Изобретение относится к сварке, а именно к устройствам для сварки кольцевых швов цилиндрических изделий.
Целью изобретения является повышение производительности путем обеспечения автоматизации процесса загрузки и повышение качества.
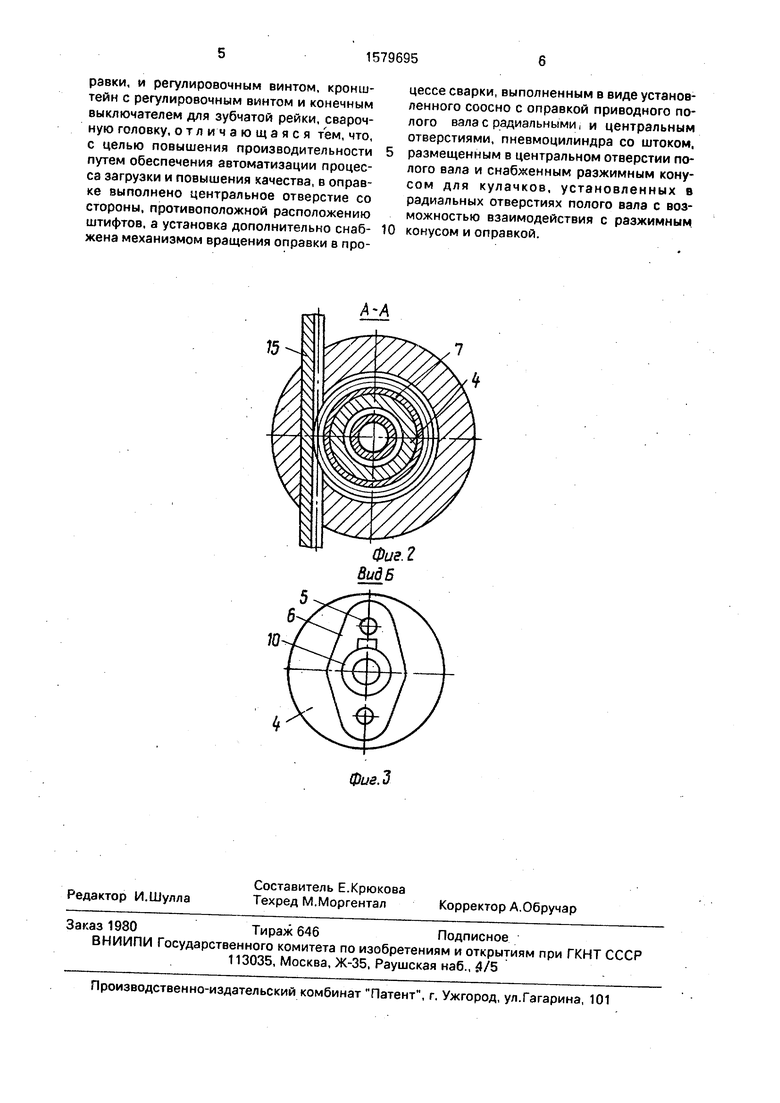
На фиг. 1 изображена установка, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1,
Установка содержит смонтированные |на основании 1 переднюю бабку 2, в под- 1шипн1л ах 3 которой установлена оправка 4 с центральными отверстиями со штифтами 5 для закрепления детали б и зубчатым колесом 7, заднюю бабку 8 с выдвижном пи- нолью 9 для детали 10 и приводом перемещения пиноли 9 в виде пневмоци- линдра 11, привод для вращения оправки 4, выполненный в виде пневмоцилиндра 12 со штоком 13, соединенным посредством вилки 14 с зубчатой рейкой 15 для зубчатого колеса 7 оправки 4, и регулировочным винтом 16, установленным в днище пневмоцилиндра 12, кронштейн 17с регулировочным винтом 18 и конечным выключателем 19 для зубчатой рейки 15.
На основании 1 смонтирован кронштейн 20, на котором установлен пневмоци- линдр 21 со сварочной головкой 22 на его штоке 23. Установка снабжена механизмом вращения оправки 4 в процессе сварки, выполненным в виде установленного соосно оправке 4 приводного полого вала 24, соединенного с приводом 25 вращения посредством зубчатой передачи 26. Полый вал 24 , выполнен с радиальными и центральным отверстиями и установлен в передней бабке 2 на подшипниках 27,
На основании 1 закреплен пневмоци- линдр 28, шток 29 которого размещен в центральном отверстии полого вала и снабжен разжимным конусом 30. В радиальных отверстиях полого вала 24 установлены кулачки 31 с возможностью взаимодействия с разжимным конусом 30 и оправкой 4, прижатые к разжимному конусу 30 кольцевой пружиной 32,
Установка работает следующим образом.
Открывается вентиль (не показан) подвода сжатого воздуха, заполняется воздухом пневмосистема установки. Поршень пневмоцилиндра 12 находится в своем нижнем положении и прижат давлением воздуха к регулировочному винту 16. Соответственно, а своем нижнем положении находится и рейка 15. Поршень пневмоцилиндра 28 перемещен в правое крайнее положение, поэтому полый вал 24 и оправка 4 разъединены. Включается привод 25, который приводит во вращение через зубчатую передачу 26 полый вал 24. На штифты 5 оправки 4 механической рукой (не показана) устанавливается деталь 6, затем также механической рукой в деталь 6 вставляется деталь 10, после чего пневмоцилиндром 11 пиноль 9 заводится в отверстие детали 10. Пиноль 9 центрирует детали одну относительно дру0 гэй и поджимает их одну к другой. После закрепления деталей в установке механическая рука отводится, а в гюлости пневмоци- линдров 28 и 21 (соответственно штоковую и поршневую) подается сжатый воздух.
5 При этом саарочная головка 22 подается в зону сварки, кулачки 31 соединяют полый вал 24 с оправкой 4. Вращение деталей б и 10 и сварка начинаются одновременно. В процессе сварки вращается и пиноль 9.
0 Вместе с оправкой 4 вращается закрепленное на ней зубчатое колесо 7 и, взаимодействуя с рейкой 15, перемещает ее вверх до упора в регулировочный винт 18 и рычаг конечного выключателя 19. Одновременно с
5 остановкой зубчатой рейки 15, дошедшей до упора в регулировочный винт 18, срабатывает конечный впключатель 19 и подаются сигналы на подачу и выпуск воздуха из соответствующих полостей пневмоцилинд0 ров 28, 12,11 и 21, в результате срабатывания которых отводится сварочная головка 22, размыкаются оправка 4.и полый вал 24, поршень пневмоцилиндра 12 перемещается до упора в регулировочный винт 16 и
5 увлекает за собой рейку 15, перемещение последней вызывает поворот зубчатого колеса 7 и возврат оправки 4 в первоначальное исходное положение, после чего отводится пиноль 9. Сваренное изделие
0 снимается и цикл сварки повторяется в той же последовательности.
Фиксированные упоры - регулировочные винты 16 и 18 позволяют с высокой точностью устанавливать угол поворота оп5 равки 4. Угол поворота оправки 4 по Дуге окружности может быть установлен меньшим, равным и большим 2 п в зависимости от необходимой длины сварного шва.
0 Формула изобретения
Установка для сварки кольцевых швов, содержащая смонтированные на основании переднюю бабку с оправкой, оснащенной штифтами для закрепления детали и зубча5 тым колесом, заднюю бабку с выдвижной пииолью и приводом перемещения пиноли в виде пневмоцилиндра, привод для вращения оправки, выполненный в виде пневмоцилиндра со штоком, соединенным с зубчатой рейкой для зубчатого колеса оправки, и регулировочным винтом, кронштейн с регулировочным винтом и конечным выключателем для зубчатой рейки, сварочную головку, отличающаяся тем, что, с целью повышения производительности путем обеспечения автоматизации процесса загрузки и повышения качества, в оправке выполнено центральное отверстие со стороны, противоположной расположению штифтов, а установка дополнительно снабжена механизмом вращения оправки в про0
цессе сварки, выполненным в виде установленного соосно с оправкой приводного полого вала с радиальными i и центральным отверстиями, пневмоцилиндра со штоком, размещенным в центральном отверстии полого вала и снабженным разжимным конусом для кулачков, установленных в радиальных отверстиях полого вала с возможностью взаимодействия с разжимным конусом и оправкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| Зажимное устройство | 1990 |
|
SU1764810A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1981 |
|
SU986602A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Устройство для обработки винтовых поверхностей переменного шага | 1984 |
|
SU1278132A1 |
| Задняя бабка металлорежущего станка | 1981 |
|
SU975218A1 |
| Устройство для изготовления цилиндрических спиральных пружин | 1986 |
|
SU1319987A1 |
Изобретение относится к сварке и может быть использовано во всех отраслях машиностроения преимущественно для сварки кольцевых швов. Цель изобретения - повышение производительности путем обеспечения автоматизации загрузки и повышение качества. Установка содержит переднюю бабку 2 с оправкой 4, заднюю бабку 8 с выдвижной пинолью 9, механизм вращения оправки 4 в процессе сварки, выполненный в виде приводного вала с радиальными и центральным отверстиями, пневмоцилиндра 28 со штоком 29 и разжимным конусом 30, кулачков 31 для зажима оправки 4. При работе установки детали 6 и 10 центрируют и зажимают посредством оправки 4 и пиноли 9, приводной вал 24 соединяют с оправкой 4 с помощью кулачков 31. После окончания сварки возврат оправки 4 в исходное положение осуществляют посредством пневмоцилиндра 12, шток 13 которого посредством зубчатой рейки 15 соединен с зубчатым колесом 7 оправки 4. Точность поворота оправки регулируют регулировочными винтами 16 и 18. 3 ил.
k
Фиг 2 Вид Б
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 0 |
|
SU182267A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
