Изобретение относится к машиностроению, в частности к способам изготовления высокопрочных крепежных изделий, преимущественно резьбовых элементов - болтов, гаек, шпилек.
Цель изобретения - повышение вязкости, хладостойкости и прочности крепежных изделий из малоуглеродистых сталей, изготовленных из заготовок с исходной структурой, состоящей из феррита и пластинчатого перлита.
Способ заключается в следующем.
Заготовки из малоуглеродистой стали закаливают с температуры, на 50- 70°С превышающей точки Кюри, со скоростью охлаждения 45-70 град/с проводят холодное формирование резьбы и отпускают
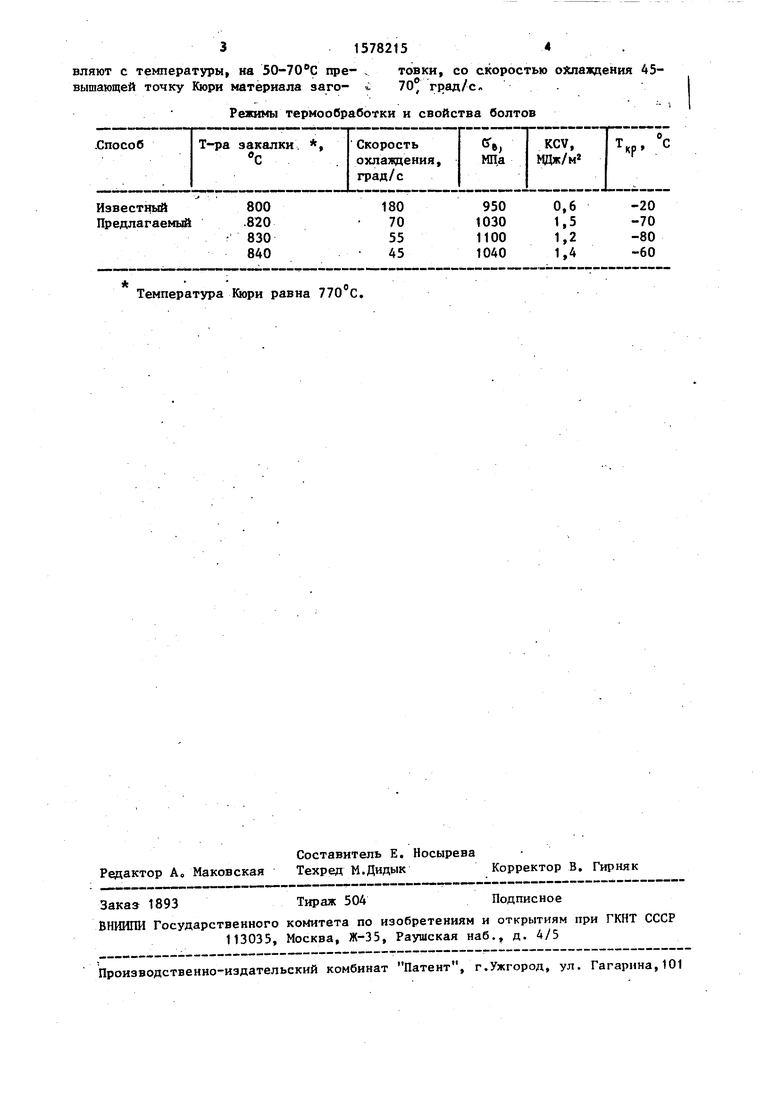
Пример. Изготавливали болты М12 из стали 20 по известному и предложенному способам. Термообработку заготовок.проводили по режимам, приведенным в таблице, после чего проводили холодное формирование резьбы и отпуск при 300°С 40 мин.
Как следует из таблицы, предложенный способ обеспечивает повышение вязкости, хладостойкости и прочности крепежных изделий
Формула изобретения
Способ изготовления крепежных
резьбовых изделий из малоуглеродистых сталей, включающий закалку заготовок из межкритического интервала температур АС,-АС5, холодное формирование резьбы и отпуск, отличающийся тем, что, с целью повышения вязкости, хладостойкости и прочности крепежных изделий, изготовленных из заготовок с исходной структурой, состоящей из феррита и гита с- тинчатого перлита, закалку осущсствляют с температуры, на 50-70°С превышающей точку Кюри материала заготовки, со скоростью охлаждения 45- 70 град/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крепежных изделий | 1982 |
|
SU1087554A1 |
| Способ изготовления крепежных резьбовых изделий из низкоуглеродистой стали | 1985 |
|
SU1301855A1 |
| Способ термодиффузионного цинкования крепежных деталей из сталей бейнитного класса с одновременным повышением их хладостойкости | 2015 |
|
RU2607505C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1993 |
|
RU2034051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ БЕЗ ПРОВЕДЕНИЯ СФЕРОИДИЗИРУЮЩЕГО ОТЖИГА | 2023 |
|
RU2814574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА ГОРЯЧЕЙ ШТАМПОВКОЙ | 2016 |
|
RU2630084C1 |
| СТАЛИ СО СТРУКТУРОЙ ПАКЕТНОГО МАРТЕНСИТА | 2012 |
|
RU2507297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА ГОРЯЧЕЙ ШТАМПОВКОЙ | 2016 |
|
RU2630082C1 |
Изобретение относится к машиностроению, в частности к способам изготовления высокопрочных крепежных изделий, преимущественно резьбовых элементов: болтов, гаек, шпилек. Цель изобретения - повышение вязкости, хладостойкости и прочности крепежных изделий из малоуглеродистых сталей, изготовленных из заготовок с исходной структурой, состоящей из феррита и пластинчатого перлита. Заготовки из малоуглеродистой стали закаливают с температуры, на 50-70°С превышающей точку Кюри, со скоростью 45-70°С/с, проводят холодное формирование резьбы и отпуск. 1 табл.
Режимы термообработки и свойства болтов
Температура Кюри равна 770 С.
| Способ изготовления крепежных резьбовых изделий из низкоуглеродистой стали | 1985 |
|
SU1301855A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления крепежных изделий | 1982 |
|
SU1087554A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| I | |||
