Изобретение относится к обработке металлов давлением и может быть использовано, в частности, при горячей протяжке заготовок типа стаканов, применяемой для утонения с удлинением их стенок, а также калибровки по диаметру.
Цель изобретения - повышение качества изделий за счет исключения образования гофров на стенке стакана при съеме его с пуансона.
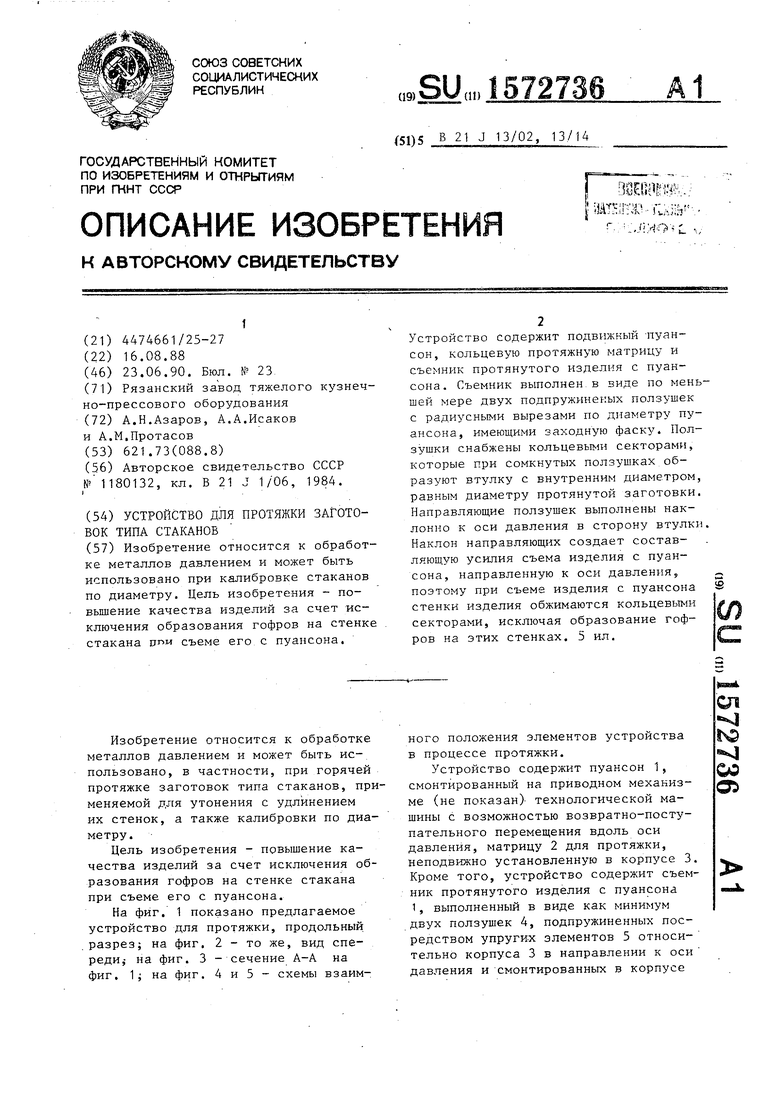
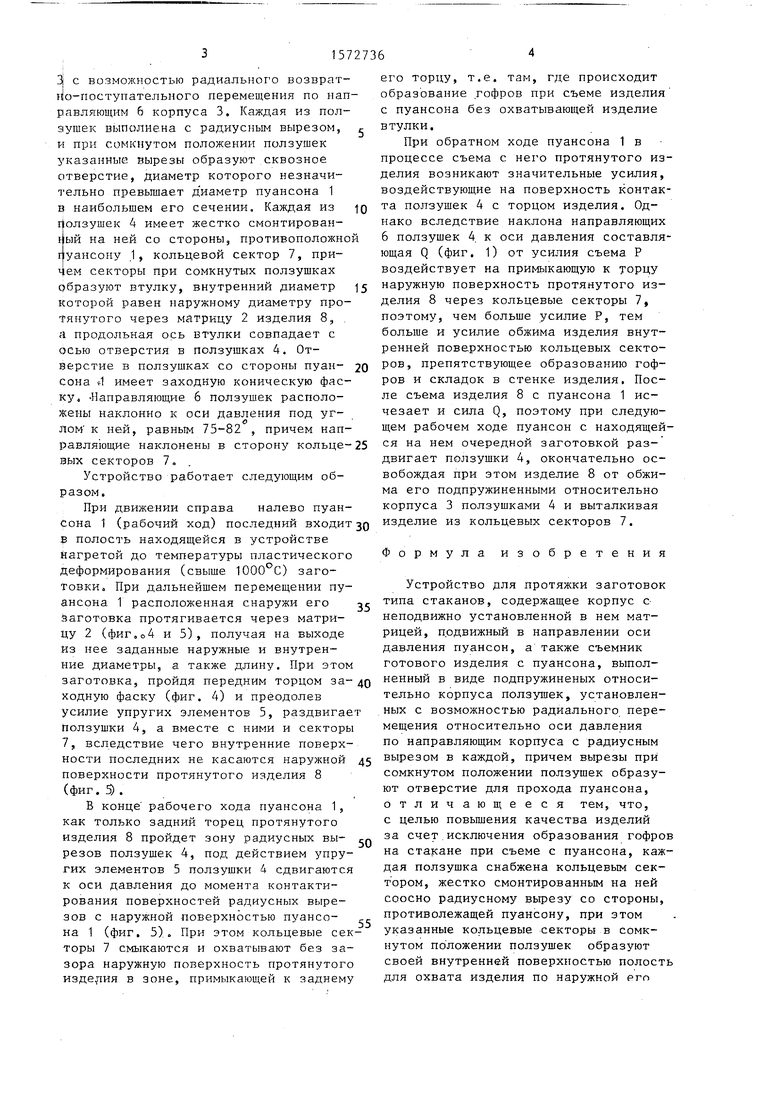
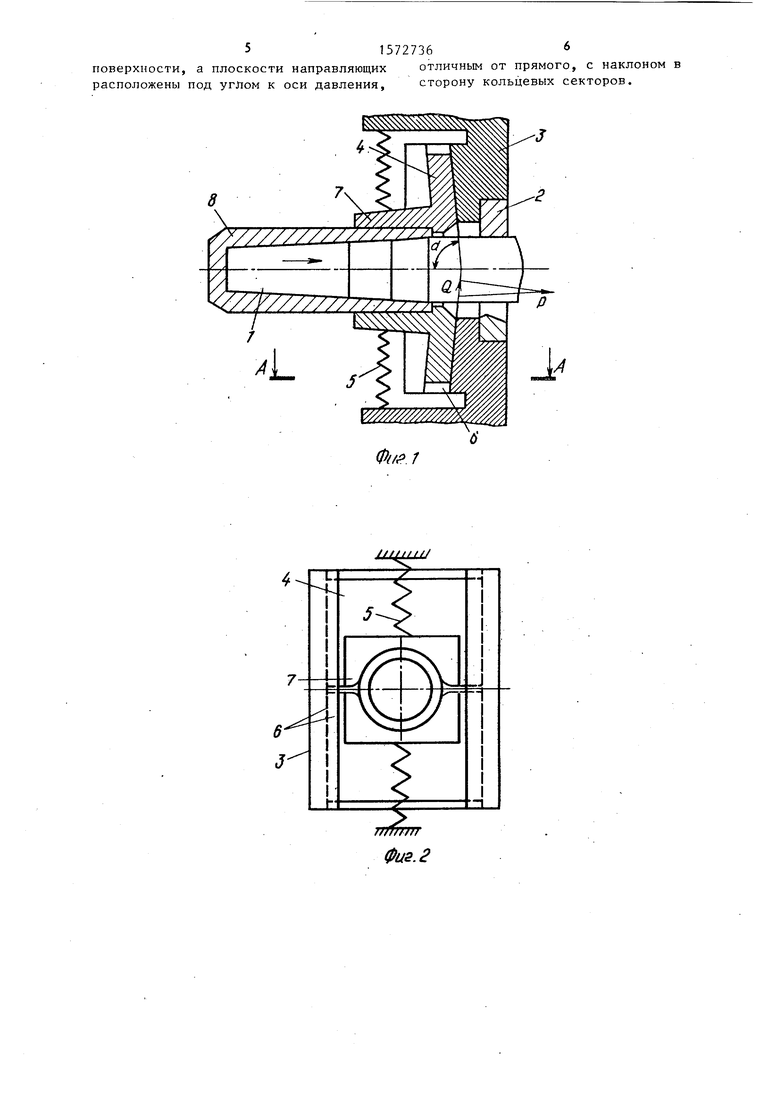
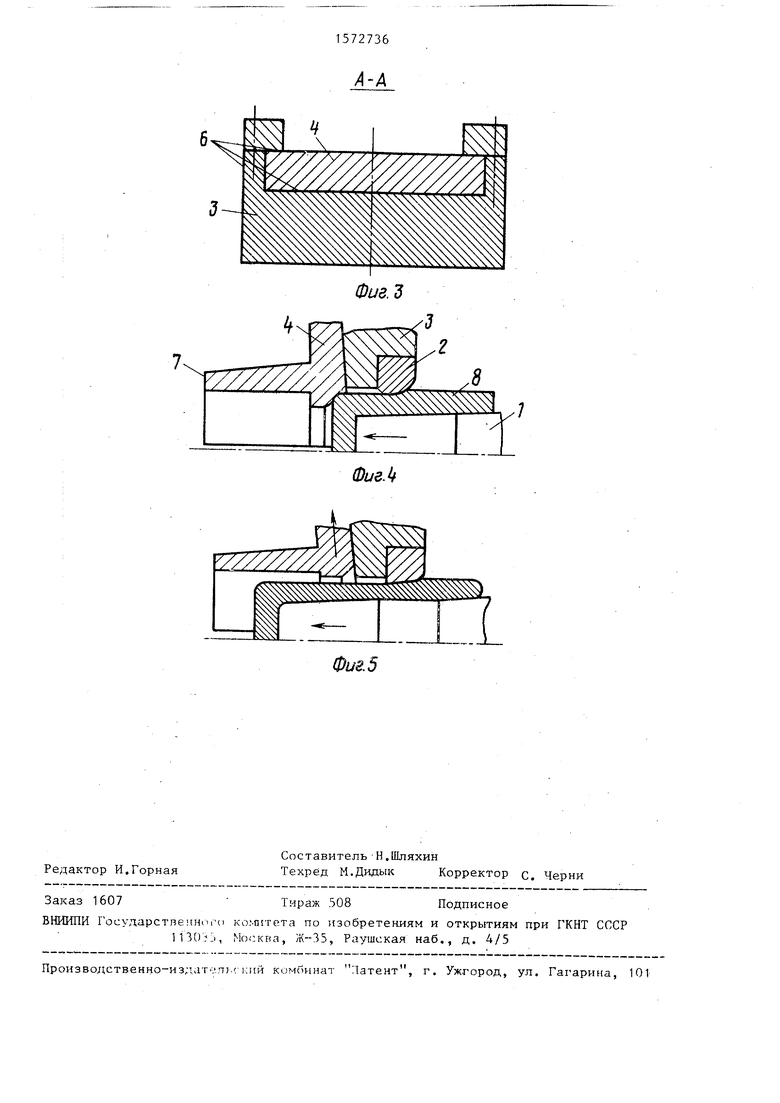
На фиг. 1 показано предлагаемое устройство для протяжки, продольный разрез; на фиг. 2 - то же, вид спереди,- на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 и 5 - схемы взаимного положения элементов устройства в процессе протяжки.
Устройство содержит пуансон 1, смонтированный на приводном механизме (не показан) технологической машины с возможностью возвратно-поступательного перемещения вдоль оси давления, матрицу 2 для протяжки, неподвижно установленную в корпусе 3. Кроме того, устройство содержит съемник протянутого изделия с пуансона 1, выполненный в виде как минимум двух ползушек 4, подпружиненных посредством упругих элементов 5 относительно корпуса 3 в направлении к оси давления и смонтированных в корпусе
го
со оэ
3 с возможностью радиального возвратно-поступательного перемещения по направляющим 6 корпуса 3. Каждая из пол- эушек выполнена с радиусным вырезом, г и при сомкнутом положении ползушек указанные вырезы образуют сквозное отверстие, диаметр которого незначительно превышает диаметр пуансона 1 в наибольшем его сечении. Каждая из ю г олзушек 4 имеет жестко смонтирован- ый на ней со стороны, противоположной пуансону 1, кольцевой сектор 7, причем секторы при сомкнутых ползушках образуют втулку, внутренний диаметр 15 которой равен наружному диаметру протянутого через матрицу 2 изделия 8, а продольная ось втулки совпадает с осью отверстия в ползушках 4, Отверстие в ползушках со стороны пуан- 20 сона И имеет заходную коническую фаску -Направляющие 6 ползушек расположены наклонно к оси давления под углом к ней, равным 75-82 , причем направляющие наклонены в сторону кольце-25 вых секторов 7.
Устройство работает следующим образом.
При движении справа налево пуансона 1 (рабочий ход) последний входитзо в полость находящейся в устройстве нагретой до температуры пластического Деформирования (свыше 1000°С) заготовки. При дальнейшем перемещении пуансона 1 расположенная снаружи его Заготовка протягивается через матрицу 2 (фиг,04 и 5), получая на выходе Из нее заданные наружные и внутренние диаметры, а также длину. При этом заготовка, пройдя передним торцом за- д ходную фаску (фиг. 4) и преодолев усилие упругих элементов 5, раздвигает ползушки 4, а вместе с ними и секторы 7, вследствие чего внутренние поверхности последних не касаются наружной Д поверхности протянутого изделия 8 (фиг. 5) .
В конце рабочего хода пуансона 1, как только задний торец протянутого изделия 8 пройдет зону радиусных вы- г резов ползушек 4, под действием упругих элементов 5 ползушки 4 сдвигаются к оси давления до момента контактирования поверхностей радиусных вырезов с наружной поверхностью пуансо- на 1 (фиг. 5). При этом кольцевые секторы 7 смыкаются и охватывают без зазора наружную поверхность протянутого изделия в зоне, примыкающей к заднему
его торцу, т.е. там, где происходит образование гофров при съеме изделия с пуансона без охватывающей изделие втулки.
При обратном ходе пуансона 1 в процессе съема с него протянутого изделия возникают значительные усилия, воздействующие на поверхность контакта ползушек 4 с торцом изделия. Однако вследствие наклона направляющих 6 ползушек 4 к оси давления составляющая Q (фиг. 1) от усилия съема Р воздействует на примыкающую к торцу наружную поверхность протянутого изделия 8 через кольцевые секторы 7, поэтому, чем больше усилие Р, тем больше и усилие обжима изделия внутренней поверхностью кольцевых секторов, препятствующее образованию гофров и складок в стенке изделия. После съема изделия 8 с пуансона 1 исчезает и сила Q, поэтому при следующем рабочем ходе пуансон с находящейся на нем очередной заготовкой раздвигает ползушки 4, окончательно освобождая при этом изделие 8 от обжима его подпружиненными относительно корпуса 3 ползушками 4 и выталкивая изделие из кольцевых секторов 7.
Формула изобретения
Устройство для протяжки заготовок типа стаканов, содержащее корпус с неподвижно установленной в нем матрицей, подвижный в направлении оси давления пуансон, а также съемник готового изделия с пуансона, выполненный в виде подпружиненых относительно корпуса ползушек, установленных с возможностью радиального перемещения относительно оси давления по направляющим корпуса с радиусным вырезом в каждой, причем вырезы при сомкнутом положении ползушек образуют отверстие для прохода пуансона, отличающееся тем, что, с целью повышения качества изделий за счет исключения образования гофро на стакане при съеме с пуансона, каждая ползушка снабжена кольцевым сектором, жестко смонтированным на ней соосно радиусному вырезу со стороны, противолежащей пуансону, при этом указанные кольцевые секторы в сомкнутом положении ползушек образуют своей внутренней поверхностью полост для охвата изделия по наружной его
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп | 1977 |
|
SU743769A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСКОЛОЧНОЙ ОБОЛОЧКИ КОРПУСА СНАРЯДА | 2016 |
|
RU2632726C1 |
| Штамп для многоместной обработки заготовок | 1986 |
|
SU1480962A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при калибровке стаканов по диаметру. Цель изобретения - повышение качества изделий за счет исключения образования гофров на стенке стакана при съеме его с пуансона. Устройство содержит подвижный пуансон, кольцевую протяжную матрицу и съемник протянутого изделия с пуансона. Съемник выполнен в виде по меньшей мере двух подпружиненных ползушек с радиусными вырезами по диаметру пуансона, имеющими заходную фаску. Ползушки снабжены кольцевыми секторами, которые при сомкнутых ползушках образуют втулку с внутренним диаметром, равным диаметру протянутой заготовки. Направляющие ползушек выполнены наклонно к оси давления в сторону втулки. Наклон направляющих создает составляющую усилия съема изделия с пуансона, направленную к оси давления. Поэтому при съеме изделия с пуансона стенки изделия обжимаются кольцевыми секторами, исключая образование гофров на этих стенках. 5 ил.
Г
/////////
Фиг. 2
А-А
Фиг. 5
ФигМ
| Устройство для охлаждения и смазки инструментального блока | 1984 |
|
SU1180132A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
