Изобретение относится к машинам и оборудованию для переработки пластмасс в изделия, в частности к технологическим линиям для изготовления пленок или листов из пластиков методом экструзии, и может быть использовано в установках с ручным или автоматическим регулированием поперечной разнотолщинности при производстве указанных изделий.
Целью изобретения является повышение производительности установки и качества изготавливаемых пленок.
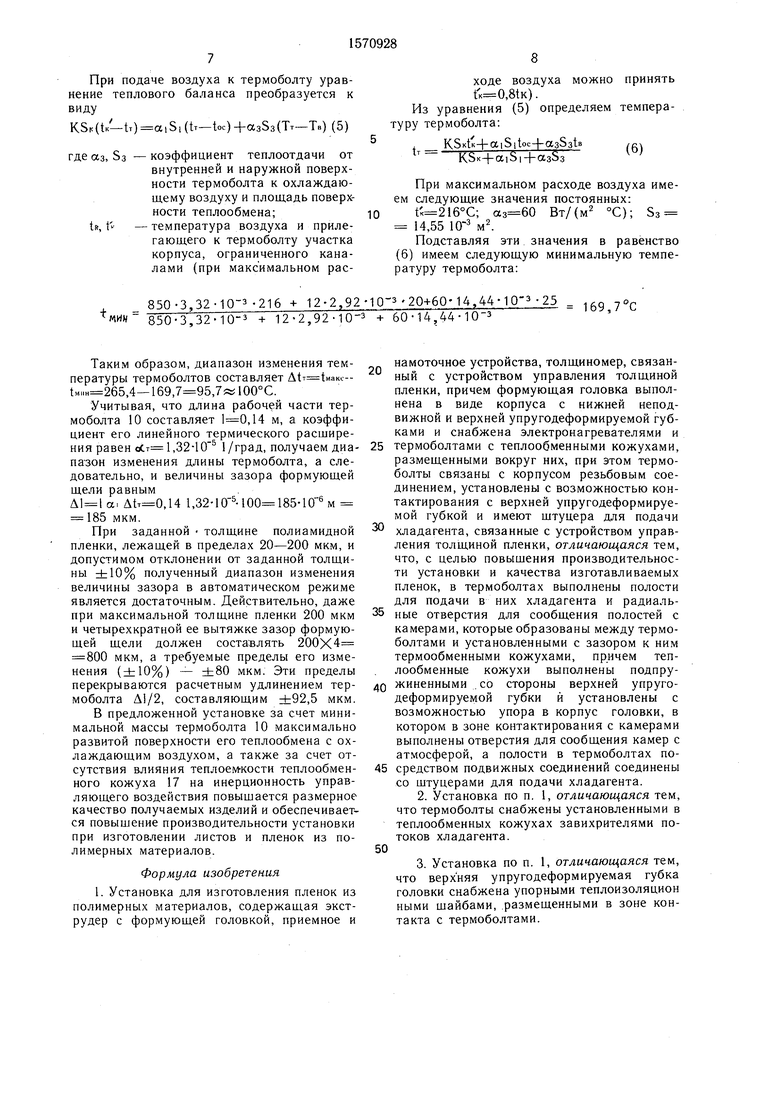
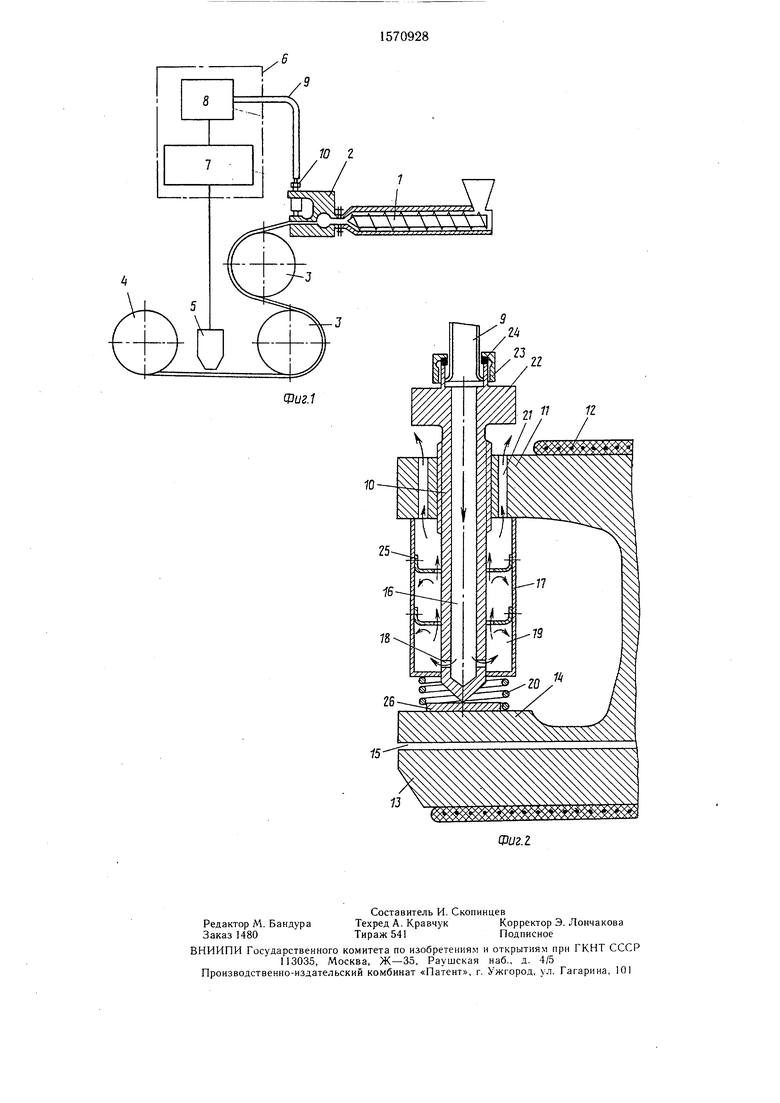
На фиг. 1 показана схема установки для производства пленок из полимерных материалов; на фиг. 2 - фрагмент поперечного разреза формующей головки этой установки в месте размещения одного из термоболтов.
Установка для изготовления пленок из полимерных материалов (фиг. 1) содержит экструдер 1, соединенный с формующей головкой 2, приемное 3 и намоточное 4 устройства, толщиномер 5, соединенный с устройством 6 управления толщиной пленки. Устройство 6 содержит ЭВМ 7 и исполнительные механизмы (ИМ) 8, пневматические выходы которых с помощью штуцеров 9 для подачи хладагента соединены с термоболтами 10, выполненными с резьбовой частью, количество которых соответствует количеству исполнительных механизмов 8.
Формующая головка 2 (фиг. 2) содержит корпус 11 с электронагревателями 12, нижнюю неподвижную 13 и верхнюю упруго- деформируемую 14 губки, между которыми образована формующая щель 15. В резьбоСП
J
о
СО
00
вой части корпуса 11 установлены термоболты 10 с полостями 16 для подачи в них хладагента. Термоболты 10 помещены в теп- лообменные кожухи 17 и установлены с возможностью контактирования с верхней упру- годеформируемой губкой 14.
В термоболтах 10 выполнены радиальные отверстия 18 для сообщения полостей 16 с камерами 19, которые образованы между термоболтами 10 и установленными с зазором к ним теплообменными кожухами 17.
Теплообменные кожухи 17 подпружинены посредством распорной пружины 20 со стороны верхней губки 14 и установлены с возможностью упора в корпус 11 головки 2, в котором выполнены отверстия 21, расположенные в зоне контактирования с камерами 19 и служащие для сообщения их с атмосферой. Полости 16 подключены к штуцерам 9 посредством подвижных соединений, позволяющих вращать термоболт 10 при неподвижном штуцере 9. Вращение термоболта 10 с целью грубой установки зазора формующей щели 15 осуществляется либо вручную гаечным ключом, взаимодействующим с головкой 22 термоболта 10, либо с помощью автоматического сканирующего устройства (не показано), последовательно обслуживающего все термоболты 10. В последнем случае на головке 22 нарезаются зубья, входящие в зацепление с ведущей шестерней сканирующего устройства. Подвижное соединение штуцеров 9 с термоболтами 10 осуществляется с помощью накидных гаек 23 и уплотнений 24, выполненных, например, из резиноподобного материала типа ФСК (МРТУ6-07-1012-63) с рабочей температурой в диапазоне - 70- +350°С. В качестве материала термоболтов может быть использована бронза Бр АЖ9-4 л.
Теплообменные кожухи 17 снабжены завихрителями 25 потоков хладагента, а верхняя упругодеформирующая губка 14 - упорными теплоизоляционными шайбами 26 для контактирования с термоболтами 10 и. выполненными из материала с низким коэффициентом теплопроводности, например из регированной жаростойкой стали. Внутренняя и наружная поверхности термоболтов 10 могут быть сребрены.
Установка работает следующим образом.
Вначале производят стартовый разогрев до заданной температуры корпуса 11 формующей головки 2 с помощью электронагревателей 12, а также цилиндра экструдера 1. В результате непосредственного контакта термоболтов 10 с корпусом 11 по резьбовой поверхности происходит их разогрев, причем наличие телообменных кожухов 17 на рабочей части термоболтов 10 снижает тепло- потери в окружающую среду. В результате температура рабочей части за счет высокой теплопроводности бронзы становится практически, равной температуре корпуса 11 формующей головки 2. Действительно, распре- деленность температуры по длине рабочей части термоболта 10 может быть оценена с помощью критерия Био:
в.,
0)
0
где а 1,5-2 Вт/(м2°С) - приведенный коэффициент теплоотдачи от поверхности термоболта 10 в окружающую среду, полученный с учетом наличия кожуха 17 на рабочей части термоболта 10;
1 0,14 - длина рабочей части термоболта ;
5К 40 Вт/(м°С) - коэффициент теплопроводности бронзы.
2X0 14 Учитывая, что значение В
0,007 намного меньше единицы, распре- 0 деленностью температуры по длине рабочей части термоболта 10 можно пренебречь. За счет надежного теплового контакта с корпусом 11 термоболт 10 при отсутствии его охлаждения принимает температуру весьма 5 близкую температуре корпуса 11 головки.
В штуцере 9 с помощью исполнительных механизмов 8, например управляемых мембранных клапанов, подают хладагент, например сжатый воздух, причем его расход уста0 навливают равным половине максимального значения. Воздух из штуцеров 9 поступает в полости 16 термоболтов 10, из них через радиальные отверстия 18 в камеры 19 и далее через отверстия 21 в атмосферу. При этом происходит охлаждение рабочей части
5 термоболта 10 до некоторой исходной температуры to, для которой справедливо неравенство
t.,(2)
0 где t в и U - температура соответственно воздуха и корпуса головки. Благодаря наличию завихрителей 25 потока хладагента интенсифицируется охлаждение наружной поверхности рабочей части термоболтов 10.
5 После этого включают экструдер 1, приемное 3 и намоточное 4 устройства, и расплав полимера из экструдера поступает в формующую головку 2, из которой в виде заготовки попадает на охлаждающие валки приемного устройства 3, и далее в виде го0 товой пленки - на намоточное устройство 4. Ввиду того, что окружная скорость пленки на поверхности приемного валка в несколько раз превышает скорость выхода заготовки из формующей головки 2, происходит ее вытягивание вдоль оси рулона. Одновременно толщиномер 5 производит измерение толщины пленки поперек рулона и данные о распределении толщины поступают в устройство 6 управления, где обрабатываются
с помощью ЭВМ 7. При этом на основании данных измерения распределения толщины пленки или листа вначале производят грубую калибровку формующей щели 15 путем вращения термоболтов 10 вручную или с помощью автоматического сканирующего устройства, а затем функции управления поперечной разнотолщинностью готового продукта передают автоматической системе регу лирования, осуществляющей точную калибровку. В соответствии с обнаруженным отклонением толщины пленки от заданного значения на участке, соответствующем месту установки термоболта 10 или группы термоболтов 10, система вырабатывает управляющие воздействия на мембранные клапаны, управляющие подачей воздуха к этим термоболтам 10. Если пленка на данном участке оказалась толще заданного значения, вырабатываются сигналы на снижение подачи воздуха к соответствующим термоболтам 10. При этом одновременно происходят два явления: снижается интенсивность охлаждения самих термоболтов 10 изнутри и снаружи, что способствует повышению их температуры, и увеличивается подвод теплоты от корпуса 11 формующей головки 2 к термоболтам 10. Последнее обусловлено тем, что скорость воздуха в отверстиях 21 корпуса 11 уменьшается и улучшаются условия подвода теплоты от основного массива формующей головки 2 к участку ее корпуса 11, расположенному между термоболтом 10 и отверстиями 21. В результате интенсивность теплопередачи от формующей головки 2 к термоболтам 10 возрастает, что также повышает их температуру.
Увеличение температуры термоболтов 10 приводит к их термическому расширению, дополнительной упругой деформации верхней упругодеформируемой губки 14 и уменьшению зазора формующей щели 15 в соответствующем месте, что приводит к снижению толщины пленки на данном участке.
При уменьшении толщины пленки относительно заданного значения система автоматического регулирования вырабатывает сигналы на увеличение подачи воздуха к термоболтам 10. Это обеспечивает интенсификацию внутреннего и наружного охлаждения термоболтов 10 и одновременно «отсекают возможность подвода к ним теплоты от корпуса 11 формующей головки 2 за счет более интенсивного охлаждения поверхности отверстий 21. В результате температура рабочей части термоболтов 10 и их длина уменьшаются, что приводит к увеличению зазора формующей щели 15, а также толщины готовой пленки на данном участке.
Таким образом, температура рабочей части термоболтов 10 всегда остается в
пределах, оговоренных неравенством (2), которое при переработке, например, полиамида численно выражается следующим образом: 20°C t 270°C.
Причем по мере увеличения расхода воздуха относительно исходного установочного значения (половины максимально возможного расхода) температура t становится меньше значения to и приближается к температуре воздуха t. Наоборот, по мере его уменьшения выполняется неравенство и значение t приближается к температуре корпуса головки К
Благодаря наличию на верхней упругодеформируемой губке 14 упорных теплоизоляционных шайб 26, выполненных из материала с низким коэффициентом теплопроводности, исключается нежелательное влияние-изменений температуры термоболтов
0 Ю на температуру верхней упругодеформируемой губки 14.
Определим пределы изменения температуры термоболта 10 в двух крайних режимах - при отсутствии подачи воздуха к термоболту 10 и при ее максимальном значении. В пер5 вом случае уравнение теплового баланса термоболта 10 имеет вид
К3к(1к-Ь)а|5|(Ь-t..c)+a2S2(),(3)
где К и SK - коэффициент теплопередачи и площадь поверхности контакта термоболта с корпусом головки;
0
U, tr, toe - температура соответственно корпуса, термоболта и окружающей среды;
ai, Si - коэффициент теплоотдачи от открытой части термоболта в ок- 5ружающую среду и площадь поверхности открытой части, «г, 82 - приведенный коэффициент теплоотдачи от закрытой кожухом части термоболта в окружаю- 0щую среду и площадь поверхности закрытой части. Из уравнения (3) можно определить температуру термоболта:
t К SK t-к + (t-i Si +ci.z За) tpe /, 5KSK + oi-t S1 + cLz Sa
Для термоболта общей длиной 0,18 м с длиной рабочей части 0,14 м, диаметрами рабочей части 0,02м и внутренней полости 0,01 м имеем следующие значения постоянных: Вт/(м2 °С); ,32 103 м2; 0 а, 12 Вт/(м2°С); S,2,92 103 м2; а2 2 Вт/(м2 °С), S2 8, м2; U 270°С; .
Подставляя эти значения в равенство (4), имеем следующую максимальную температу- 5 ру термоболта:
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования толщины в производстве полимерной пленки | 1988 |
|
SU1610474A1 |
| Способ теплоизоляции криогенных аппаратов и трубопроводов | 1988 |
|
SU1576771A1 |
| Способ регулирования температурного режима | 1991 |
|
SU1812114A1 |
| Плоскощелевая экструзионная головка для полимерных материалов | 1978 |
|
SU856830A1 |
| Устройство для сварки и резки полимерной пленки | 1988 |
|
SU1622144A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Теплообменный аппарат | 1987 |
|
SU1493857A1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| АНТИСКОЛЬЗЯЩИЙ ТЕРМОСВАРИВАЕМЫЙ ПЛАСТИКОВЫЙ ГИБКИЙ УПАКОВОЧНЫЙ МЕШОК, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2720179C1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
Изобретение относится к оборудованию для переработки пластмасс и может быть использовано в установках с ручным или автоматическим регулированием разнотолщинности при производстве листов и пленок. Цель изобретения - повышение производительности установки и качества изготавливаемых пленок. Для этого установка содержит экструдер, формующую головку с корпусом, верхней упругодеформируемой и нижней неподвижной губками. В корпусе установлены термоболты с полостями для подачи в них хладагента. Термоболты размещены в теплообменных кожухах, которые подпружинены со стороны упругодеформируемой губки. В термоболтах выполнены радиальные отверстия для сообщения полостей с камерами. Камеры образованы между термоболтами и теплообменными кожухами. В корпусе головки выполнены отверстия для сообщения камер с атмосферой. Теплообменные кожухи снабжены завихрителями потока хладагента. Между упругодеформируемой губкой и термоболтами размещены упорные теплоизоляционные шайбы. При работе установки происходит нагрев термоболтов, термическое их расширение. Это изменяет положение упругодеформируемой губки и зазор формующей щели. Устройство управления следит за температурой термоболтов, регулируя величину зазора и толщину изделия. 2 з.п. ф-лы, 2 ил.
, 850-3,32-Ю-3-270 + (12-2,92 + 2- 8, 79 10-з ) 20 ,ft, /0„ И-МАКО 850-3,32-Ю-3 + 12-2, + 28,79 Ю-3/ЬЬ 4 С
При подаче воздуха к термоболту уравнение теплового баланса преобразуется к виду
KSi(tK-tr)aiSi(tT-1ос)+а353(Тт-Т.) (5)
где аз, S3 - коэффициент теплоотдачи от внутренней и наружной поверхности термоболта к охлаждающему воздуху и площадь поверхности теплообмена;
Ь, f- - температура воздуха и прилегающего к термоболту участка корпуса, ограниченного каналами (при максимальном расMHN
850-3,32-Ю 3-216 + 12-2,92-Ю 3 20+60-14, -25
850-3,32-Ю-3 + 12-2,92-Ю-3 + 60-14,44-10
Таким образом, диапазон изменения температуры термоболтов составляет .-- 1м..,4-169,,7 100°С.
Учитывая, что длина рабочей части термоболта 10 составляет ,14 м, а коэффициент его линейного термического расширения равен ос.т 1,32-10 5 1/град, получаем диапазон изменения длины термоболта, а следовательно, и величины зазора формующей щели равным
. ,14 1,32 10 5-100 185-10 6 м 185 мкм.
При заданной толщине полиамидной пленки, лежащей в пределах 20-200 мкм, и допустимом отклонении от заданной толщины ±10% полученный диапазон изменения величины зазора в автоматическом режиме является достаточным. Действительно, даже при максимальной толщине пленки 200 мкм и четырехкратной ее вытяжке зазор формующей щели должен составлять 200X4 800 мкм, а требуемые пределы его изменения (±10%) - ±80 мкм. Эти пределы перекрываются расчетным удлинением термоболта Д1/2, составляющим ±92,5 мкм.
В предложенной установке за счет минимальной массы термоболта 10 максимально развитой поверхности его теплообмена с охлаждающим воздухом, а также за счет отсутствия влияния теплоем-кости теплообмен- ного кожуха 17 на инерционность управляющего воздействия повышается размерное качество получаемых изделий и обеспечивается повышение производительности установки при изготовлении листов и пленок из полимерных материалов.
Формула изобретения
8
ходе воздуха можно принять ,Юк).
Из уравнения (5) определяем температуру термоболта:
t KSKt -r-aiSitoc+ajSatB,fi,
KSK+aiSi+asSs{
При максимальном расходе воздуха имеем следующие значения постоянных- 1 к 216°С; Вт/(м2 °С); S3
14,55 ID 3 м2.
Подставляя эти значения в равенство (6) имеем следующую минимальную температуру термоболта:
169,7°С
Q намоточное устройства, толщиномер, связанный с устройством управления толщиной пленки, причем формующая головка выполнена в виде корпуса с нижней неподвижной и верхней упругодеформируемой губками и снабжена электронагревателями и
5 термоболтами с теплообменными кожухами, размещенными вокруг них, при этом термоболты связаны с корпусом резьбовым соединением, установлены с возможностью контактирования с верхней упругодеформируе- мой губкой и имеют штуцера для подачи
хладагента, связанные с устройством управления толщиной пленки, отличающаяся тем, что, с целью повышения производительности установки и качества изготавливаемых пленок, в термоболтах выполнены полости для подачи в них хладагента и радиаль5 ные отверстия для сообщения полостей с камерами, которые образованы между термоболтами и установленными с зазором к ним термообменными кожухами, причем теп- лообменные кожухи выполнены подпру0 жиненными со стороны верхней упруго- деформируемой губки и установлены с возможностью упора в корпус головки, в котором в зоне контактирования с камерами выполнены отверстия для сообщения камер с атмосферой, а полости в термоболтах по5 средством подвижных соединений соединены со штуцерами для подачи хладагента.
0
Фиг. 1
|Л
| Регулятор расхода жидкости экструзионной щелевой головки | 1979 |
|
SU894686A1 |
| Солесос | 1922 |
|
SU29A1 |
| Мостовой посадочный кран | 1938 |
|
SU79052A1 |
| Солесос | 1922 |
|
SU29A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
