но. Силовые гидроцилиндры 32 и 33 управляются от распределителя (не показан).
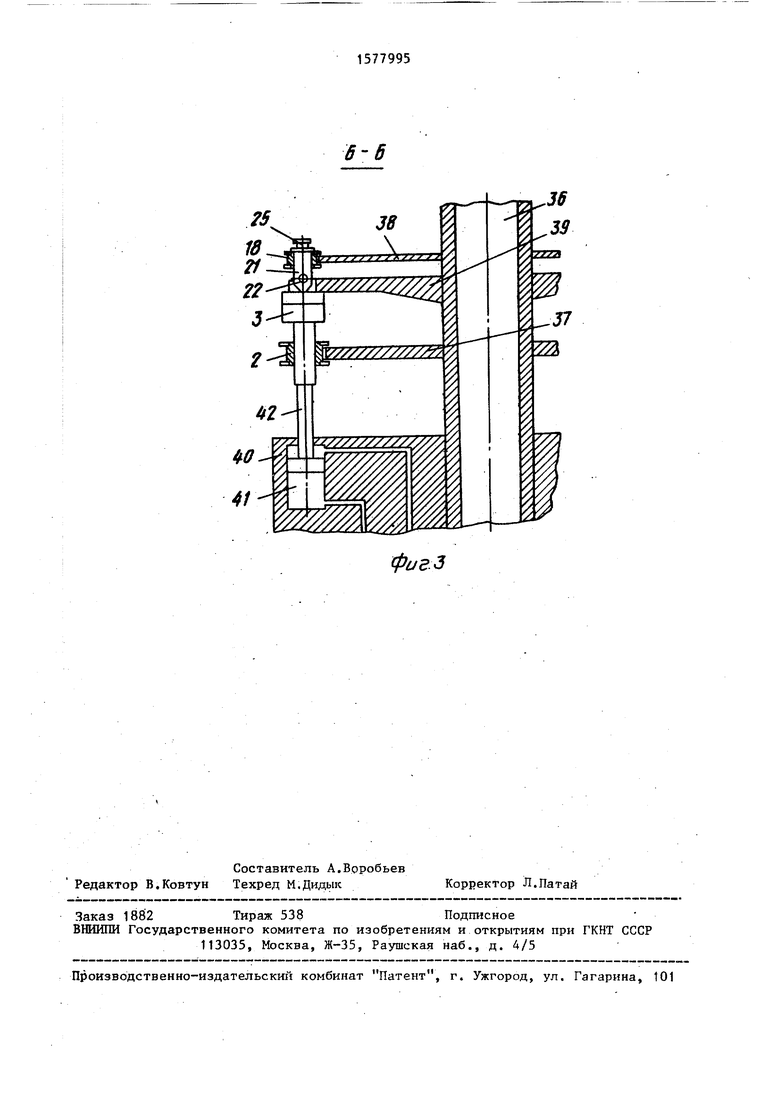
Ротор подпрессовки 10 (фиг. 3) содержит вал 36, на котором жестко закреплены звездочки 37 и 38 и упорный диск 39, а также барабан 40, в котором размещены силовые гидроцилиндры 41 со штоками 42.Силовые гидроцилинд ры 41 управляются от распределителя (не показан).
Роторно-конвейерная машина работает следующим образом.
При включении машины в работу посредством привода (не показан) вращаются роторы 6, 8, 9, 10, 12, 13, 16 и конвейерные цепи 1, 15 и 17. j Арматура 7 подается в ротор загрузки 6, где укладывае-Гся в основание 4 литьевой формы 3, которое вставлено в шарнир 2 конвейерной цепи 1. Цепь 1 транспортирует литьевую форму 3 в машине. Затем основани формы 4 вместе с арматурой 7 переносится на ротор совмещения 8,где оно совмещается с крышкой 5, подаваемой цепью 15, и литьевая форма 3 закры- вается замком. Далее закрытая форма 3 перен9сится в ротор инжекции 9. Резиновая заготовка 23 в роторе инжекционных цилиндров загружается через отверстие 22 в корпус 21 инжекцион- ного цилиндра 19. Его шток 25 находится при этом в поднятом положении Инжекционный цилиндр 19 с заготовкой 23 транспортируется цепью 17 в ротор инжекции 9. Здесь литниковое отверстие 24 литьевой формы 3 совмещается с инжекционным цилиндром 19. Затем включается силовой гидроцилиндр 32, который штоком 34 поднимает литьевую форму 3 до соприкосновения с упорным диском 29 и инжекционным цилиндром 19 и включается силовой гидроцилиндр 33, шток 35 которого .давит на шток 25 и передавливает резиновую заготовку 23 из инжекциоя- ного цилиндра 19 через литьевое отверстие 24 и отверстие в крышке 5 (не показано) в литьевую форму 3. Затем шток 35 гидроцилиндра 33 поднимается в исходное положение, шток 34 гидроцилиндра 32 также опускается в исходное положение. Литьевая форма 3 остается в поднятом положении и так совместно с инжекционным цилиндром 19 транспортируется в ротор подпрессовки 10.
5
0
5
Q
0
5
0
5
0
5
Во время передавливания резиновой смеси и транспортирования разъем литьевой формы 3 от давления резиновой смеси в форме приоткрывается и в нега выходит излишек резиновой смеси и воздух, сжимаемый в полости литьевой формы 3 резиновой смесью при ее инжекции.
При внесении цепью 1 литьевой формы 3 с инжекционным цилиндром 19 в ротор подпрессовки 10 включается гидроцилиндр 41, который штоком 42 сжимает литьевую форму 3. Форма 3 упирается крышкой 5 в упорный диск 39, происходит окончательное формование изделия и обрука облоя режущими кромками, имеющимися на основании 4 литьевой формы 3. После этого шток 42 гидроцилиндра 41 возвращается в исходное положение и литьевая форма 3 опускается. Литник остается на ин- жекционном цилиндре 19, который уносится цепью 17 к ротору инжекционных цилиндров 16. 3aTek литьевая форма 3 проходит через камеру вулканизации 11, где изделие вулканизуется.
Далее литьевая форма 3 с готовым изделием 14 подается в ротор размыкания 12, где открывается литьевая форма 3 и откуда крышка 5 направляется к ротору совмещения 8, а основание 4 с готовым изделием 14 направляется к ротору съема 13. Здесь готовое изделие 14 снимается с основания 4 литьевой формы 3, обруки облоя удаляются из основания 4, которое далее транспортируется в ротор загрузки. Затем цикл повторяется.
Предлагаемая роторно-конвейерная машина обеспечивает автоматическое получение качественных безоблойных изделий без литников и выпоров.
Вынесение инжекционных цилиндров и ротора инжекции упрощает конструкцию роторной машины и ее эксплуатацию и обеспечивает возможность питания машины резиновыми заготовками.
Формула изобретения
Роторно-конвейерная машина для изготовления полимерных изделий, содержащая инжекционные цилиндры, замкнутый конвейер, в шарнирах которого закреплены литьевые формы, ротор инжекции и ротор извлечения готовых изделий, отличающаяся тем, что, с целью упрощения конструкции и повышения качества изделий,
за ротором инжекции установлен ротор подпрессовки, а инжекционные цилиндры расположены на отдельной конвейерной цепи, огибающей роторы инжекнии и подпрессовки, причем инжекционные цилиндры совмещены с литьевыми формами в роторах ИНЖРКЦИИ и 5 подпрессовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Устройство для герметизации секций конденсаторов | 1980 |
|
SU868851A1 |
| Ротор инжекции роторно-конвейерной литьевой машины | 1989 |
|
SU1703474A1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| Роторно-конвейерная литьевая машина | 1989 |
|
SU1666324A1 |
| Ротор инжекции роторно-конвейерной литьевой машины | 1989 |
|
SU1685733A1 |
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
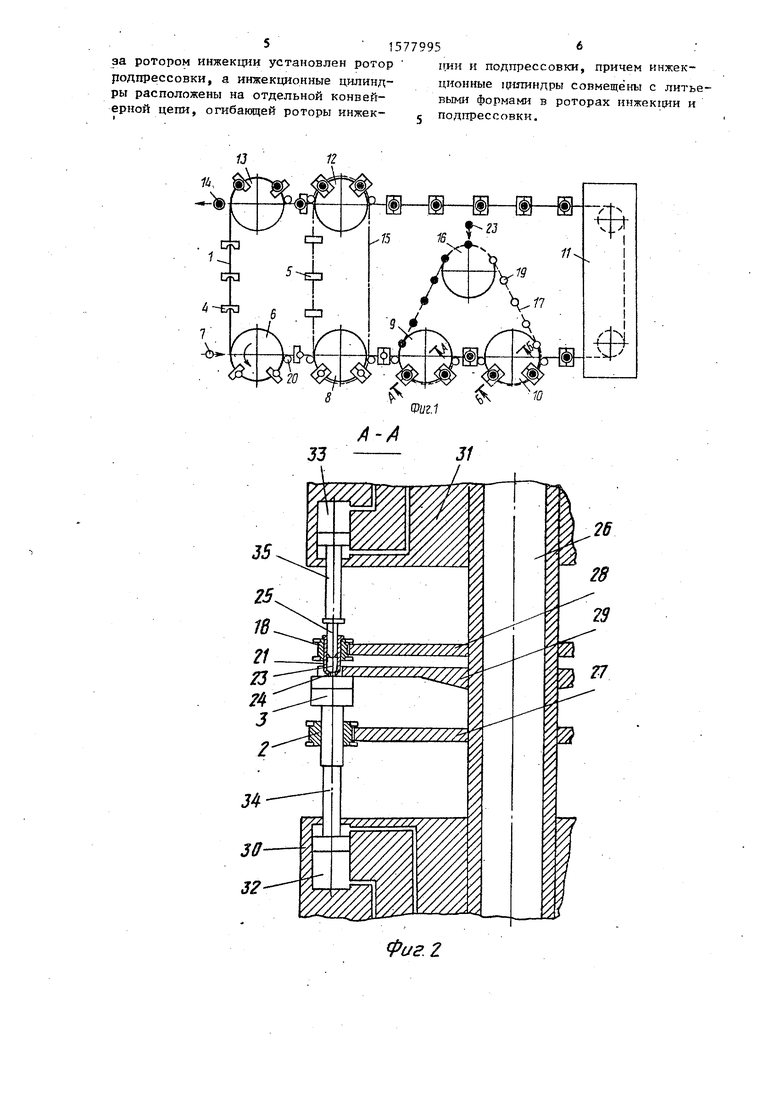
Изобретение относится к оборудованию для производства изделий из полимерных материалов, в частности уплотнителей подшипников качения, и может быть использовано в резинотехнической промышленности. Цель изобретения - упрощение конструкции и повышение качества изделий. Машина содержит конвейерную цепь, в шарнирах которой установлены литьевые формы, ротор инжекции, ротор подпрессовки, ротор съема готовых изделий, конвейерную цепь, в шарнирах которой размещены инжекционные цилиндры. Ротор подпрессовки установлен за ротором инжекции, а конвейерная цепь огибает указанные роторы. 3 ил.
/J
Я
Фиг1
Ј
10
А-А
Фиг 2
S 6
фиг.З
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 754781, кл | |||
| Солесос | 1922 |
|
SU29A1 |
