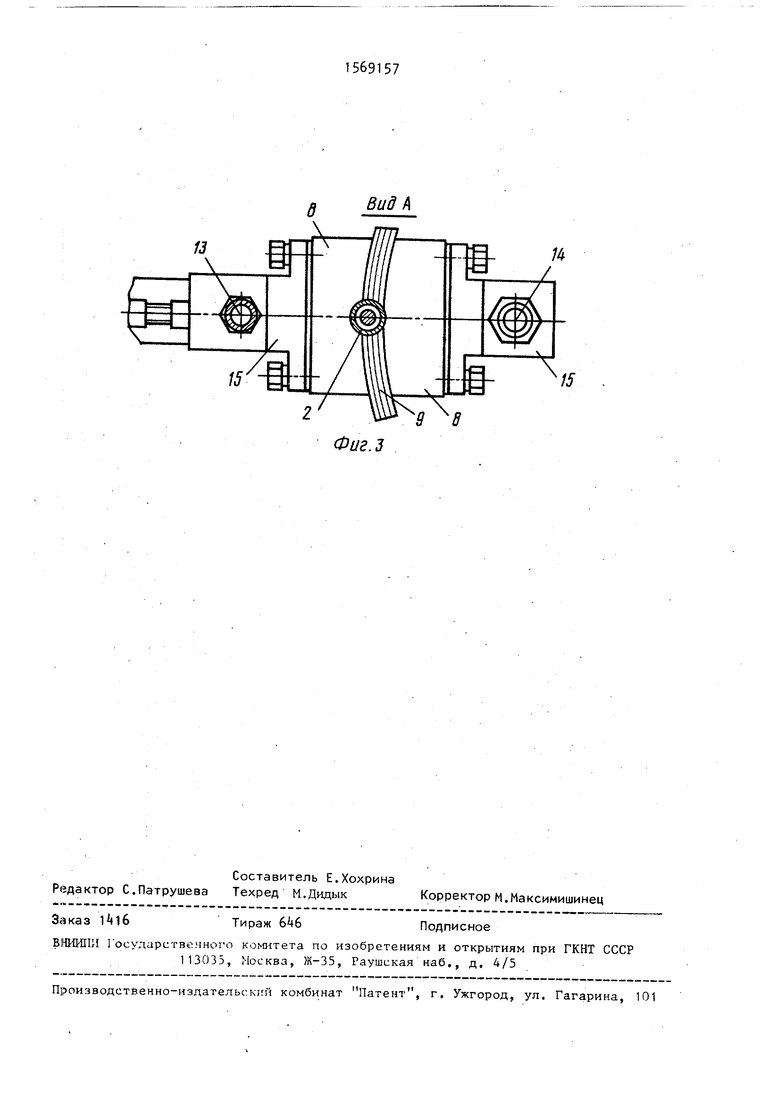
На фиг. 1 изображено устройство , для автоматической сварки сильфона, общий вид; на фиг. 2 - узел I на Ј„цг.1; на фиг. 3 - вид А на фиг. 2. Устройство содержит основание 1, на котором закреплена сварочная го- t.-fB-o 2. Вращатель 3 с установленными на его валу Ц механизмом 5 центри- с. а ни я и крепления на тягах 6, оснащенных шарнирами 7, подвешен к основанию 1 с возможностью радиального перемещения, проходящей через ось сварочной головки 2 и места силового воздействия направляющих 8 для внутренней и наружной поверхностей гильфона 9. Направляющие 8 расположены под сварочной головкой (фиг„1) По обе стороны стенки сильфона 9. Приводом подвода и отвода направляющих 8 к стенке сильфона служат, например, пневмоцилиндры 10 и 11, установленные на основании 1. Направляющие 8 выполнены с канавками на поверхности, контактирующей с изделием Канавки направляющих посредством каналов 12 соединены с источником сжатого защитного газа посредством трубопроводов 13 и 14 и корпуса 15 (источник защитного сжатого газа не показан) . Для механизированной подачи сильфона на позицию сварки под вращателем расположена приводная тележка 16, а сам вращатель 3 на тягах 6 подвешен к основанию 1 через механизм 17 подъема.
Устройство работает следующим об- оазом.
Тележка 16 с сильфоном 9 подходит под вращатель 3. Механизм 17 опуска
0
5
0
5
0
5
0
5
ет вращатель 3, при этом механизм 5 центрирования и крепления входит внутрь сильфона на заданную глубину и концентрично закрепляет сильфон относительно вала Ь. Механизм 17 поднимает сильфон над тележкой 16 и размещает участок его торца между раздвинутыми направляющими 8. Пневмо- цилиндрами 10 и 11 направляющие 8 сводятся и зажимают стенку сильфона 9. После этого по трубопроводам 13, И и каналам 12 подают сжатый защитный газ (агент газостатических опор) под давлением порядка 0,02 МПа. При . этом в зазоре между стенками сильфона и направляющими 8 создается (газовая подушка) избыточное давление защитного газа. Величина зазора порядка 0,1 мм поддерживается постоянной. Если зазор увеличивается, то увеличивается и расход сжатого газа, выходящего через увеличенный зазор. При этом давление в зазоре падает и пневмоцилиндры 10 и 11 подводят направляющие 8 к стенке, уменьшая тем самым зазор. Давление в зазоре возрастает и останавливает направляющие на заданном расстоянии от стенки. Стенка сильфона на этом участке получается как бы зажатой колодочным тормозом, имеющим очень низкий коэффициент трения. В этом состоянии с началом вращения вала А, механизма 5 с сильфоном 9 включается сварочная головка 2. При вращении сильфона участки его торца с высокой точностью последовательно проходят над головкой. Если сильфон имеет радиальный бой, то вращатель, отклоняясь на шарнирных тягах 6 на величину этого биения, горизонтально перемещается в радиальной плоскости, проходящей через ось сварочной головки 2 и места силового воздействия направляющих 8 на стенку сильфона. При этом место сварки торца сильфона точно сбазировано относительно сварочной головки и остается постоянным во время сварки, а ось сильфона смё51
щается вместе с осью вращателя 3. После обварки торца последовательно выключаются сварочная головка 2, вращатель 3, система подачи защитного газа. Пневмоцилиндрами 10 и 11 отводятся направляющие 8 от стенки сильфона. Механизм 17 опускает вращатель 3 с сильфоном. Механизм 5 отпускает сильфон, после чего механизм 17 снова поднимает вращатель 3. Тележка 16 с сильфоном 9 уходит из зоны устройства, ее место занимает следующая. Затем цикл повторяется.
Предлагаемое устройство позволяет повысить качество сварки торцов обечаек сильфона, имеющих значительное радиальное биение благодаря точному базированию свариваемого участка торца относительно сварочной головки при обеспечении равномерности вращения свариваемого сильфона, а также устранения затекания расплава между стенками сильфона и направляющими. Кроме этого, устройство позволяет повысить производительность за счет возможности полной автоматизации вспомогательных операций, а также отказаться от применения металлоем691576
кой оснастки для подкладных устройств.
Формула изобретения
Устройство для автоматической сварки сильфона, содержащее смонтированные на основании вращатель, меIQ ханизм центрирования, сварочную головку, отличающееся тем, что, с целью упрощения конструкции путем использования единого механизма для зажима при сварке торцов мно15 гослойного сильфона с обеспечением высокого качества, устройство оснащено источником сжатого защитного газа и направляющими для наружной и внутренней поверхностей сильфона,
20 установленными оппозитно с возможностью радиального перемещения, каждая направляющая выполнена с канавкой для контакта с изделием и соединенным с источником сжатого защитно25 го газа каналом для подачи его в канавки направляющих, а механизм центрирования сильфона оснащен тягами с шарнирами для соединения механизма центрирования с основанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ | 1970 |
|
SU277148A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
Изобретение относится к сварке, в частности к устройствам для автоматической сварки сильфона, и может быть использовано для сварки торцов многослойного сильфона. Цель изобретения - упрощение конструкции путем использования единого механизма для зажима при сварке торцов многослойного сильфона с обеспечением высокого качества изделия. На основании 1 смонтированы вращатель 3, механизм 5 центрирования, направляющие 8 для внутренней и наружной поверхностей сильфона. На поверхностях направляющих, контактирующих с изделием, выполнены канавки, которые посредством каналов и трубопроводов 13 и 14 соединены с источником сжатого защитного газа. Защитный газ под давлением порядка 0,02 МПа подается в канавки между направляющими. В зазоре между стенками сильфона и направляющими 8 создается избыточное давление защитного газа (воздушная подушка). Благодаря этому устраняется затекание расплава между стенками сильфона и направляющими и обеспечивается равномерность вращения свариваемого изделия. 3 ил.
ИВ
в
Фиг. 2
в
13
Составитель Е.Хохрина Редактор С.Патрушева Техред М.Дидык Корректор М.Максимишинец
Тираж 646
ВНИИГ1Н 1осударствечного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Bad A
to
/
Подписное
