Фиг 2
-6
dli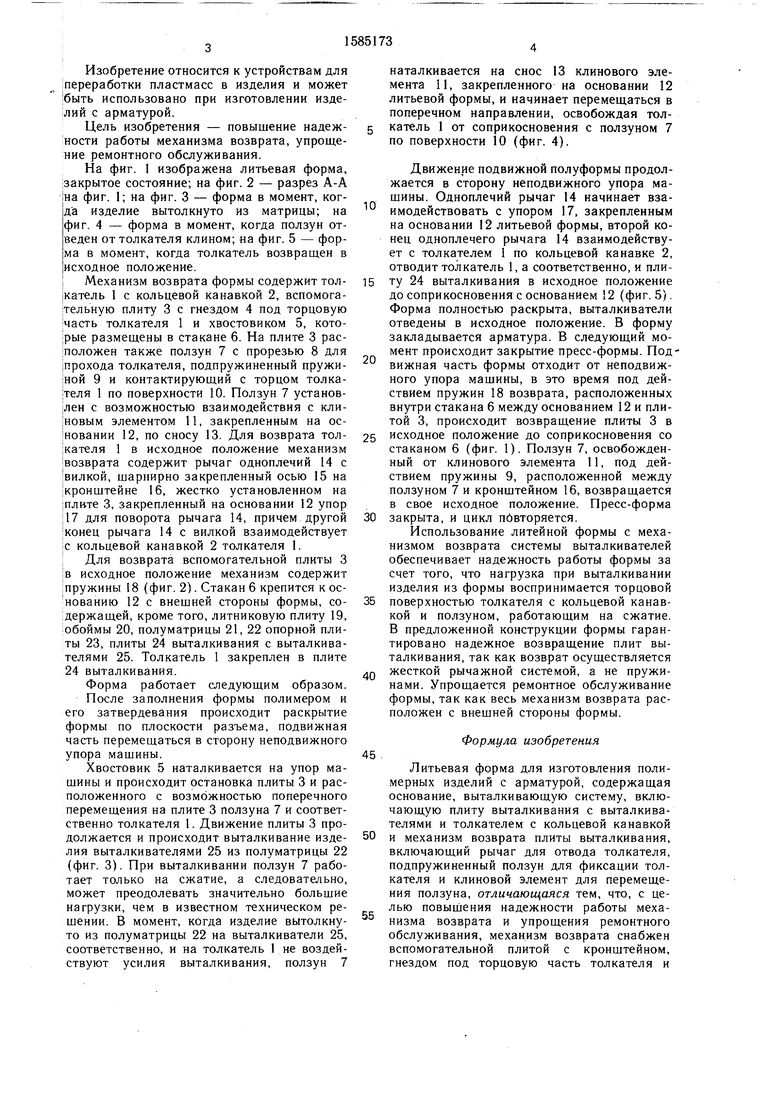
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1988 |
|
SU1636240A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU806456A2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |
| Подающее устройство к деревообрабатывающему станку | 1985 |
|
SU1288061A1 |
| Автомат для зачистки острых кромок | 1984 |
|
SU1220745A1 |
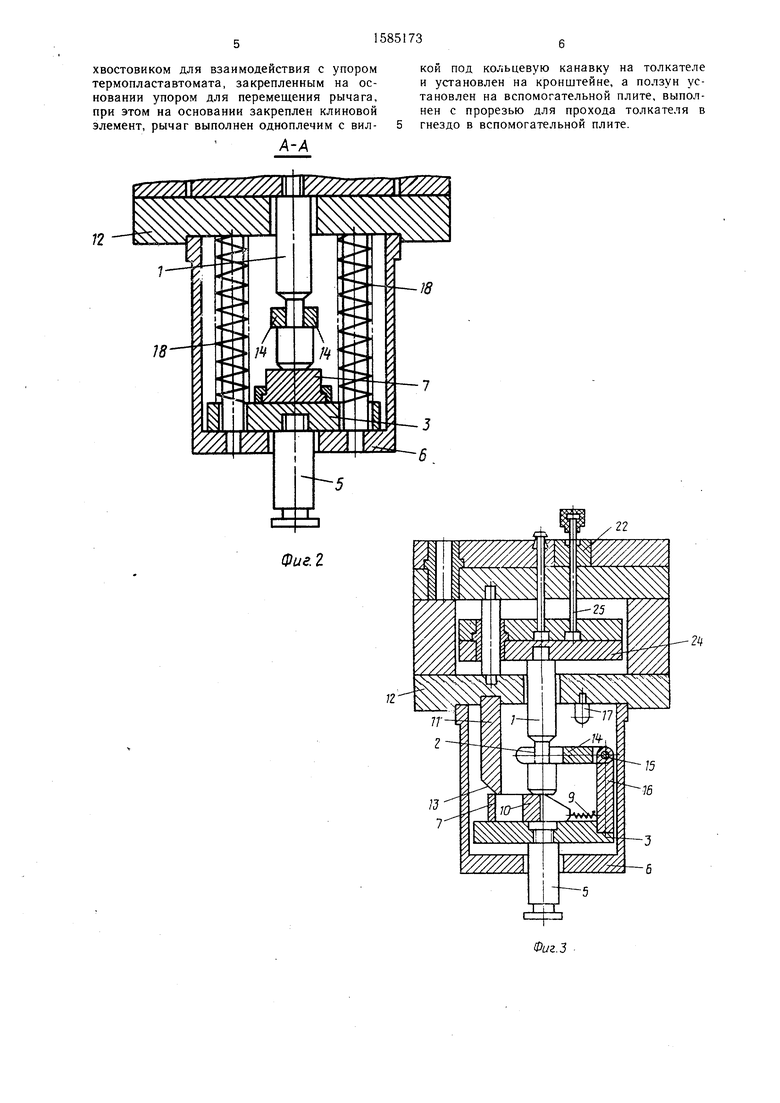
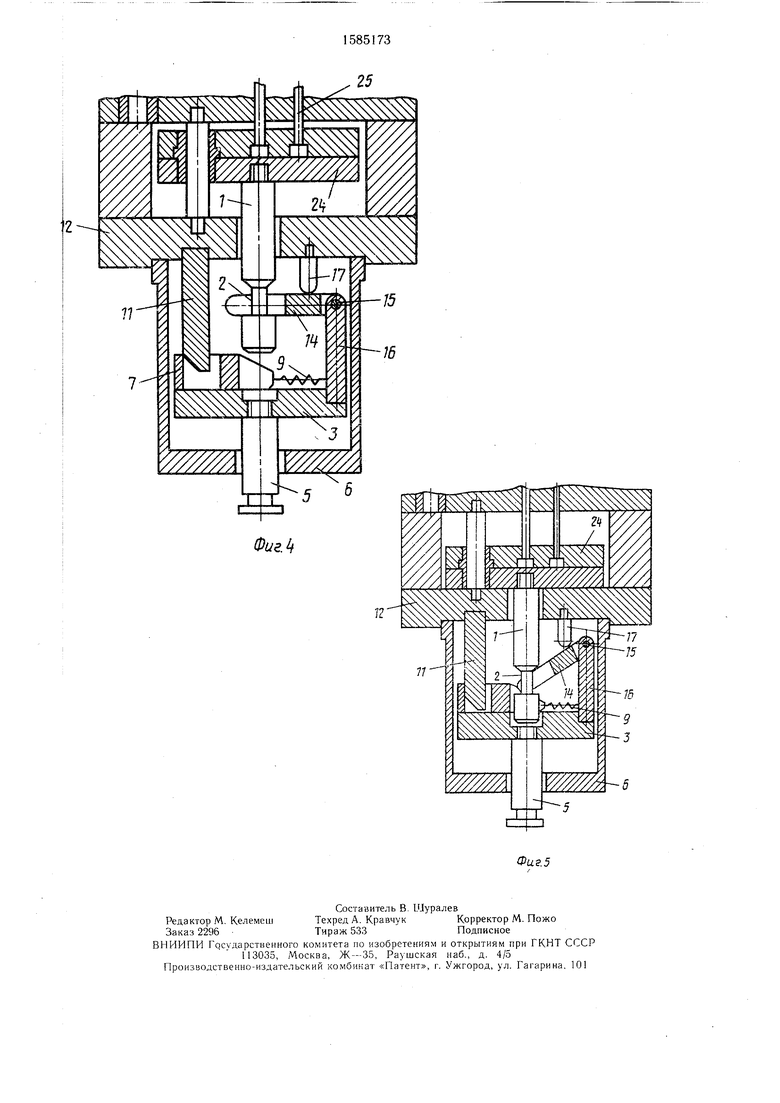
Изобретение относится к литьевым формам для изготовления полимерных изделий с арматурой. Цель изобретения - повышение надежности работы механизма возврата и упрощение ремонтного обслуживания. Для этого механизм возврата снабжен вспомогательной плитой 3 с кронштейном 16, гнездом 4 под торцовую часть толкателя 1 и хвостовиком 5 для взаимодействия с упором термопластавтомата, закрепленным на основании упором 17 для перемещения рычага 14, при этом на основании 12 закреплен клиновой элемент 11. Рычаг 14 выполнен одноплечим с вилкой под кольцевую канавку 2 на толкателе 1 и установлен на кронштейне 16, а ползун 7 установлен на вспомогательной плите 3, выполнен с прорезью 8 для прохода толкателя 1 в гнездо во вспомогательной плите 3. При раскрытии формы хвостовик проталкивается на упор машины, в результате чего вспомогательная плита 3 обеспечивает удаление изделий. Далее ползун 7 перемещается в поперечном направлении и освобождает место для прохода толкателя 1, после чего упор 17 через рычаг 14 отводит толкатель 1 и соответственно плиту выталкивателя 24 в исходное положение. 5 ил.
| Литьевая форма | 1973 |
|
SU443775A1 |
| Солесос | 1922 |
|
SU29A1 |
