Изобретение относится к металлургии и может быть использовано в прокатном производстве.
Келью изобретения является улучшение качества прокатываемого металла и повышение выхода годного.
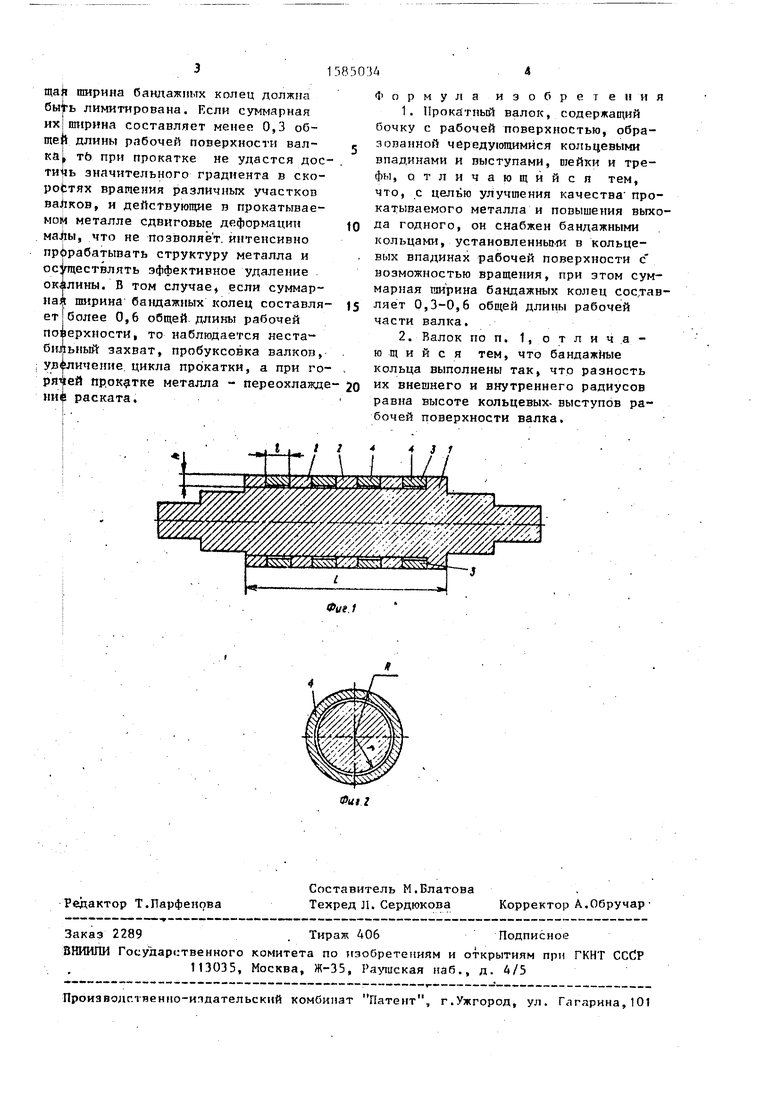
На фиг. 1 изображен предлагаемый валок, разрез по плоскости симметрии; на фиг. 2 - то же, поперечное сечение.
Прокатный валок состоит из рабочей части с поверхностью. На рабочей поверхности 1 валка имеются кольцевые выступы 2 и кольцевые впадины 3. В кольцевых впадинах установлены с возможностью вращения бандажные кольца 4. Сумма ширины бандажных колец составляет 0,3-0,6 общей длины рабочей поверхности валка. Предпочтительным является использование колец с разностью между их внешними и внутренними радиусами, равной высоте кольцевых выступов рабочей поверхности валка.
Перед эксплуатацией валка осуществляют его сборку. При этом в кольцевые впадины рабочей поверхности последовательно помещают бандажные кольца и закрепляют кольцевые выступы. Бандажные кольца устанавливают с возможностью вращения, а кольцевые выступы закрепляют до неподвижного ,. соединения с телом валка. Все составу ляющие прокатного валка могут быть выполнены как из одного материала, например стали или чугуна, так и из разных.
Опробование различных конструктивных вариантов предлагаемого технического решения показало, что обсл
30 СП
ща:1 ширина бандажных колец должна быть лимитирована. Если суммарная их ширина составляет менее 0,3 общей длины рабочей поверхности вал- ка, то при прокатке не удастся достичь значительного градиента в ско- вращения различных участков валков, и действующие в прокатываемом металле сдвиговые деформации малы, что не позволяет, интенсивно прирабатывать структуру металла и ос;гществлять эффективное удаление окалины. В том случае если суммарна) ширина бандажных колец составля- ет более 0,6 общей длины рабочей поперхности, то наблюдается неста бильный захват, пробуксовка валков, увеличение цикла прокатки, а при го- рячей прокатке металла - переохлажде ние раската.
Формула изобретения
1.Прокатный валок, содержащий бочку с рабочей поверхностью, образованной чередующимися кольцевыми впадинами и выступами, шейки и трефы, отличающийся тем, что, с целью улучшения качества прокатываемого металла и повышения выхода годного, он снабжен бандажными кольцами, установленными в кольцевых впадинах рабочей поверхности с возможностью вращения, при этом суммарная ширина бандажных колец сос.тав ляет 0,3-0,6 общей длины рабочей части валка.
2.Валок по п. отличающийся тем, что бандажные кольца выполнены так, что разность их внешнего и внутреннего радиусов равна высоте кольцевых- выступов рабочей поверхности валка.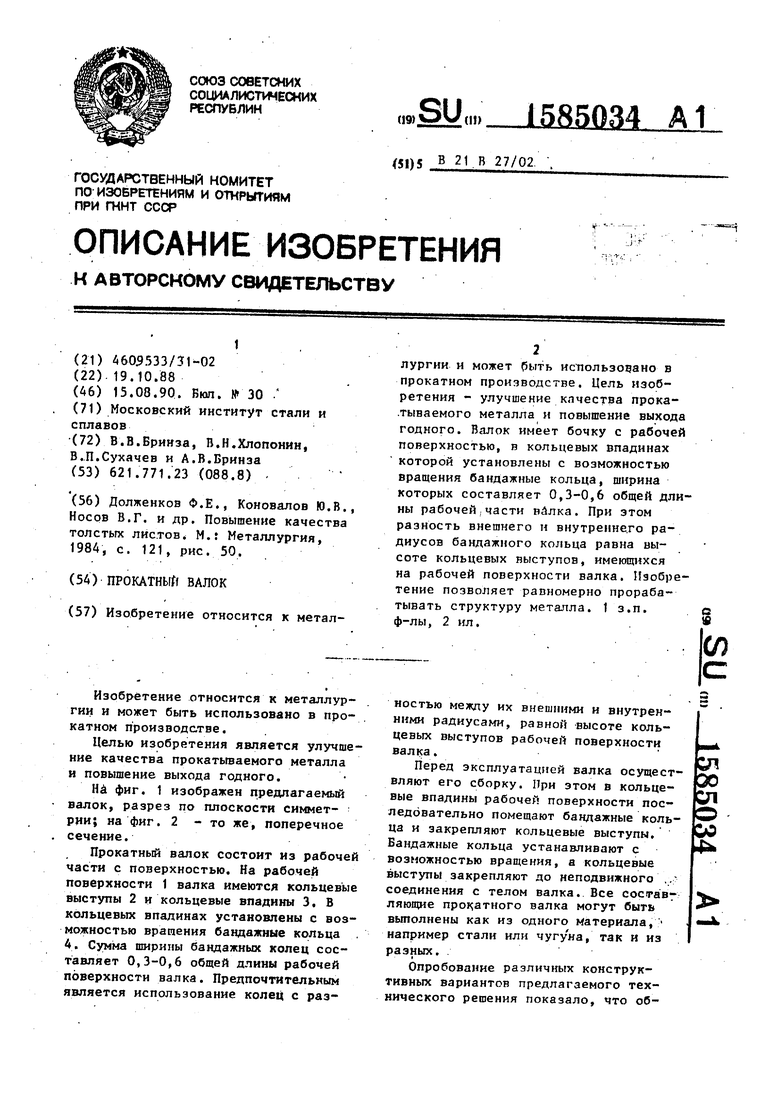
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки плоского проката из конусных слитков | 1987 |
|
SU1528588A1 |
| Рабочий валок черновой прокатной клети | 1981 |
|
SU980881A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
| Способ горячей прокатки полосовой стали | 1985 |
|
SU1328011A1 |
| Способ прокатки | 1983 |
|
SU1088818A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2173228C1 |
| Способ получения плоского проката | 1986 |
|
SU1342541A1 |
| Прокатный валок | 1987 |
|
SU1431882A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
Изобретение относится к металлургии и может быть использовано в прокатном производстве. Цель изобретения - улучшение качества прокатываемого металла и повышение выхода годного. Валок имеет бочку с рабочей поверхностью, в кольцевых впадинах которой установлены с возможностью вращения бандажные кольца, ширина которых составляет 0,3-0,6 общей длины рабочей части валка. При этом разность внешнего и внутреннего радиусов бандажного кольца равна высоте кольцевых выступов, имеющихся на рабочей поверхности валка. Изобретение позволяет равномерно прорабатывать структуру металла. 1 з.п. ф-лы, 2 ил.
4 3 1
