Изобретение относится к порошковой металлургии, а именно к устройствам для нанесения металлических твердосплавных покрытий на внутренние поверхности сложной формы, например полусферические.
Целью изобретения является повышение качества покрытий, уменьшение расхода электроэнергии, повышение надежности в работе.
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - сечение А-А на .фиг. 1 .
Устройство содержит источник 1 нагрева (индуктор ТВЧ), приспособление 2 для крепления изделий, снабженное крыльчаткой 3, установленной в плоскости, перпендикулярной его оси.
Привод вращения вертикальной оси 4 выполнен в виде S-образной пустотелой трубки 5, установленной с возможностью вращения на вертикальной оси 4 совместно с втулкой 6, на наружном диаметре которой установлено уплотнение 7. Деталь 8 с металлическим порошком 9 крепится к приспособлению 2 винтами 10. Пустотелая S-об- разная трубка 5 прикреплена жестко к/ горизонтальной оси 11, а втулка 6 установлена во фланце 12, прикрепленном к Г-образной стойке 13 винтами 14, 15. Втулка 6 контактирует торцовой поверхностью с торцовой поверхностью установленной неподвижно втулки 16, в отверстии 17 которой с возможностью вертикального перемещения установлен конусообразный подпружиненный запор 18, связанный посредством гибкой нити 19 (фиг. 2) с рукояткой 20 регулировки его положения. Нить 19 намотана на блок 21, расположенный в отверстии 22. Конусообразный запор 18 подпружинен упругим элементом 23, жестко связанным со штиф5
0
5
0
5
0
5
0
5
том 24. Неподвижная втулка 16 жестко прикреплена к Г-образной стойке 13 посредством кронштейна 25. Стойка 13 прикреплена к основанию 26 болтами.27. Во втулке 16 перпендикулярно ее оси ввернут шариковый фиксатор 28, а ось рукоятки 20 проходит через уплотнение, исключающее утечку воздуха. К нижнему концу втулки 16 прикреплен гибкий резиновый шланг 29 с помощью металлического кольца 30. К втулке 16 крепится шкала, проградуированная в числах оборотов оси 4,
Устройство работает следующим образом.
Рукоятку 20 устанавливают и фиксируют в требуемом положении, настраивая тем самым число оборотов оси 4. При этом на шкив 21 наматывается гибкая нить 19, и запор 18 перекрывает отверстие 17, в результате чего давление, развиваемое воздушной струей, поступающей из гибкого резинового шланга 29, регулируется. Включают ис- точник нагрева 1 (индуктор ТВЧ). В результате подачи сжатого воздуха под давлением ц S-образную пустотелую трубку 5 последняя начинает вращаться вместе с жестко с ней связанной горизонтальной осью 11, на которой установлены приспособления 2. На приспособлении 2 для крепления деталей выполнена крыльчатка 3, которая обеспечивает вращение детали относительно оси 11. Совместное вращение деталей 8 с металлическим порошком 9 позволяет получить внутреннюю сферическую форму покрытия. После окончания процесса выключают источник нагрева, подачу сжатого воздуха, детали 8 отстуживают, i отвинчивают винты 10 и снимают детали
с устройства.
Пример. Диаметр внутренней поверхности детали 40 мм; высота де-
тали 55 мм; избыточное давление 4 ати число оборотов оси 11 1800 (экспериментальные данные); диаметр (внутренний) S-образной трубки 5 мм; число оборотов деталей 8 750; время ведения процесса 2 мин; температура нагрева деталей с металлическим покрытием 1050°С; материал покрытия сплав СМГН; радиус полученной полусферы 12 мм.
Прочность сцепления металлического порошка с основным материалом детали 11-12 кГ/мм2, пористость покрытия - не выше 7%.
Устройство является простым в конструктивном исполнении и надежным в работе.
Формула изобретения
1. Устройство для нанесения покрытий на внутренние поверхности, содержащее привод, источник нагрева, приспособление для крепления изделий
с крыльчаткой, установленной в плос- кости, перпендикулярной его оси, о личающееся тем, что, с целью повышения качества покрытий, уменьшения расхода электроэнергии, повышения надежности в работе, привод выполнен в виде пневматического устройства.
0 2. Устройство по п. 1, о т л и- чающееся тем, что пневматический привод выполнен в виде вертикально установленной неподвижной втулки, свободно установленной на ней
5 втулки, размещенной в полости фланца, S-образного полого колена, жестко соединенного со свободно установленной втулкой и размещенного на оси крепления деталей, гибкого шланга для пода0 чи избыточного давления, соединенного с нижним торцом неподвижной втулки и запором, размещенным в неподвижной втулке и связанным с ручкой регулировки подаваемого давления гибкой
5 нитью, при этом привод через фланец соединен со станиной.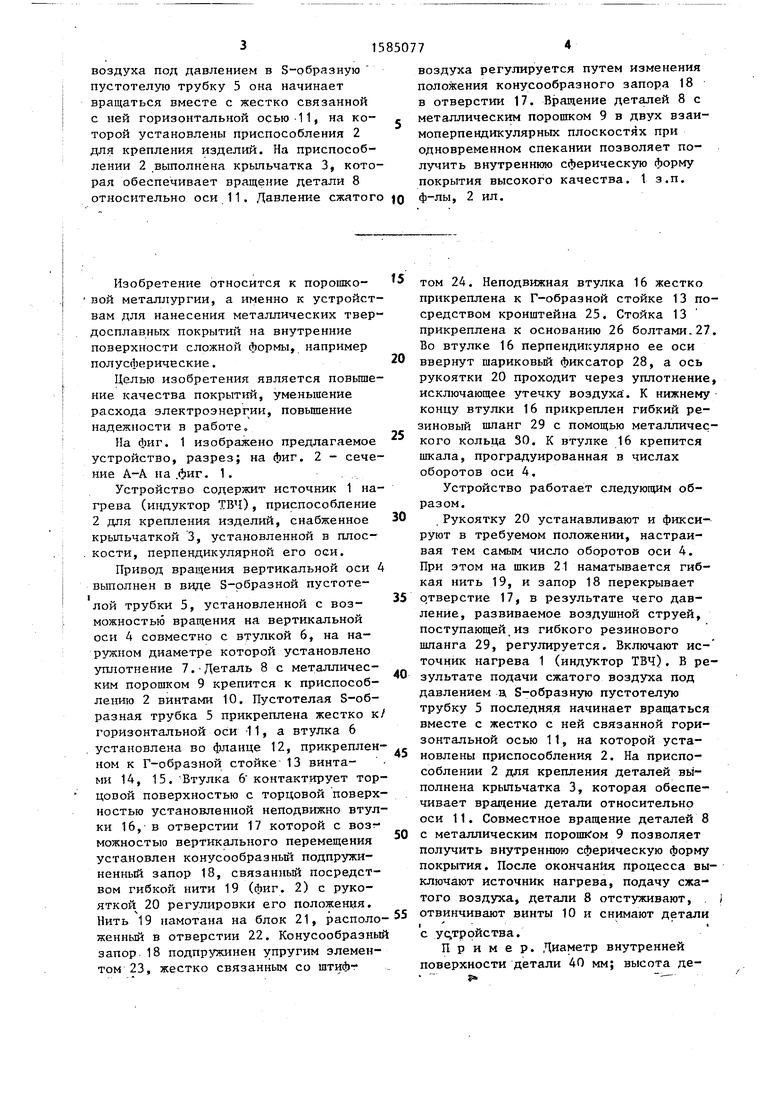
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1990 |
|
RU2010681C1 |
| Устройство для одновременного нанесения покрытий на внешние поверхности по крайней мере двух изделий | 1990 |
|
SU1724439A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| Установка для нанесения покрытий из металлического порошка | 1987 |
|
SU1405973A1 |
| Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности изделий | 1988 |
|
SU1547956A1 |
| Способ восстановления изношенных поверхностей полых цилиндрических изделий | 1987 |
|
SU1533840A1 |
| Установка для нанесения покрытий из металлического порошка на торцовые поверхности | 1986 |
|
SU1398991A1 |
| Устройство для нанесения покрытий из порошковых материалов на внутренние поверхности изделий | 1988 |
|
SU1524968A1 |
| Устройство для нанесения покрытий из металлического порошка на торцевые поверхности | 1980 |
|
SU1018806A1 |
| Установка для нанесения покрытия из металлического порошка | 1988 |
|
SU1611578A1 |
Изобретение относится к порошковой металлургии, а именно к устройствам для нанесения покрытий сложной формы на внутренние поверхности. Цель изобретения - повышение качества покрытий, уменьшение расхода электроэнергии, повышение надежности в работе. Наносимый на детали 8 металлический порошок 9 нагревается индуктором ТВЧ 1. В результате подачи сжатого воздуха под давлением в S- образную пустотелую трубку 5 она начинает вращаться вместе с жестко связанной с ней горизонтальной осью 11, на которой установлены приспособления 2 для крепления изделий. На приспособлении 2 выполнена крыльчатка 3, которая обеспечивает вращение детали 8 относительно оси 11. Давление сжатого воздуха регулируется путем изменения положения конусообразного запора 18 в отверстии 17. Вращение деталей 8 с металлическим порошком 9 в двух взаимоперпендикулярных плоскостях при одновременном спекании позволяет получить внутреннюю сферическую форму покрытия высокого качества. 1 з.п. ф-лы, 2 ил.
Фиг. 2
| Устройство для нанесения покрытий из металлических порошков | 1984 |
|
SU1232373A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для нанесения покрытий из металлического порошка | 1977 |
|
SU700286A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
