Изобретение относится к литейному производству и может быть использовано при комплексной автоматизации литья под давлением (Л ПД), в частности в роботизированных линиях ЛПД.
Целью изобретения является повышение КПД и надежности в работе устройства.
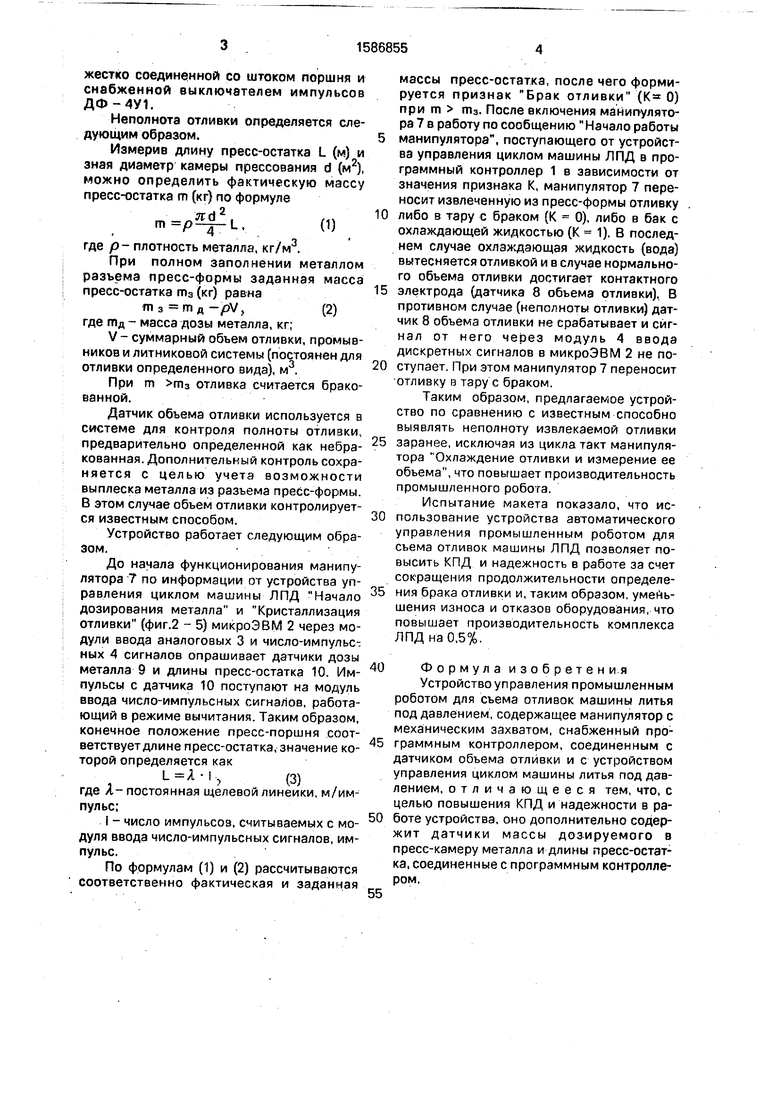
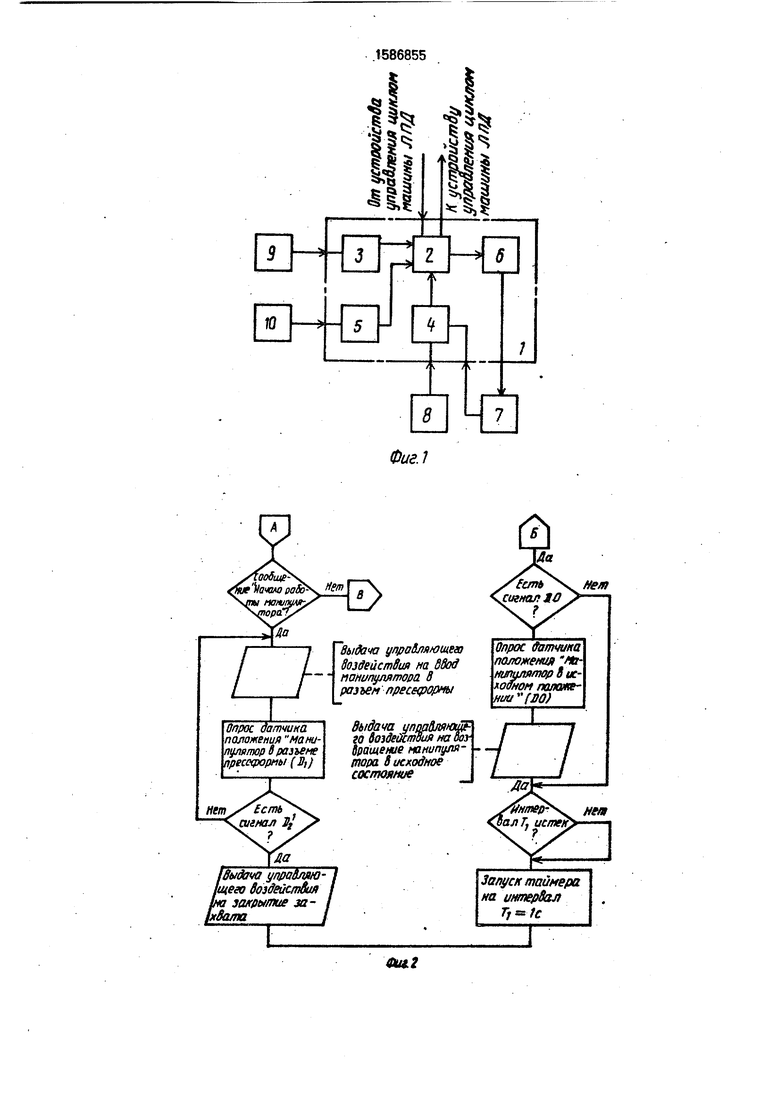
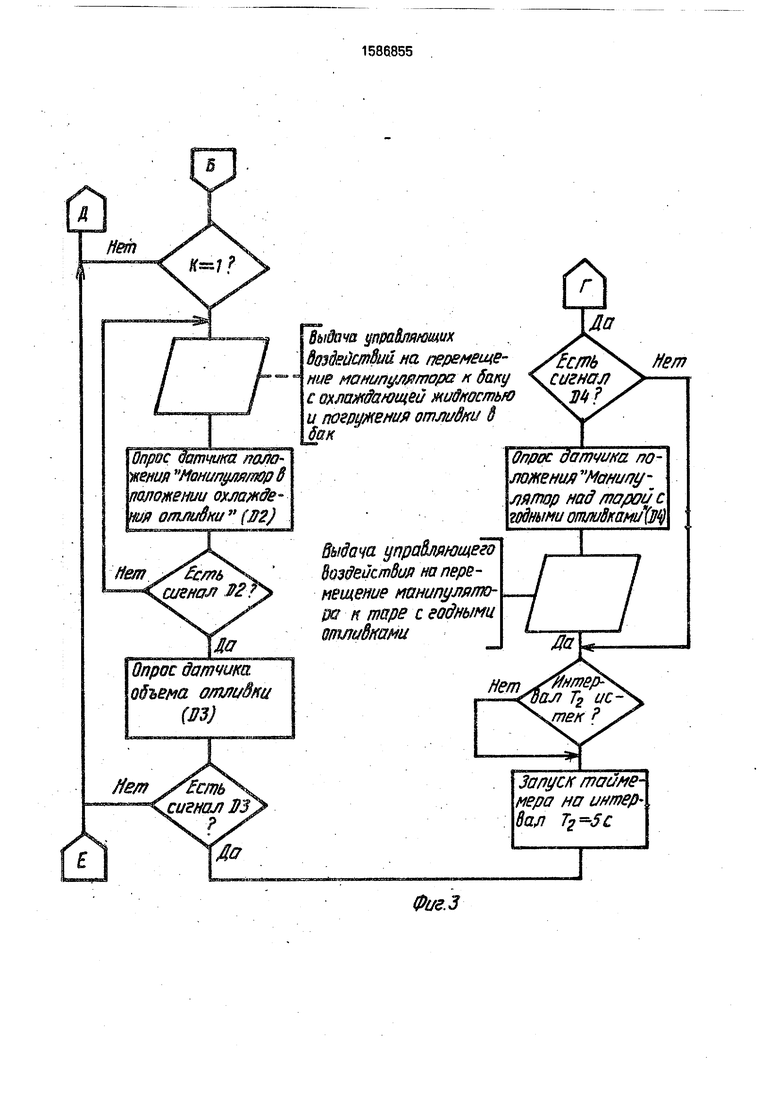
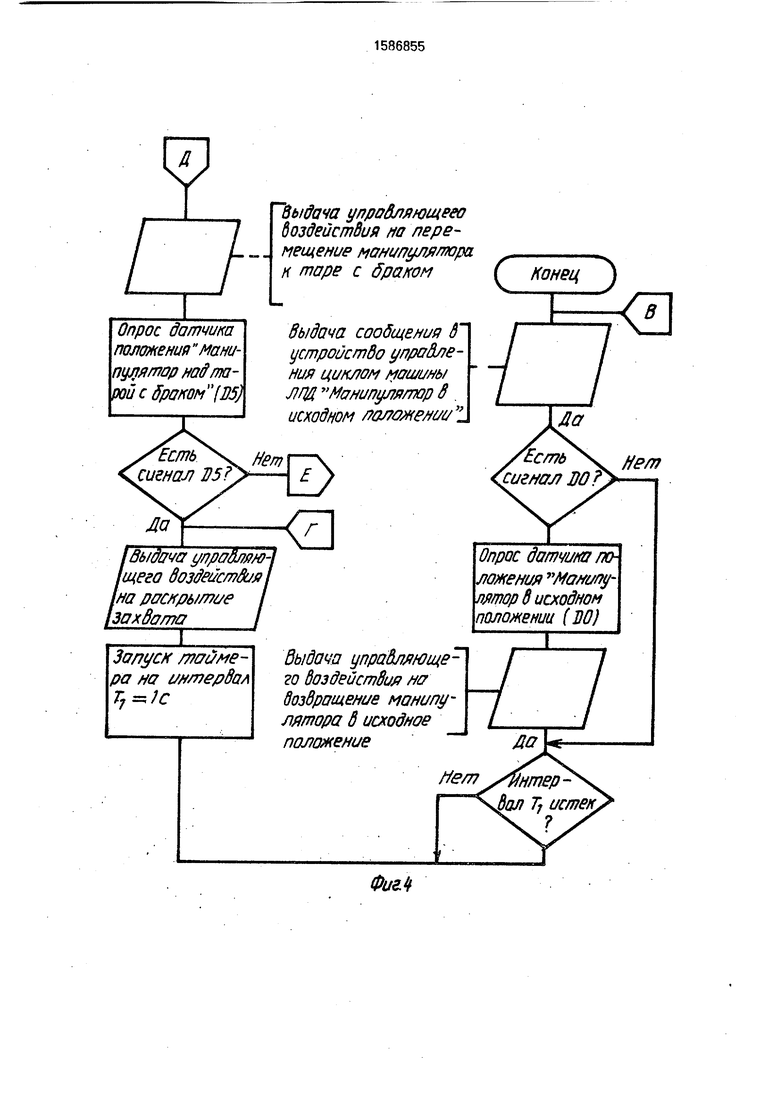
На фиг. 1 изображена схема устройства управления промышленным роботом для съема отливок машины ЛПД; на фиг.2 - 5 - алгоритм цикла функционирования устройства (без передачи отливки на укладчик отливок).
Устройство состоит из программного контроллера 1, выполненного на базе мик- роЭВМ 2, например СМ 1810.31. включающего модули ввода аналоговых 3, дискретных 4 и число-импульсных 5 сигналов, например СМ 1800.9201, СМ 1800.9301 и СМ 1800.9304, и модуль 6
вывода дискретных сигналов, например СМ 1800.9303, и соединенного с устройством управления циклом машины ЛПД с исполнительными механизмами, манипулятора 7 с механическим захватом, например, типа РМ-2, снабженным бесконтактными датчиками положения механических частей, например, типа БТП, а также с датчиками объема отливки 8, массы дозируемого металла 9 и длины пресс-остатка 10. Датчик 8 объема отливки представляет собой, например, контактный электрод. Датчик 9 массы дозируемого металла представляет собой, например, тензометрический преобразователь типа ДСТБ, смонтированный на заливочном устройстве, например манипуляторе для заливки металла. Датчик 10 длины преср-остатка.представляет собой, например, датчик положения пресс-поршня, выполненный в виде щелевой линейки.
ся
00
о сх
СП.
сл
жестко соединенной со штоком поршня и снабженной выключателем импульсов ДФ-4У1.
Неполнота отливки определяется следующим образом.
Измерив длину пресс-остатка L (м) и зная диаметр камеры прессования d (м), можно определить фактическую массу пресс-остатка m (кг) по формуле
:d
L.
(1)
)где р- плотность металла, кг/м .
При полном заполнении металлом разъема пресс-формы заданная масса пресс-остатка тз (кг) равна
п1з тд-рУ,(2)
где тд - масса дозы металла, кг;
V - суммарный объем отливки, промыв- ников и литниковой системы (постоянен для отливки определенного вида), м.
При m тз отливка считается бракованной.
Датчик объема отливки используется в системе для контроля полноты отливки, предварительно определенной как небракованная. Дополнительный контроль сохра- няется с целью учета возможности выплеска металла из разъема пресс-формы. В этом случае объем отливки контролируется известным способом.
Устройство работает следующим образом.
До начала функционирования манипулятора 7 по информации от устройства управления циклом машины ЛПД Начало дозирования металла и Кристаллизация отливки (фиг.2 - 5) микроэвм 2 через модули ввода аналоговых 3 и число-импульсных 4 сигналов опрашивает датчики дозы металла 9 и длины пресс-остатка 10. Импульсы с датчика 10 поступают на модуль ввода число-импульсных сигналов, работающий в режиме вычитания. Таким образом, конечное положение пресс-поршня соответствует дли не пресс-остатка, значение которой определяется как
,,(3)
где л- постоянная щелевой линейки, м/им- пульс;
I - число импульсов, считываемых с модуля ввода число-импульсных сигналов, импульс.
По Формулам (1) и (2) рассчитываются соответственно фактическая и заданная
10
15
0
5
0
5
0
5
0
5
массы пресс-остатка, после чего формируется признак Брак отливки (К 0) при m Шз. После включения мaHиг yлятo- ра 7 в работу по сообщению Начало работы манипулятора, поступающего от устройства управления циклом машины ЛПД в программный контроллер 1 в зависимости от значения признака К, манипулятор 7 переносит извлеченную из пресс-формы отливку либо в тару с браком (К 0), либо в бак с охлаждающей жидкостью (К 1). В последнем случае охлаждающая жидкость (вода) вытесняется отливкой и в случае нормального объема отливки достигает контактного электрода (датчика 8 объема отливки).. В противном случае (неполноты отливки) датчик 8 объема отливки не срабатывает и сигнал от него через модуль 4 ввода дискретных сигналов в микроЭВМ 2 не поступает. При этом манипулятор 7 переносит отливку в тару с браком.
Таким образом, предлагаемое устройство по сравнению с известным способно выявлять неполноту извлекаемой отливки заранее, исключая из цикла такт манипулятора Охлаждение отливки и измерение ее обьема, что повышает производительность промышленного робота.
Испытание макета показало, что использование устройства автоматического управления промышленным роботом для съема отливок машины ЛПД позволяет повысить КПД и надежность в работе за счет сокращения продолжительности определения брака отливки и, таким образом, умейь- шения износа и отказов оборудования, что повышает производительность комплекса ЛПД на 0,5%.
Формула изобретен и.я Устройство управления промышленным роботом для съема отливок машины литья под давлением, содержащее манипулятор с механическим захватом, снабженный программным контроллером, соединенным с датчиком объема отливки и с устройством управления циклом машины литья под давлением, отличающееся тем, что, с целью повышения КПД и надежности в работе устройства, оно дополнительно содержит датчики массы дозируемого в пресс-камеру металла и длины пресс-остатка, соединенные с программным контроллером.
h
выЛгча упраВляюшка
Воздействия на 88od панапулятоой В разъем
ffem
Onfxx ffamwita поло1кемия ftt- мушя/щ) 8 tic- лоаном палояк (DO)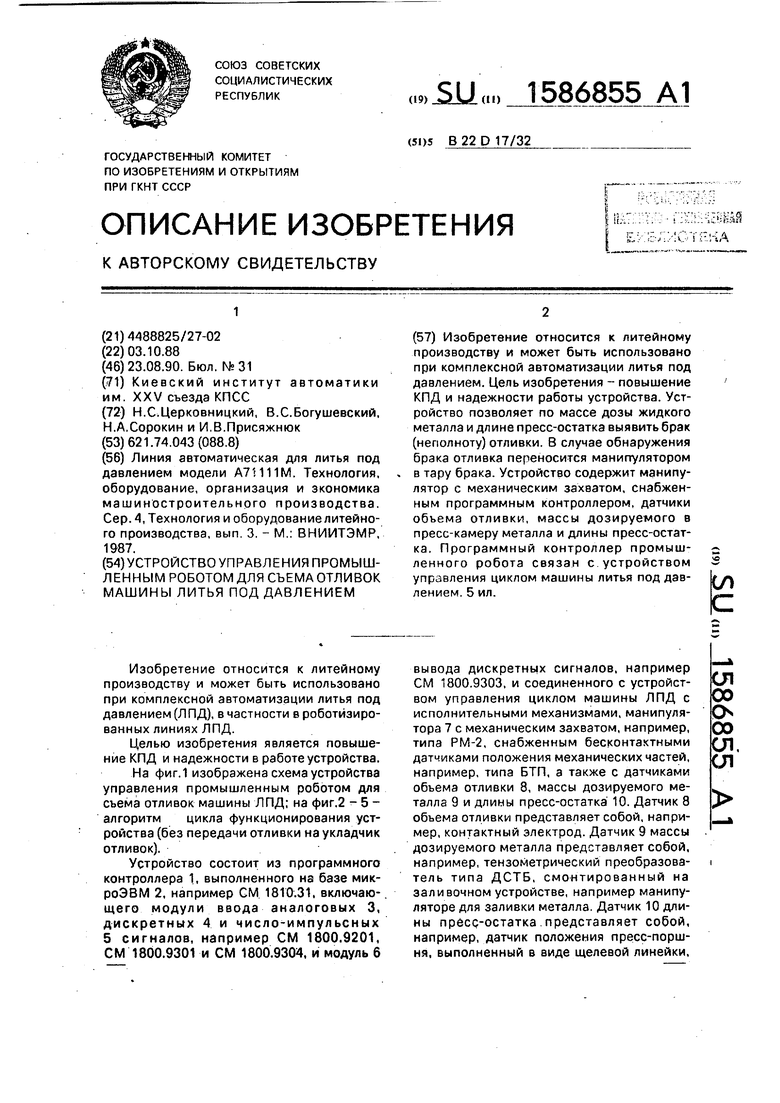
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ МАШИНЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2002 |
|
RU2220025C1 |
| Установка для литья под давлением | 1979 |
|
SU846084A1 |
| Система управления машины литья под давлением | 1987 |
|
SU1405955A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2026144C1 |
| Система управления машиной литья под давлением | 1987 |
|
SU1468649A1 |
| Устройство для охлаждения пресс-поршня машины литья под давлением | 1982 |
|
SU1088874A1 |
| Система управления машины литья под давлением | 1983 |
|
SU1130433A1 |
| Гибкий производственный модуль для дробеметной очистки отливок | 1988 |
|
SU1792821A1 |
| Машина для литья под давлением | 1977 |
|
SU880621A1 |
| Способ получения отливок на машине литья под давлением с вертикальной холодной камерой прессования | 1978 |
|
SU789231A1 |

Изобретение относится к литейному производству и может быть использовано при комплексной автоматизации литья под давлением. Цель изобретения - повышение КПД и надежности работы устройства. Устройство позволяет по массе дозы жидкого металла и длине прессостатка выявить брак (неполноту) отливки. В случае обнаружения брака отливки переносится манипулятором в тару брака. Устройство содержит манипулятор с механическим захватом, снабженным программным контроллером, датчики объема отливки, массы дозируемого в пресс-камеру металла и длины пресс-остатка. Программный контроллер промышленного робота связан с устройством управления циклом машины литья под давлением. 5 ил.
Опрос датчика положения манипулятор 8 разъеме пресарормь/ (Б,)
гмал Ttf
jffbfdava упрадлмз- ея воздейст&м
злгры/пие за ixSama
W-1
J
Выдала упаадляюш го во деИстоия на баз- бращеиие тнипу я- тора 8 исходное состояние
Запуск тайне pa на umnepSaj) r/eVf
JOB
Выдача gnpaS afOtuux BQsdeucffiSuu flu перемещение HOHunt/jj mopa к баку с О)(ла к ающё1/ тидкостьго и nowyi BHtip omj)udf{U § бак
Опрос тпчика яапо- жния MQHuni/лйтор д положении о)( ш отливки (ff)
Ma
Выдача упра&ллющего ЬоэдеистВир на перемещение панипуляпю- 00 к таре с еоднымц оптаднами
Опрос датчика. отлиВки
да;
Опрос датчика ло)кени г Манипу- лйтор над тарой с wdmfffu от1иВками{Л1
Запуск тайме- на интервал T2-SC
Фиг.З
Выбача уп/зо&пяющрео воздействия на перемещение Mownyjj/i pa н таре с браком
Выдача соодщения д дстроистВо упроОле- ния циклом машины Jinu MaHunyj7ff/wp 8,
исходном /7a/ o e/fuu L
Выдача упрадллюще о доздейстбил ff доздрпшение манипу йтора д исходное положение
Опрос датчина положения /%7/r2//7 - лятор д исходном пол о тении (DO)
Фиг. It
f НачолоЛ
Опрос дозы металла (Щ)
Нет
Опрос длины пресс - остатка (г)
W -/.
Код coofkuemip опт
устроОсгт а ипраб кния циклом машины лпм
)V
| Способ получения плодоягодных экстрактов | 1947 |
|
SU71111A1 |
| Технология, оборудование, организация и зкономика машиностроительного производства | |||
| Сер | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - М.: ВНИИТЭМР, 1987. | |||
