Изобретение относится к металлургии, конкретнее к непрерывному литью металла.
Целью изобретения является повышение выхода годного металла за счет плавного изменения интенсивности охлаждения заготовки при выходе ее за пределы охлаждаемой зоны кристаллизатора .
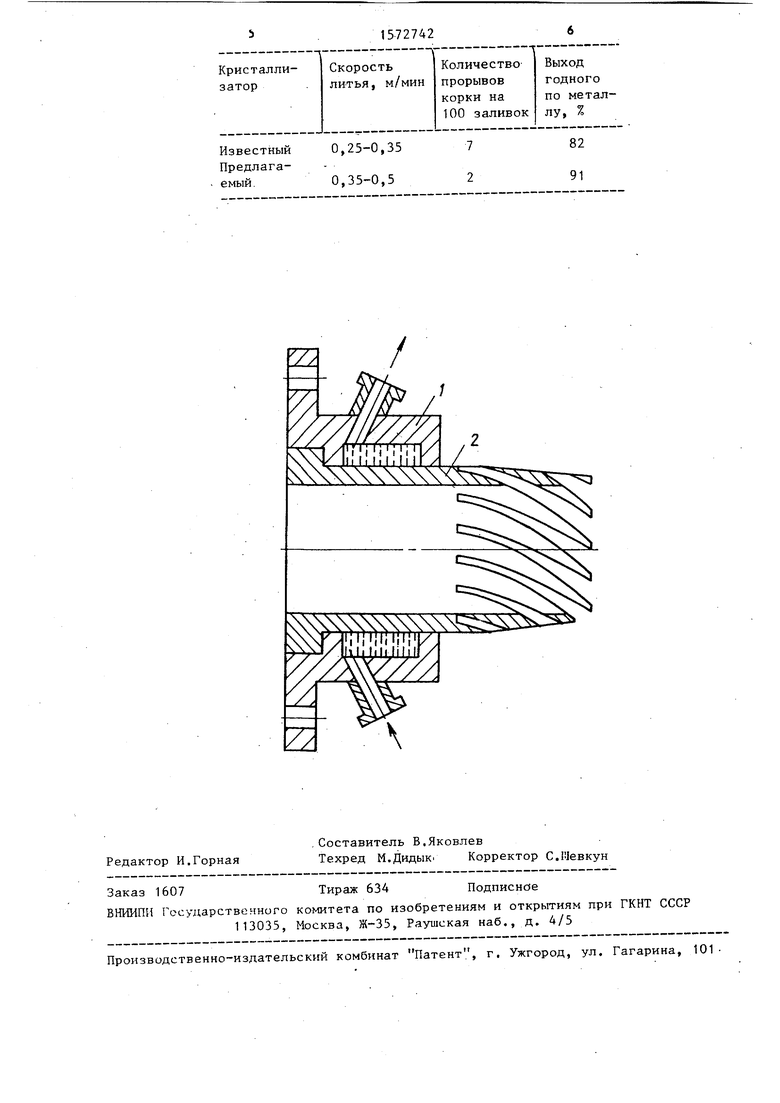
На чертеже изображен предлагаемый кристаллизатор.
Кристаллизатор сое кип ич водо- охлаждаемого 1 и р.Юочеи втулки 2. По лепнин выходи) за пределы водоохлаждаемой юны на расстояние 0,5-1,5 ее внутренне о пиаметра и снабжена равномерно о,и положенными по периметру скво пазами,
выполненными по винтовой линии, шаг которой составляет 1,0-3,0 внутреннего диаметра рабочей втулки, а суммарная ширина пазов составляет 0,1- 0,9 внутреннего периметра рабочей - втулки. Толщина выступающей части рабочей втулки уменьшается по длине до 0,3-0,5 толщины втулки в водоохлаждаемой зоне.
Кристаллизатор работает следующим образом.
Перед началом процесса литья заготовка вводится в водоохлаждаемую зону рабочей втулки, а затем в кристаллизатор подается жидкий металл. По мере затвердевания заготовка вытягивается из кристаллизатора. После попадания заготовки в выступающую
ел ю
йь
ю
часть втулки интенсивность охлаждения плавно изменяется. Выступающая часть втулки аккумулирует тепло заготовки и препятствует прогибам затвердевшей корочки. Поверхность заготовки, расположенная в сквозных пазах, охлаждается на воздухе за счет конвективного теплообмена.
При длине втулки, выходящей за пределы водоохлаждаемой зоны,- менее 0,5 ее внутреннего диаметра увеличивается опасность прорыва затвердев- корочки в результате динамичес- Kioro перемешивания металла падающей струей и металлостатического напора и снижается производительность установки за счет снижения скорости вытягивания заготовки. При длине втулки более 1,5 ее внутреннего диаметра увеличивается зона столбчатых кристаллов, возрастает сила трения в результате увеличенного контакта заготовки с рабочей втулкой и увеличиваются нагрузки на механизм привода установки.
Сквозные пазы выполняют по винтовой линии различным шагом, для обеспечения переменного сечения паза по высоте. Меньшее значение шага 1,0 берут для оформления верхней части сквозного паза, а большее значение шага 3,0 берут для оформления нижней Кромки того же паза. Колебания суммарной ширины пазов связаны с необходимостью создания переменной интенсивности охлаждения заготовки за Пределами водоохлаждаемой зоны кристаллизатора. Минимальная суммарная Ширина пазов - 1,0 внутреннего периметра рабочей втулки необходима для выхода режущего инструмента. Максимальная суммарная ширина пазов составляет 0,9 внутреннего периметра рабочей втулки и необходима для того чтобы в нижней части выступающей рабочей втулки не было острых кромок, которые при повышенных температурах могут быстро окисляться и быть тепловыми .концентраторами.
Снижение толщины выступающей части втулки по длине связано с уменьшением теплоаккумулирующей способности втулок. Толщина ее 0,3 толщины втулки в водоохлаждаемой зоне влияет на жесткость втулки, а более 0,5 толщины практически не изменяет тепло- аккумулирующую способность втулки
5
0
5
0
5
0
5
0
5
и тем самым не улучшает условия охлаждения заготовки.
Пример выполнения рабочей втулки с внутренним диаметром 100 мм: длина втулки за пределами кристаллизатора 50 мм, шаг винтовой линии, оформляющей верхнюю часть сквозного паза 75 мм, шаг винтовой линии, оформляющей нижнюю часть сквозного паза 100 мм, ширина паза 28 мм, максимальная толщина втулки в кристаллизаторе 11,3 мм, максимальная толщина втулки 3,4 мм.
Результаты опробования кристаллизатора приведены в таблице.
Использование предлагаемого кристаллизатора позволит плавно изменять интенсивность охлаждения непрерывно- литой заготовки в выступающей части рабочей втулки, исключить отжиг корки за счет тепла жидкой сердцевины заготовки и повысить выход годного металла за счет предотвращения прорывов .
Формула изобретения
1.Кристаллизатор для непрерывного литья металлов,- содержащий водо- охлаждаемый кожух и установленную в нем рабочую втулку, при этом охлаждаемая зона кристаллизатора расположена со стороны входной части втулки на части ее длины, отличающийся тем, что, с целью повышения выхода годного металла за счет плавного изменения интенсивности охлаждения заготовки при выходе ее за пределы охлаждаемой зоны кристаллизатора, длина неохлаждаемой части рабочей втулки составляет 0,5-1,5
ее внутреннего диаметра и выполнена с равномерно расположенными по ее периметру сквозными пазами, суммарная ширина которых составляет 0,1-0,9 внутреннего периметра рабочей втулки.
2.Кристаллизатор по п. 1, отличающийся тем, что сквозные пазы расположены по винтовой линии, шаг которой составляет 1,0- 3,0 внутренних диаметров рабочей втулки.
3.Кристаллизатор по пп. 1 и 2, о тличающийся тем, что втулка выполнена с уменьшением ее толщины по длине неохлаждаемой части до 0,3-0,5 ее толщины на охлаждаемом участке,
0,25-0,35 0,35-0,5
82 91

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2232665C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048966C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Устройство для отливки слитков вВАКууМЕ C иНОКуляТОРАМи | 1979 |
|
SU850303A1 |
| Кристаллизатор | 1980 |
|
SU952422A1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048242C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| Способ изготовления кристаллизатора для горизонтального непрерывного литья | 1987 |
|
SU1577914A1 |
Изобретение относится к металлургии, конкретнее к непрерывному литью металла. Цель изобретения - повышение выхода годного металла за счет плавного измерения интенсивности охлаждения заготовки при выходе ее за пределы охлаждаемой зоны кристаллизатора. Кристаллизатор для непрерывного литья металла состоит из водоохлаждаемого кожуха 1 и рабочей втулки 2. Рабочая втулка выходит за пределы водоохлаждаемой зоны на расстояние 0,5...1,5 ее внутреннего диаметра и снабжена равномерно расположенными по периметру сквозными пазами, выполненными по винтовой линии, шаг которой составляет 1,0...3,0 внутреннего диаметра рабочей втулки, а суммарная ширина пазов составляет 0,1...0,9 внутреннего периметра рабочей втулки. Толщина выступающей части рабочей втулки уменьшается по длине до 0,3...0,5 толщины втулки в водоохлаждаемой зоне. 2 з.п. ф-лы, 1 ил., 1 табл.
| Горизонтальный кристаллизатор дляНЕпРЕРыВНОй РАзлиВКи | 1977 |
|
SU806237A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
