Изобретение относится к области металлургии, а именно к способам раз- ливки металла, и может быть использовано при разливке стали с использованием шлакообразующей и утеплительной смесей.
Цель изобретения - улучшение структуры металла и повышение качества поверхности слитка.
Способ включает размещение в полости изложницы по вертикальной оси металлического патрубка с зазором между стенками изложницы и заполнение изложницы жидким металлом через патрубок с линейной скоростью, равной 1,3-4,0 линейной скорости оплавления снизу металлического патрубка, при этом в зазор между патрубком и стенками изложницы подают шламооб- разующую и/или утепляющую смесь.
В заданном интервале линейной скорости заливки (1,3-4,0 скорости оплавления патрубка) нижний конец патрубка все время погружен в жидкий металл, за счет чего обеспечивлется плавное заполнение полости изложницы за счет полного гашения кинетической энергии падающей струи в зоне,ограниченной - внутренним объемом патрубка.При этом шлакообразующая и утеплительные смеси не перемешиваются с поступающим металлом, способствуя защите стенок изложницы и снижению тепловых потерь при затвердевании.
При скорости .разливки, меньшей 1,3 скорости оплавления металлического патрубка, нижний конец патрубка мало заглублен в жидкий металл и не обеспечивает полное гашение кинетической энергии падающей струи
металла внутри полости, что вызывает частичное эмульгирование шлаковой смеси и ухудшает структуру слитка ввиду загрязненности металла шлако- выми включениями.
При скорости запивки, превышающей более чем в 4 раза скорость оплавления патрубка, возникает опасность получения физической неоднородности слитка из-за наличия большого количества нерасплавившихся остатков патрубка в металле.
Пример. Разливку подшипниковой стали -осуществляют в слитки массой 3,5 и 5,5 т. Перед началом разливки в изложницу устанавливают патрубок для слитка 3,5 т с внутренним диаметром 320 мм и толщиной стенки 9,2 мм, а для слитка 5,5 т - ди- аметром 400 мм и толщиной стенки 11,3 мм, который закрепляют в верхней части изложницы специальным приспособлением. В ходе заливки стали через патрубок в зазор между ним и изложницей подают пакеты с зольно- графитовой смесью (УЛЗ-90) в количестве соответственно 9 кг для слитка 3,5 т и 12 кг для слитка 5,5 т, а при достижении металлом прибыль- ной части изложницы присаживают дополнительно утеплитель, в качестве которого для слитка 3,5 т используют ту же зольно-графитовую смесь в количестве 4 кг, а для слитка 5,5 т - 3 кг смеси и 4 кг люнкери- та Л-28. После окончания разливки на зеркало присаживают дополнительно 3 кг люнкерита. Изложницы с металлом выдерживают в разливочном про- лете без движения до полной кристаллизации в течение 1 ч 40 мин для слитка 3,5 т и 2 ч 20 мин для слитка 5,5 т.
Далее слитки просаживают поверхностные дефекты, загрязненность неметаллическими включениями и макроструктуру металла.
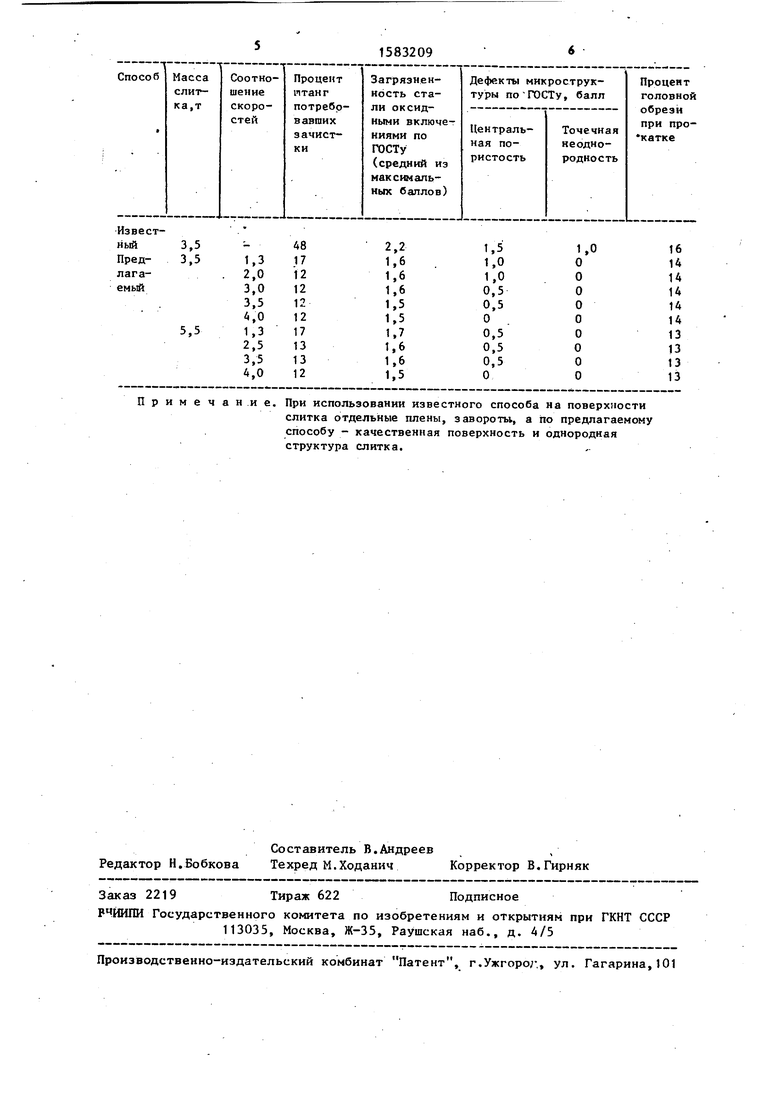
В процессе разливки отдельных слитков варьируют линейную скорость заполнения изложницы в соответствии со скоростью оплавления патрубка. Результаты приведены в таблице.
Таким образом, предлагаемый способ позволяет повысить качество поверхности слитка за счет снижения количества плен и заворотов и улучшить структуру металла за счет снижения загрязненности неметаллическими включениями, центральной пористости и точечной неоднородности.
Формула изобретени
Способ разливки металла сверху, включающий размещение в полости изложницы по вертикальной оси метал- лического патрубка с зазором между стенками изложницы и заполнение изложницы жидким металлом через патрубок, отличающийся тем, что, с целью улучшения структуры металла и повышения качества поверхности слитка, заполнение изложницы ведут с линейной скоростью 1,3-4,0 линейной скорости оплавления снизу металлического патрубка, при этом в зазор между патрубком и стенками изложницы подают шлакообраэующую и/или утепляющую смесь.
Примечание. При использовании известного способа на поверхности
слитка отдельные плены, завороты, а по предлагаемому способу - качественная поверхность и однородная структура слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА | 2009 |
|
RU2410189C1 |
| Способ утепления металла при сифонной разливке | 1981 |
|
SU1142217A1 |
| Изложница для слитков | 1979 |
|
SU865495A1 |
| Способ сифонной разливки стали | 1988 |
|
SU1600914A1 |
| Способ получения плоских слитков направленной кристаллизацией | 1990 |
|
SU1825323A3 |
| УТЕПЛЯЮЩАЯ НАДСТАВКА ДЛЯ ПРИБЫЛЬНОЙ ЧАСТИ СЛИТКА | 2007 |
|
RU2368455C2 |
| Устройство для сифонной отливки горизонтальных слитков | 1989 |
|
SU1629144A1 |
| Способ сифонной разливки стали | 1983 |
|
SU1154032A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕСТАРЕЮЩЕЙ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ХОЛОДНОКАТАНОГО ЛИСТА | 1991 |
|
RU2026363C1 |
| Способ сифонной разливки стали | 1988 |
|
SU1538987A1 |
Изобретение относится к металлургии, а именно к способам разливки металла, и может быть использовано при разливке стали с использованием шлакообразующей и утеплительной смесей. Цель изобретения - улучшение структуры металла и качества поверхности слитка. Способ включает размещение в полости изложницы по вертикальной оси металлического патрубка с зазором между стенками изложницы и заполнение изложницы жидким металлом через патрубок с линейной скоростью, равной 1,3-4 линейной скорости оплавления снизу металлического патрубка, при этом в зазор подают шлакообразующую и/или утепляющую смесь. 1 табл.
| Преобразователь угол-код | 1984 |
|
SU1226669A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США № 4570692, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
