А-А
(Л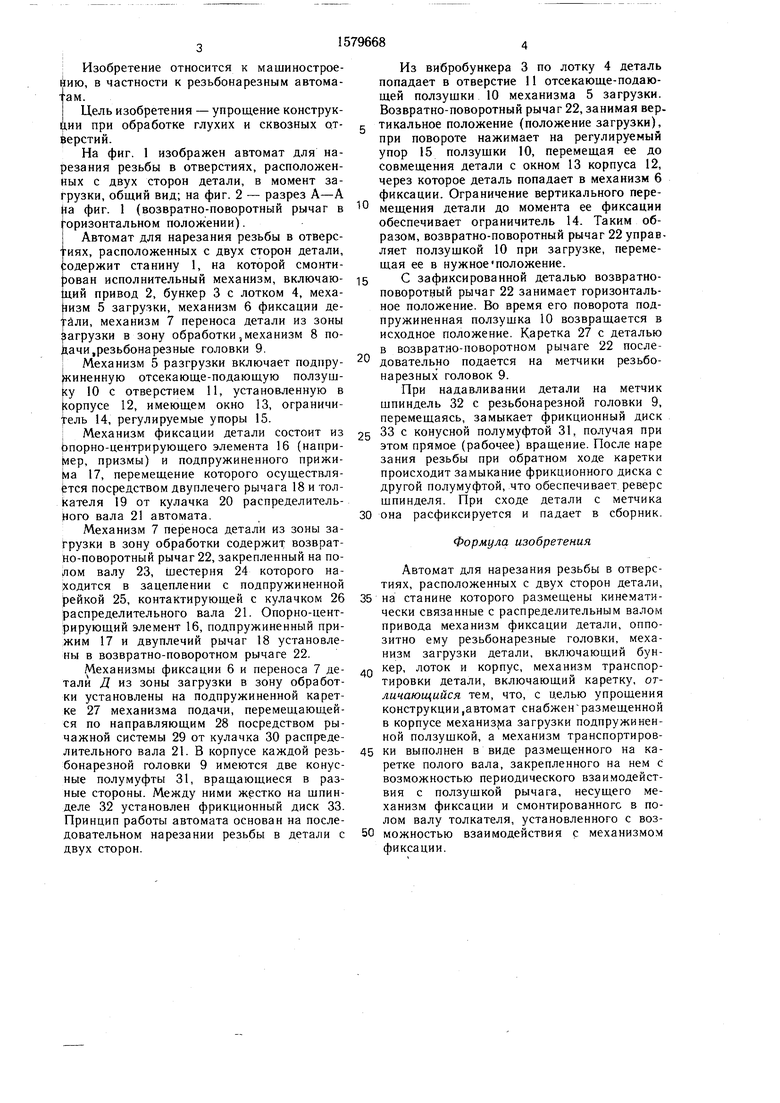
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нарезания резьбы метчиком | 1987 |
|
SU1414533A1 |
| Устройство для нарезания резьбы на токарных автоматах | 1983 |
|
SU1126394A1 |
| Роторный автомат | 1990 |
|
SU1722721A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Устройство для автоматического нарезания резьб | 1975 |
|
SU560709A1 |
| Автомат для нарезания резьбы метчиком | 1977 |
|
SU689796A1 |
| МНОГОШПИНДЕЛЬНАЯ РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 1967 |
|
SU205496A1 |
| Гайконарезной автомат | 1982 |
|
SU1060363A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
Изобретение относится к машиностроению, в частности к резьбонарезным автоматам. Цель изобретения - упрощение конструкции при обработке глухих и сквозных отверстий. Автомат для нарезания резьбы в отверстиях, расположенных с двух сторон детали, содержит смонтированные на станине станка резьбонарезные головки 9, а также механизм разгрузки, включающий бункер, лоток и корпус. На станке смонтирован механизм фиксации, включающий питатель, механизм переноса и механизм транспортировки, выполненный в виде полого вала 23, установленного в нем толкателя 19, взаимодействующего с механизмом фиксации детали, рычага, размещенного с возможностью периодического взаимодействия с ползушкой и несущего механизма фиксации. 2 ил.
гв
СД 1
CD ОЭ
оъ
00
Фиг г
Изобретение относится к машиностроению, в частности к резьбонарезным автомагам.
Цель изобретения - упрощение конструкции при обработке глухих и сквозных отверстий.
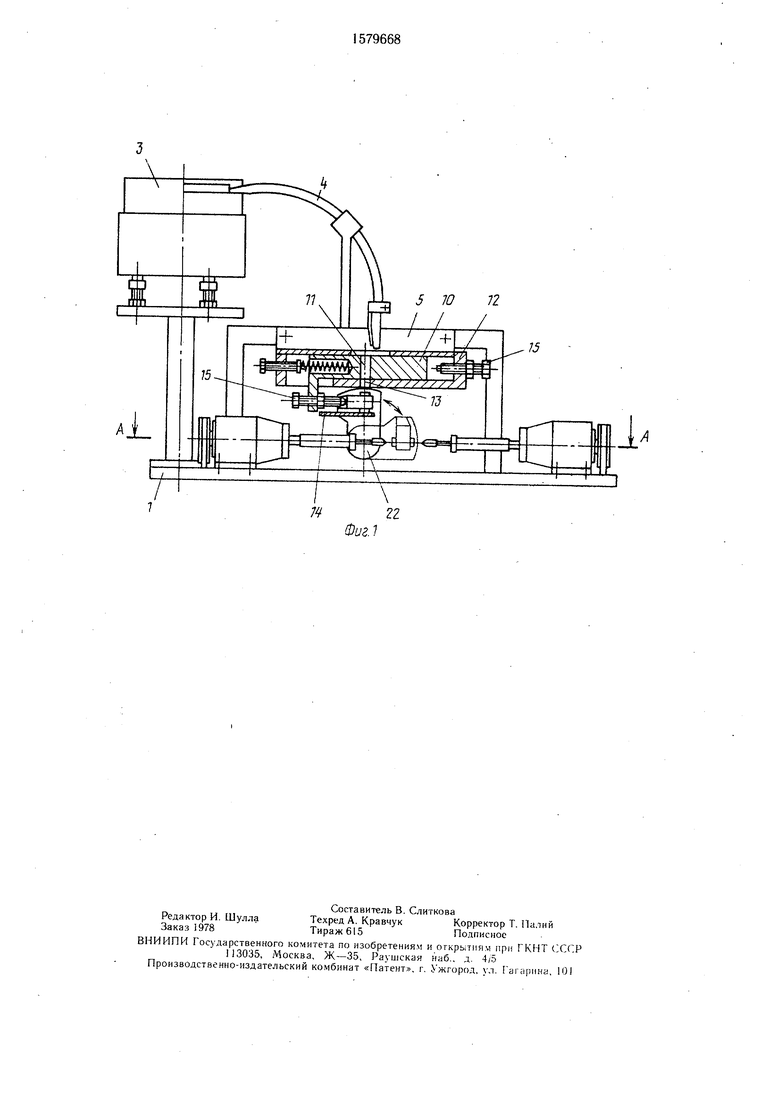
На фиг. 1 изображен автомат для нарезания резьбы в отверстиях, расположенных с двух сторон детали, в момент загрузки, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (возвратно-поворотный рычаг в горизонтальном положении).
Автомат для нарезания резьбы в отверстиях, расположенных с двух сторон детали, содержит станину 1, на которой смонти- юван исполнительный механизм, включаю- ций привод 2, бункер 3 с лотком 4, меха- 1изм 5 загрузки, механизм 6 фиксации детали, механизм 7 переноса детали из зоны нагрузки в зону обработки,механизм 8 подачи .резьбонарезные головки 9. ( Механизм 5 разгрузки включает подпру- киненную отсекающе-подающую ползуш- ky 10 с отверстием 11, установленную в корпусе 12, имеющем окно 13, ограничи- |гель 14, регулируемые упоры 15.
Механизм фиксации детали состоит из Ьпорно-центрирующего элемента 16 (наири- Ьлер, призмы) и подпружиненного прижи- Ма 17, перемещение которого осуществляется посредством двуплечего рычага 18 и тол- kaтeля 19 от кулачка 20 распределительного вала 21 автомата.
Механизм 7 переноса детали из зоны загрузки в зону обработки содержит возвратно-поворотный рычаг 22, закрепленный на полом валу 23, шестерня 24 которого находится в зацеплении с подпружиненной рейкой 25, контактирующей с кулачком 26 распределительного вала 21. Опорно-цент- рирующий элемент 16, подпружиненный прижим 17 и двуплечий рычаг 18 установлены в возвратно-поворотном рычаге 22.
Механизмы фиксации 6 и переноса 7 детали Д из зоны загрузки в зону обработки установлены на подпружиненной каретке 27 механизма подачи, перемещающейся по направляющим 28 посредством рычажной системы 29 от кулачка 30 распределительного вала 21. В корпусе каждой резьбонарезной головки 9 имеются две конусные полумуфты 31, вращающиеся в разные стороны. Между ними жестко на шпинделе 32 установлен фрикционный диск 33. Принцип работы автомата основан на последовательном нарезании резьбы в детали с двух сторон.
Из вибробункера 3 по лотку 4 деталь попадает в отверстие 11 отсекающе-подаю- щей ползушки 10 механизма 5 загрузки. Возвратно-поворотный рычаг 22, занимая вер. тикальное положение (положение загрузки), при повороте нажимает на регулируемый упор 15 ползушки 10, перемещая ее до совмещения детали с окном 13 корпуса 12, через которое деталь попадает в механизм 6 фиксации. Ограничение вертикального перео мещения детали до момента ее фиксации обеспечивает ограничитель 14. Таким образом, возвратно-поворотный рычаг 22 управляет ползушкой 10 при загрузке, перемещая ее в нужное положение. С зафиксированной деталью возвратно- поворотный рычаг 22 занимает горизонтальное положение. Во время его поворота подпружиненная ползушка 10 возвращается в исходное положение. Каретка 27 с деталью в возвратно-поворотном рычаге 22 после- ® довательно подается на метчики резьбонарезных головок 9.
При надавливании детали на метчик
шпиндель 32 с резьбонарезной головки 9,
перемещаясь, замыкает фрикционный диск
5 33 с конусной полумуфтой 31, получая при
этом прямое (рабочее) вращение. После наре
зания резьбы при обратном ходе каретки
происходит замыкание фрикционного диска с
другой полумуфтой, что обеспечивает реверс
шпинделя. При сходе детали с метчика
0 она расфиксируется и падает в сборник.
Формула изобретения
Автомат для нарезания резьбы в отверстиях, расположенных с двух сторон детали,
5 на станине которого размещены кинематически связанные с распределительным валом привода механизм фиксации детали, оппо- зитно ему резьбонарезные головки, механизм загрузки детали, включающий бун0 кер, лоток и корпус, механизм транспортировки детали, включающий каретку, отличающийся тем, что, с целью упрощения конструкции,автомат снабжен размещенной в корпусе механизма загрузки подпружиненной ползушкой, а механизм транспортиров5 ки выполнен в виде размещенного на каретке полого вала, закрепленного на нем с возможностью периодического взаимодействия с ползушкой рычага, несущего механизм фиксации и смонтированного в полом валу толкателя, установленного с воз0 можностью взаимодействия с механизмом фиксации.
ПП
Фиг.1
| Патент ФРГ № 3019999, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
