
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2510679C1 |
| Способ обработки труб | 1990 |
|
SU1810186A1 |
| УСТРОЙСТВО ДЛЯ ВЫПЕЧКИ ПОЛЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1997 |
|
RU2121274C1 |
| Штамп для калибровки полых изделий | 1976 |
|
SU564037A1 |
| Механический пресс | 1979 |
|
SU863405A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2341371C2 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009021C1 |
| Устройство для прессования изделий из порошков | 1978 |
|
SU753644A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Инструмент для выдавливания деталей с хвостовиком типа корпусов гидроцилиндров | 1980 |
|
SU996044A1 |
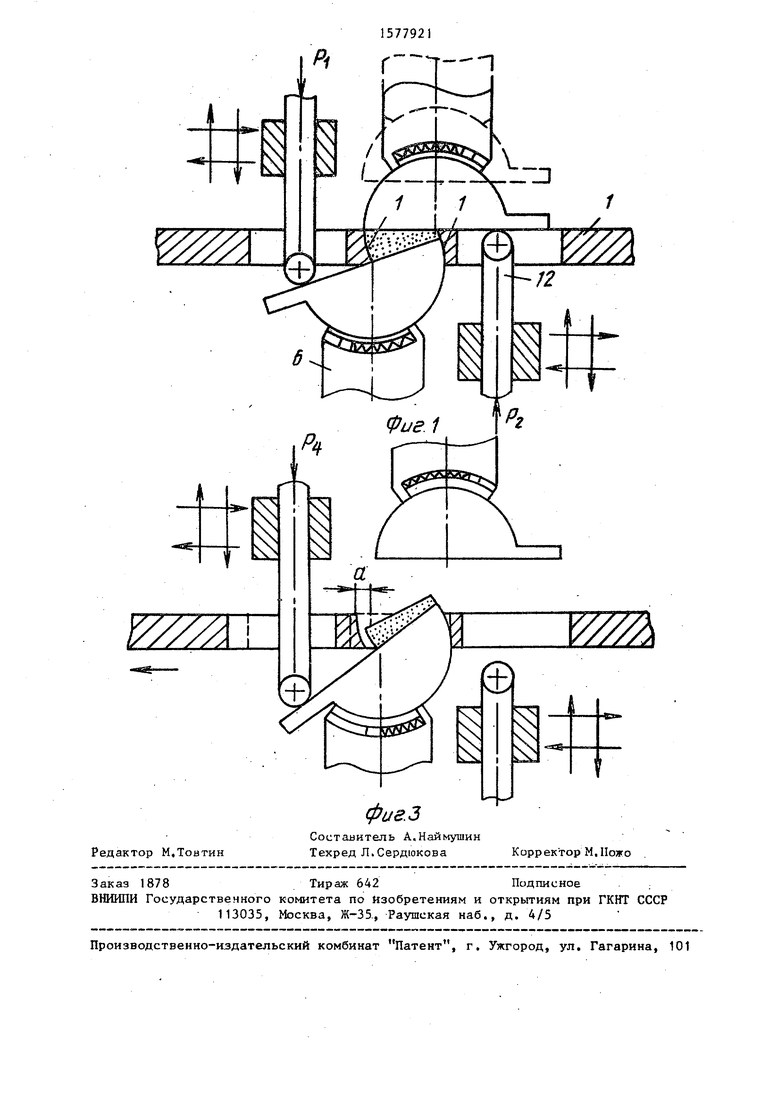
Изобретение относится к порошковой металлургии. Цель - повышение качества изделий, а также эксплуатационных характеристик пресс-формы. При воздействии толкателей 11 и 12 на пуансоны 3 и 4 последние совершают поворотное движение, опираясь на край матрицы 1 и сопрягаемые поверхности 7 и 8 механизмов 5 и 6 подвода, и прессуют изделие. По окончании прессования нижним пуансоном 4 производят выталкивание готового изделия из матрицы, которая выполнена разъемной для свободного удаления изделия. При работе устройства, в котором механизмы 5 и 6, поддерживающие пуансоны 3 и 4, вынесены за пределы полости матрицы, а последняя выполнена разъемной, готовые изделия не ломаются при выпрессовке. 2 з.п.ф-лы, 3 ил.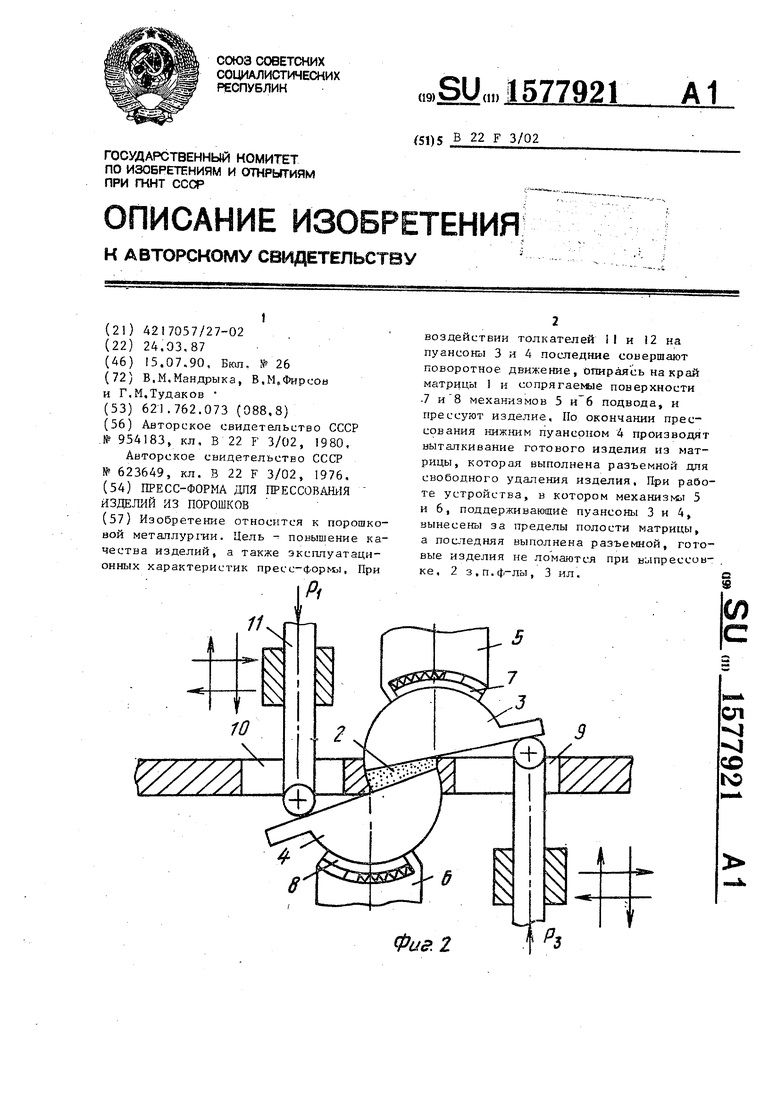
| Пресс-форма для прессования порошков | 1980 |
|
SU954183A1 |
