ел j
00
ел
Изобретение относится к технологии изготовления магнитопроводов электрических машин и может быть использовано в электротехнической промыш- ленностИс,
Целью изобретения является повышение качества изготавливаемых изделий за счет обеспечения однородности сварных швов о
На чертеже изображена схема продо- рая ивания и сварки магнитопровода
Способ осуществляют следующим образом
Листы магнитопровода 1 ориентируют и собирают в пакет, который опрессо- выйают между матрицей 2 и пуансоном 3 давлением 8-10 МПал После опрессовки боковую поверхность пакета магнито- прбвода в местах сварки продораживают посредством резцов 4 до удаления слоев материала с повышенной электрической проностью (коисные, адгезионные и адсорбционные слои различного происхождения) о Затем в спрессованном со- стоянии производят сварку магнитопро- воДа горелками 5 при скорости сварки 7-20 м/с, силе сварочного тока 50 - 100 А с использованием неплавящихся (вольфрамовых) электродов с заточ- кой на конус длиной 10-12 мм, радиусом закругления конца 052-0,4 мм и на расстоянии 0S8 - 1,5 мм от поверхности магнитопровода до электрода без
учета глубины продораживания0 Расход аргона составлйет 2-4 л/мин0 Сдвиг листов магнитопровода один относительно другого по периферии не превышает 0,2 мм0
Продораживание пакета листов магнитопровода в местах сварки позволяет снизить расход аргона, повысить кчество сварочного шва за счет удаления с поверхности магнитопровода изоляционного покрытия с повышенной электрической прочностью.
Формула изобретения
Способ изготовления магнитопровода электрической машины, по которому ориентируют пластины, собирают пластины в пакет, спрессовывают пакет и скрепляют пакет в опрессован- ном состоянии сваркой в среде аргона, отличающийся тем, что, с целью повышения качества изготавливаемых изделий за счет обеспечения однородности сварных швов, опрессовку пакета производят давлением 8-10 МПа, перед сваркой продораживают пакет в зоне сварки до удаления слоев с повышенной электрической прочностью, а сварку ведут при силе сварочного тока 50-100 А, расход аргона 2-4 л/мин и скорости 7-20 м/с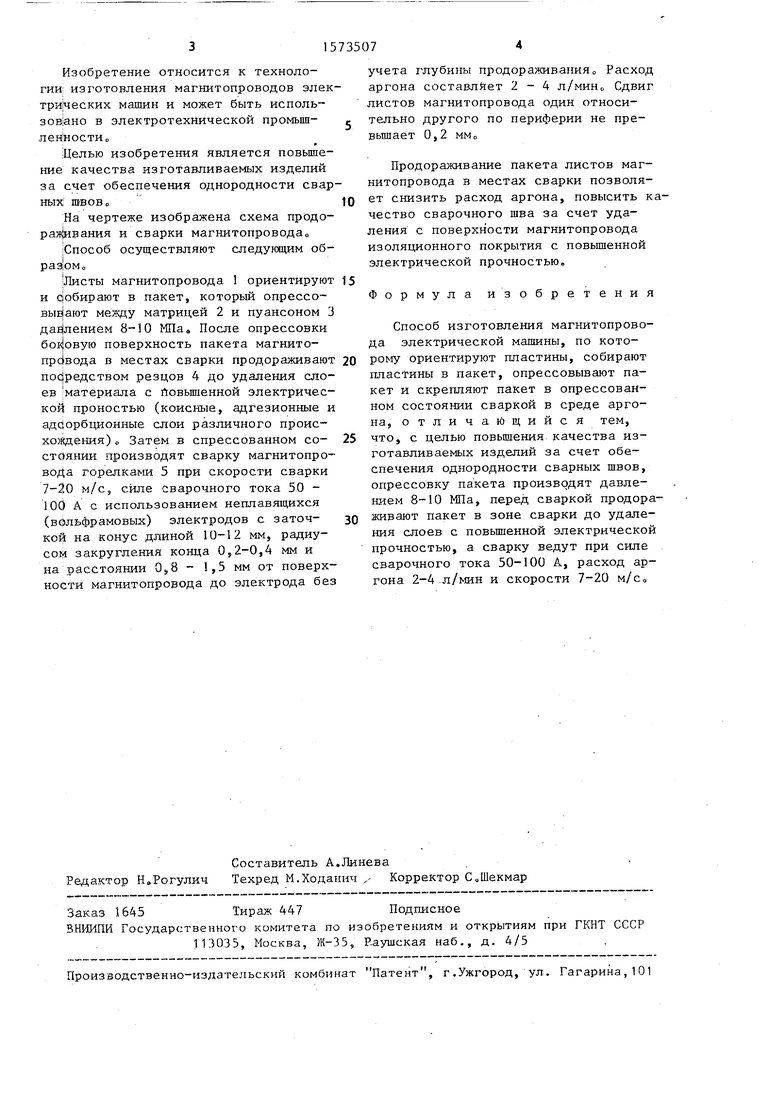
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления магнитопроводов | 1988 |
|
SU1621123A2 |
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1684866A2 |
| Способ изготовления шихтованных полюсов электрических машин | 1981 |
|
SU1015472A1 |
| Способ дуговой сварки неплавящимся электродом в защитных газах | 1976 |
|
SU733905A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ СИЛЬФОНОВ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1999 |
|
RU2157415C1 |
| Полуавтомат для сборки пакетов сердечников электрических машин | 1982 |
|
SU1053227A1 |
| МАГНИТОПРОВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2035822C1 |
| Полуавтомат для сборки пакетов сердечников электрических машин | 1986 |
|
SU1387111A1 |
Изобретение относится к технологии изготовления магнитопроводов электрических машин и может быть использовано в электротехнической промышленности. Целью изобретения является повышение качества изготавливаемых изделий за счет обеспечения однородности сварных швов. Пластины 1 магнитопровода собирают в пакет и опрессовывают между матрицей 2 и пуансоном 3 давлением 8-10 МПа, в опрессованном состоянии продораживают пакет в местах сварки резцами 4 до удаления слоев с повышенной электрической прочностью и производят скрепление пакета сваркой горелками 5. Сварку ведут при силе сварочного тока 50-100 А, расходе аргона 2-4 л/мин и скорости 7-20 м/с. 1 ил.
| Авторское свидетельство НРБ № 227749, кл, Н 02 К 15/02, 1977 | |||
| Способ изготовления шихтованных полюсов электрических машин | 1981 |
|
SU1015472A1 |
