Изобретение относится к сварке пластмасс и может быть использовано в сварочных автоматах для сварки и резки полимерных пленок, имеющих различное число слоев в плоскости шва.
Целью изобретения является повышение качества шва при сварке пленок с различным числом слоев.
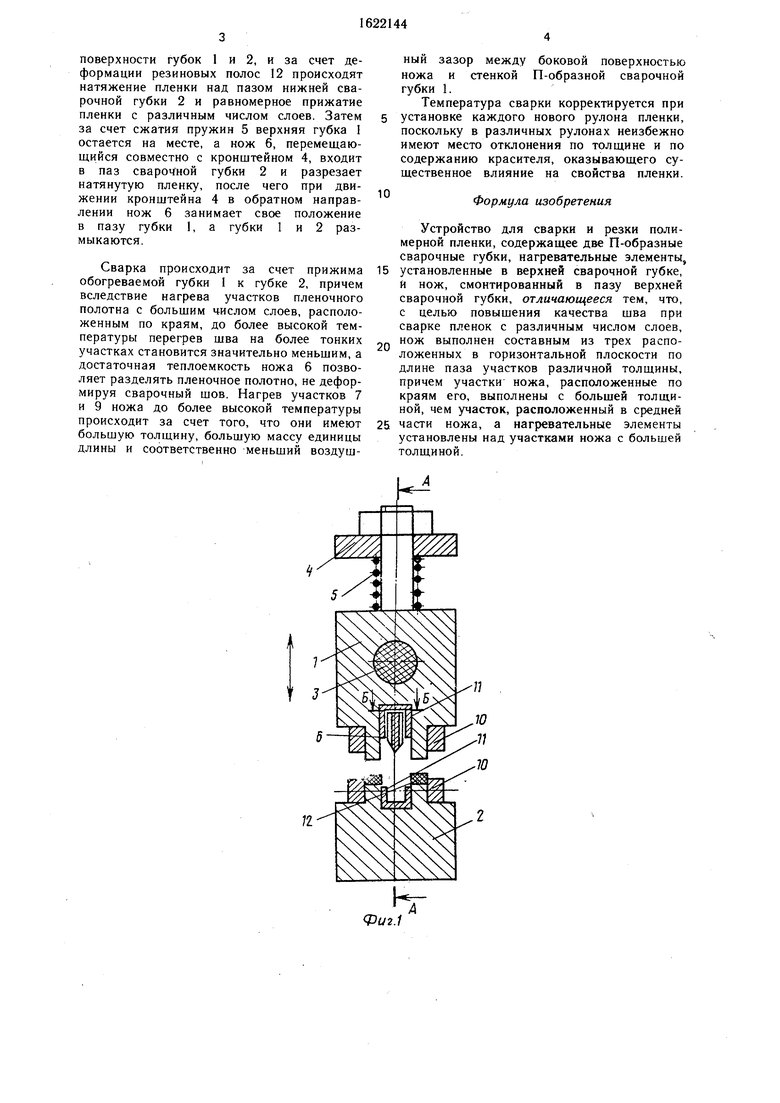
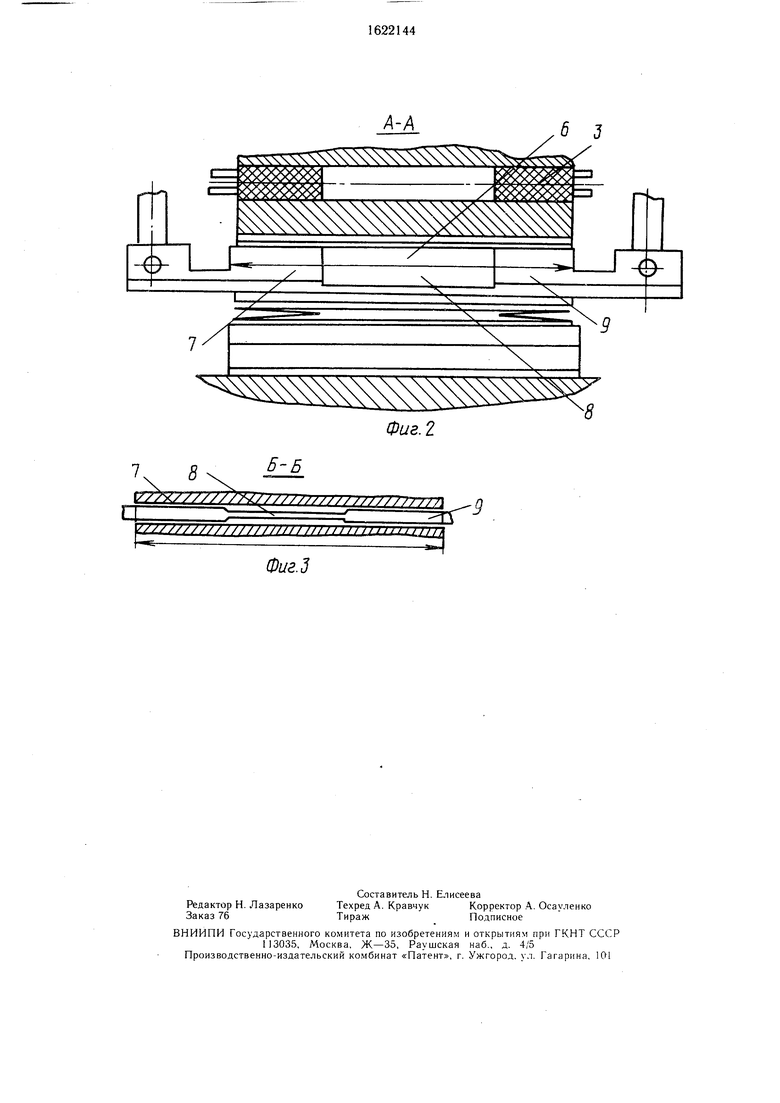
На фиг. 1 изображено устройство, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Устройство для сварки и резки полимерной пленки содержит (фиг. 1) верхнюю 1 и нижнюю 2 П-образные сварочные губки. В верхней сварочной губке 1 расположены нагревательные элементы 3 Сварочная-губка 1 закреплена с возможностью вертикального перемещения относительно подвижного кронштейна 4 и снабжена пружинами 5. Нижняя сварочная губка 2 закреплена неподвижно. На кронштейне 4 жестко закреплен нож 6, установленный в пазу верхней сварочной 1. Нож 6 выполнен составным из трех расположенных в горизонтальной плоскости по длине паза участков 7-9 различной толщины. Участки 7 и 9 ножа, расположенные по краям его, выполнены с большей толщиной, чем участок 8, расположенный в средней части ножа (ф.г 3). Нагревательные элементы 3 установлены над участками 7 и 9 ножа, имеющими большую толщину (фиг. 2). Рабочие поверхности П-образных губок 1 и 2 обернуты политетрафторэтиленовой тканью, закрепленной на губках с помощью планок 10 и профилей 11. На рабочих поверхностях нижней сварочной губки 2 расположены полосы 12.
Устройство работает следующим образом.
П-образные сварочные губки 1 и 2 смыкаются и размыкаются за счет перемещения кронштейна 4 совместно с закрепленными на нем верхней губкой 1 и ножом 6. Причем сначала смыкаются рабочие
яв4
0
Ј
поверхности губок 1 и 2, и за счет деформации резиновых полос 12 происходят натяжение пленки над пазом нижней сварочной губки 2 и равномерное прижатие пленки с различным числом слоев. Затем за счет сжатия пружин 5 верхняя губка 1 остается на месте, а нож 6, перемещающийся совместно с кронштейном 4, входит в паз сварочной губки 2 и разрезает натянутую пленку, после чего при движении кронштейна 4 в обратном направлении нож 6 занимает свое положение в пазу губки 1, а губки 1 и 2 размыкаются.
Сварка происходит за счет прижима обогреваемой губки I к губке 2, причем вследствие нагрева участков пленочного полотна с большим числом слоев, расположенным по краям, до более высокой температуры перегрев шва на более тонких участках становится значительно меньшим, а достаточная теплоемкость ножа 6 позволяет разделять пленочное полотно, не деформируя сварочный шов. Нагрев участков 7 и 9 ножа до более высокой температуры происходит за счет того, что они имеют большую толщину, большую массу единицы длины и соответственно меньший воздушный зазор между боковой поверхностью ножа и стенкой П-образной сварочной губки 1.
Температура сварки корректируется при установке каждого нового рулона пленки, поскольку в различных рулонах неизбежно имеют место отклонения по толщине и по содержанию красителя, оказывающего существенное влияние на свойства пленки.
10
Формула изобретения
Устройство для сварки и резки полимерной пленки, содержащее две П-образные сварочные губки, нагревательные элементы,
установленные в верхней сварочной губке, и нож, смонтированный в пазу верхней сварочной губки, отличающееся тем, что, с целью повышения качества шва при сварке пленок с различным числом слоев, нож выполнен составным из трех расположенных в горизонтальной плоскости по длине паза участков различной толщины, причем участки ножа, расположенные по краям его, выполнены с большей толщиной, чем участок, расположенный в средней
части ножа, а нагревательные элементы установлены над участками ножа с большей толщиной.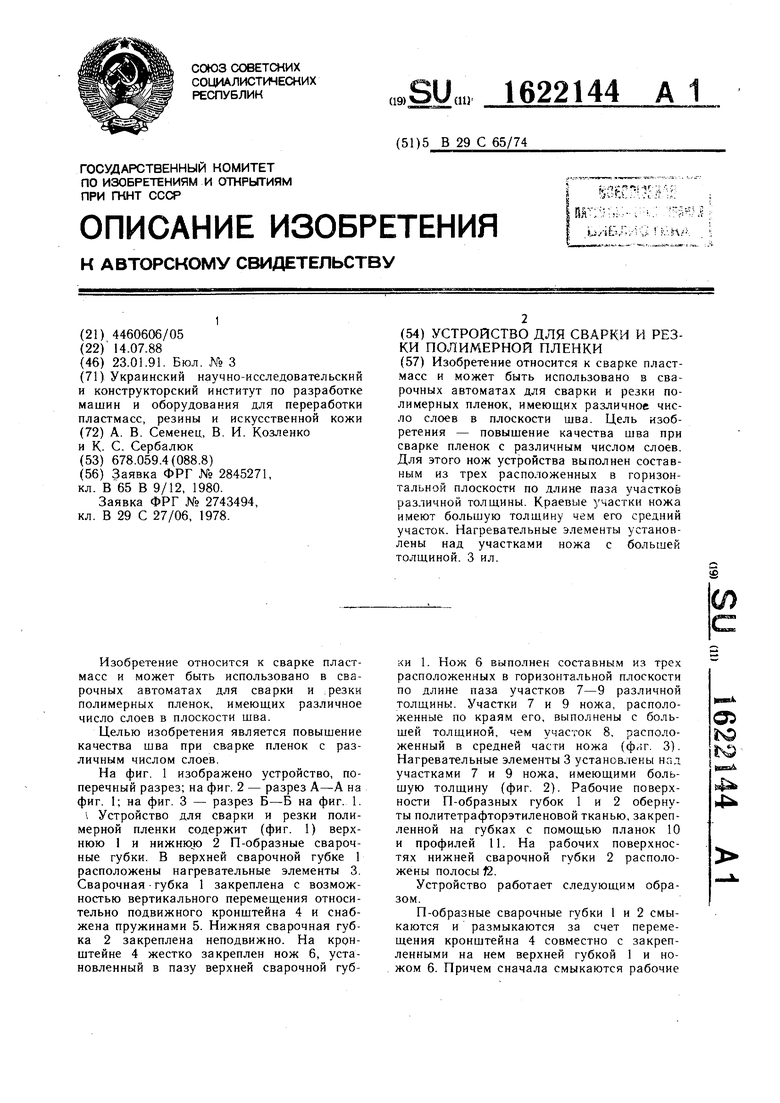
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки полимерных пленок | 1982 |
|
SU1098807A1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| Устройство для сварки термопластичных пленок | 1980 |
|
SU912525A1 |
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
| Устройство для термоимпульсной сварки полимерных материалов | 1979 |
|
SU859176A1 |
| ТЕРМОСВАРИВАЮЩИЕСЯ ПОЛИМЕРНЫЕ ПЛЕНКИ, СПОСОБЫ ТЕПЛОВОЙ СВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2173262C2 |
| Устройство для изготовления пакетов из термопластичных пленок | 1985 |
|
SU1234206A1 |
| Сварочная губка для образования двойного шва на термосклеивающемся материале | 1982 |
|
SU1027088A1 |
| Устройство для сварки полимерных материалов | 1984 |
|
SU1191302A2 |
| Устройство для запечатывания и отрезания пакетов из термопластичных материалов | 1988 |
|
SU1557011A1 |
Изобретение относится к сварке пластмасс и может быть использовано в сварочных автоматах для сварки и резки полимерных пленок, имеющих различное число слоев в плоскости шва. Цель изобретения - повышение качества шва при сварке пленок с различным числом слоев. Для этого нож устройства выполнен составным из трех расположенных в горизонтальной плоскости по длине паза участков различной толщины. Краевые участки ножа имеют большую толщину чем его средний участок. Нагревательные элементы установлены над участками ножа с большей толщиной. 3 ил.
Фаг./
А-А
43J-
/
.z.
Б-Б
Фиг.З
/
х
Фиг. 2
| Заявка ФРГ № 2845271, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| САМОСТОПОРЯЩАЯ ЦАНГОВАЯ ГАЙКА | 2020 |
|
RU2743494C1 |
| Солесос | 1922 |
|
SU29A1 |
