Фиг 1
Изобретение относится к порошковой металлургии, в частности, к межоперационным транспортным устройствам для дозирования сыпучих материалов.
Цель изобретения - повышение производительности.
На фиг. 1 представлена схема устройства; на фиг. 2 - схема устройства с кареткой в заднем крайнем положении; на фиг. 3 - разрез А-А на фиг. 1.
Устройство для дозированной равномерной укладки материалов, например, сыпучих, на ленту приемного конвейера 1 включает расположенный на основании 2 поперек ленты приемного конвейера 1 подаю; щий ленточный конвейер. Последний состоит из приводного 3, натяжного 4, концевого 5, обводного 6 барабанов, охватывающей барабаны ленты 7, выдвижной каретки 8 с опорными катками 9, перемещающимися по неподвижным направляющим скалкам 10, связанного с кареткой 8 винтового механизма 11 для сообщения последней возвратно-поступательного движения и приводов 12 и 13, соответственно для выдвижения каретки 8 и перемещения ленты 7.
Барабаны 3 и 4 установлены на неподвижных осях 14 и 15, смонтированных на основании, а барабаны 5 и б установлены на осях 16 и 17, подвижно установленных на каретке 8. Для регулировки ширины полосы укладки материалов на приемный конвейер на раме подвижно установлен бесконтактный конечный выключатель 18. Кроме того, устройство снабжено регуляторами 19 и 20 числа оборотов привода выдвижения каретки 8 и привода
13перемещения ленты 7 в зависимости от скорости движения ленты приемного конвейера 1.
Устройство работает следующим образом. Цилиндрические барабаны 3 и 4 вращаются от привода 2 вокруг неподвижных осей
14и 15. Два равных по величине и диаметру барабана 5 и 6 получают свободное вращение вокруг подвижных осей. 16 и 17, установленных на каретке 8, от замкнутой гибкой ленты 7, охватывающей приводной 3, натяжной 4, концевой 5 и обводной 6 барабаны. При вращении приводного барабана 3 вокруг оси 14 каретка 8 с барабанами 5 и 6 может перемещаться по направляющим скалкам 10 с любым законом движения. Для осуществления заданного закона возвратно-поступательного движения каретка 8 имеет винтовой механизм 11, устанавливающий направление и скорость каретки, а также бесконтактный конечный выключатель 18, регулирующий длину хода каретки.
Когда каретка 8 находится в крайнем заднем положении (фиг. 2), включается механизм загрузки рабочей поверхности ленты 7 соответствующим материалом. Одновременно включаются приводы 13 и 12 барабана 3 и каретки 8. Лента 7 начинает переносить груз в направлении барабана 5, установленного на переднем срезе каретки 8. При этом каретка 8 движется вперед, увеличивая длину рабочей поверхности ленты 7.
При движении каретки 8 вперед скорость переноса материала V в направлении конвейерной ленты равна сумме скоростей каретки Vw и замкнутой ленты 7 V Поэтому происходит перемещение груза без сброса продукта с ленты.
0 При выдвижении каретки 8 в крайнее переднее положение (фиг. 1) происходит изменение направления вращения винта механизма 11 и каретка 8 начинает двигаться в обратном направлении, в результате
чего происходит уменьшение длины рабочей поверхности замкнутой ленты .(скорости 14 и VA вычитаются) и груз с поверхности ленты 7, уходящей под каретку 8, самопроизвольно скатывается на поверхность движущейся конвейерной ленты конвейера 1
р термического агрегата. Циклы повторяются и конвейерная лента термического агрегата непрерывно заполняется равномерным слоем материала.
Скорость движения каретки 8 регулиру- 5 ется в соответствии со скоростью движения загружаемой конвейерной ленты.
Формула изобретения
Устройство для дозированной равномерной укладки материалов на движущуюся ленту приемного конвейера, включающее расположенный поперек ленты приемного конвейера подающий ленточный конвейер с выдвижной от привода кареткой, связанной с
концевым барабаном, отличающееся тем, что с целью повышения производительности, оно снабжено регуляторами числа оборотов привода выдвижения каретки и привода перемещения ленты подающего ленточного конвейера в зависимости от скорости движения ленты приемного конвейера.
5 16
yvwvwv
/4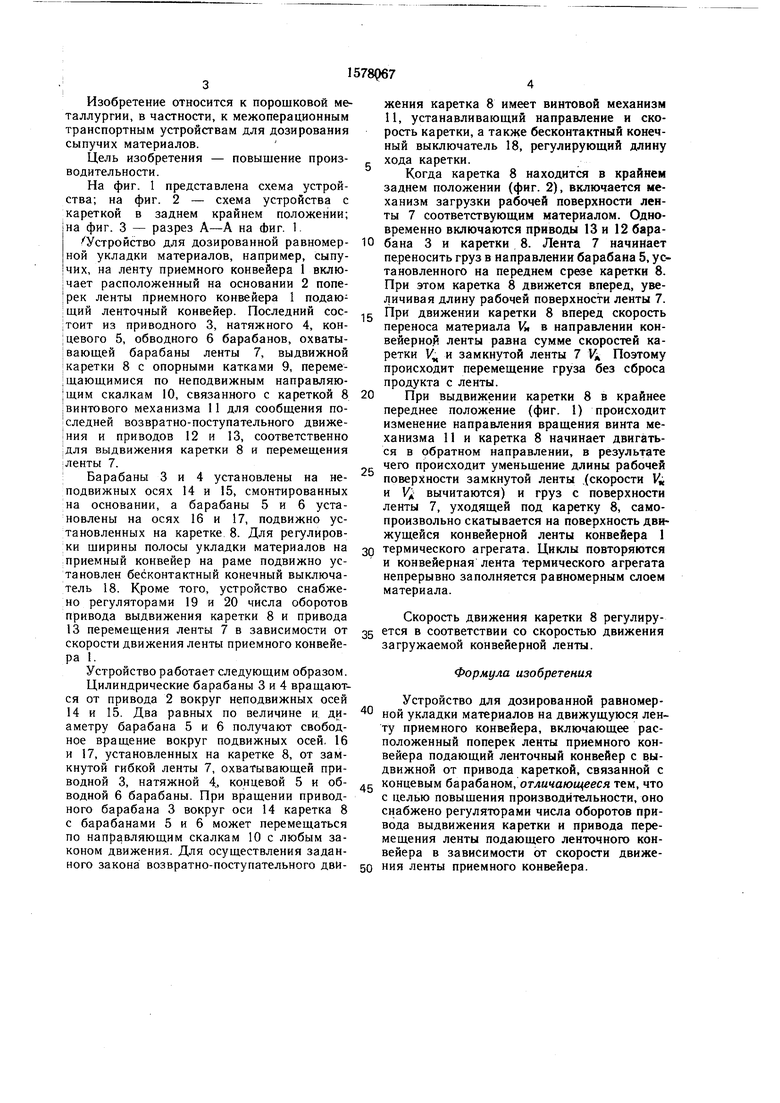
| название | год | авторы | номер документа |
|---|---|---|---|
| Перегружатель ленточный раздвижной | 2023 |
|
RU2814534C1 |
| Телескоп кассетный ленточный | 2024 |
|
RU2828312C1 |
| КОНВЕЙЕРНАЯ ОТКАТКА | 2016 |
|
RU2627918C2 |
| Ленточный конвейер | 1991 |
|
SU1838215A3 |
| МОСТОВОЙ ПЕРЕГРУЖАТЕЛЬ НЕПРЕРЫВНОГОДЕЙСТВИЯ | 1971 |
|
SU435178A1 |
| Устройство для промежуточной разгрузки ленточного конвейера | 1990 |
|
SU1708719A1 |
| Крутонаклонный ленточный конвейер | 1986 |
|
SU1766786A1 |
| Рама ленточного конвейера | 1988 |
|
SU1671557A1 |
| Ленточный конвейер с опорами скольжения | 1990 |
|
SU1788942A3 |
| ШТРЕКОВЫЙ ПЕРЕГРУЗОЧНЫЙ ПУНКТ | 1992 |
|
RU2044890C1 |
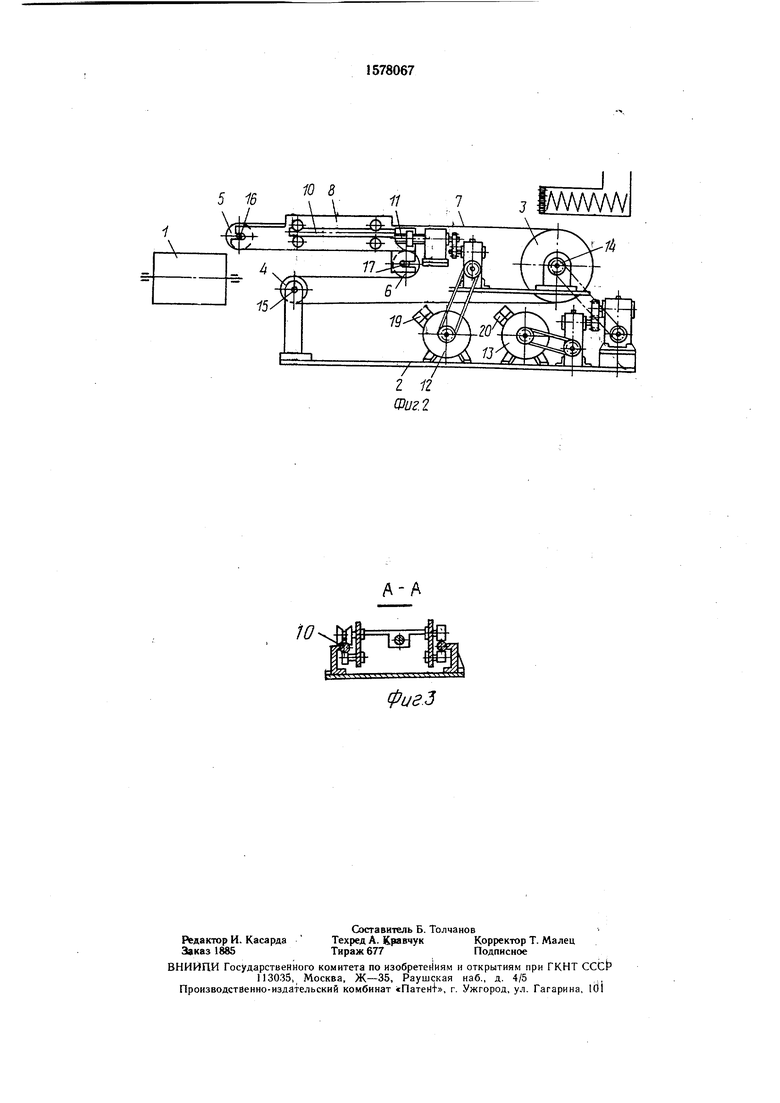
Изобретение относится к порошковой металлургии и позволяет повысить производительность. Поперек ленты приемного ленточного конвейера /ЛК/ 1 расположен подающий ЛК с выдвижной от привода /П/ 12 кареткой /К/ 8, связанной с концевым барабаном 5. Лента 7 подающего ЛК имеет П 13. При этом П 12, 13 имеют регуляторы 19, 20 числа оборотов в зависимости от скорости движения ленты ЛК 1. Материал подается на ленту 7 и перемещается к барабану 5, который перемещается с К 8. При переключении П 12 осуществляется возврат К 8 и сбрасывание материала на ленту ЛК 1. При изменении скорости ленты ЛК 1 регуляторами 19, 20 изменяют число оборотов П 12, 13. 3 ил.
фигЗ
| Перегрузочное устройство | 1985 |
|
SU1288138A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для перегрузки штучных грузов | 1984 |
|
SU1244061A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
