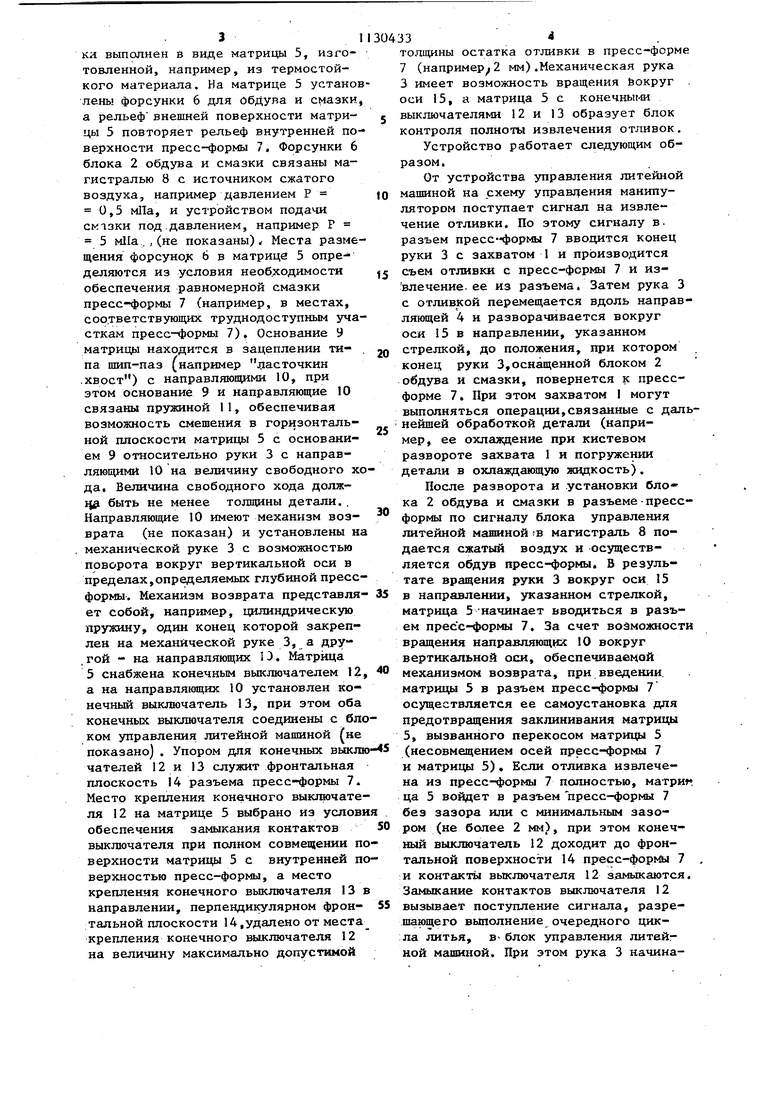
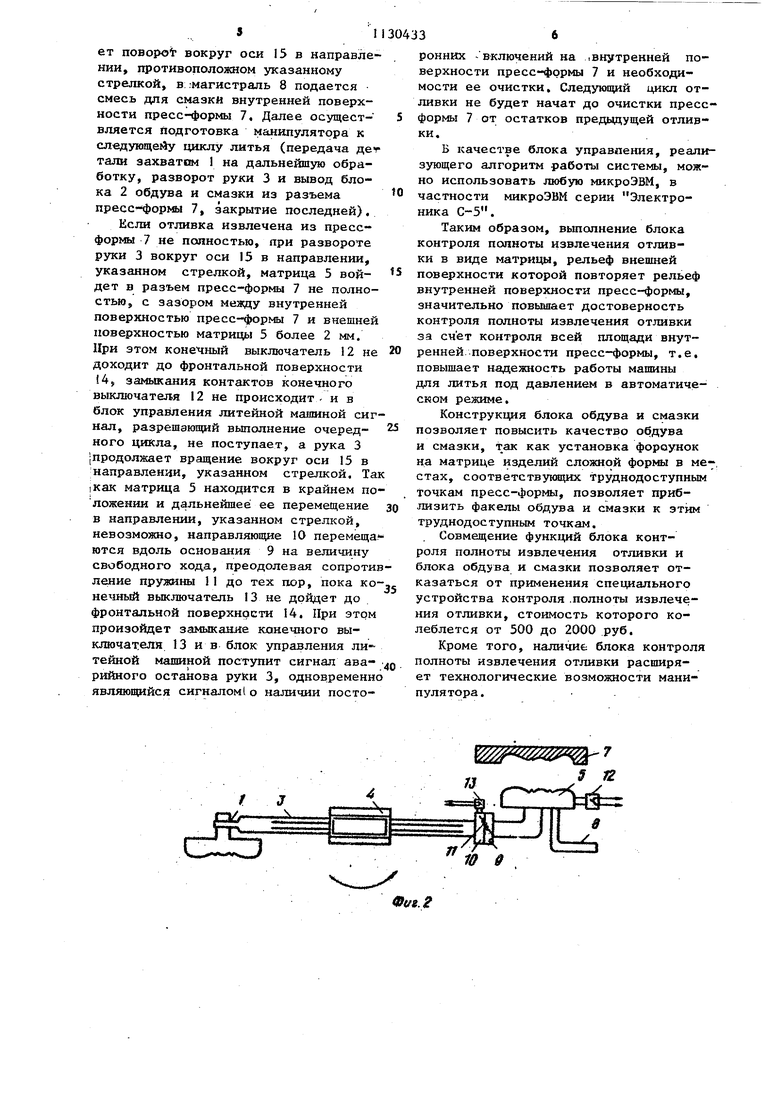
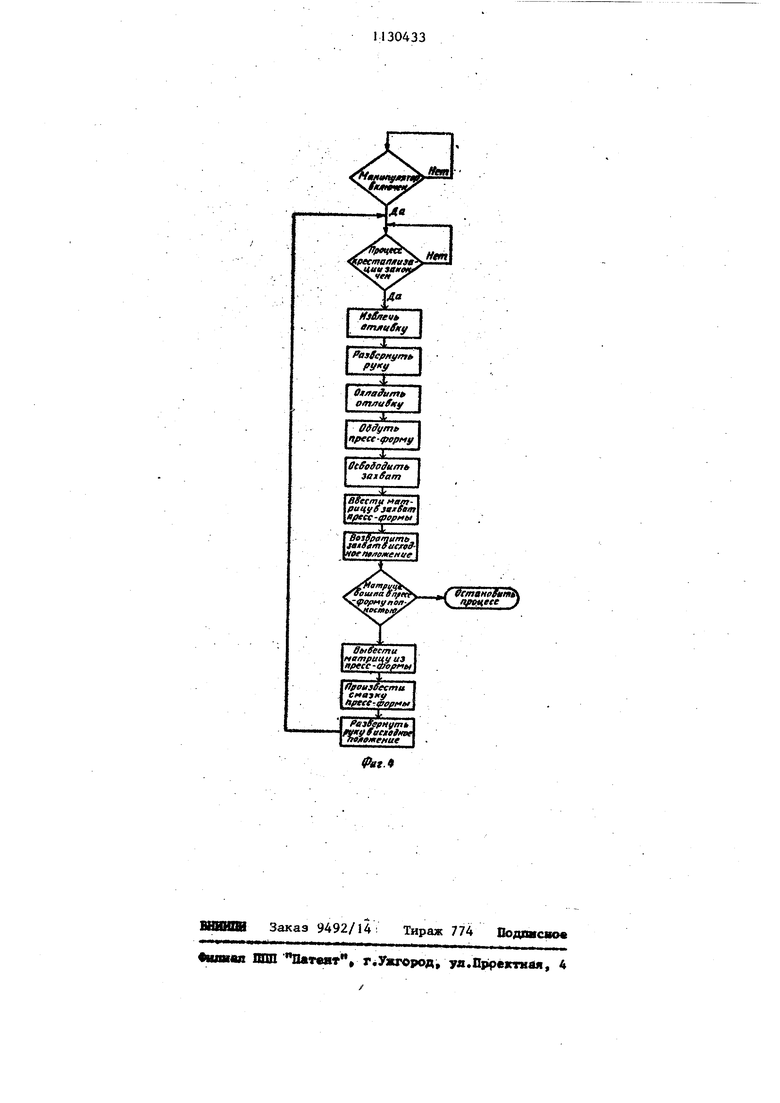
Изобретение относится к литейному производству и может быть использовано в различньк отраслях машиностроения, например, е атомном машиное строении и котлостроении Лри автоматизации операций извлечения отливок, очистки и смазки пресс-форм, а также контроля полноты извлечения отливок, при литье под давлением. Известен манипулятор,содержащий механическую руку с механизмом возвратно-поступательного перемещения и поворота, съемник (захват) и блок распределительных форсунок, блок обдува и смазки, представлякиций собой раму с укрепленными на ней форсунка ми для обдува и смазки, съемник размещен на одном конце руки, а блок форсунок Установлен на съемнике П . Недостатком такого манипулятора я ляется то, что нанесение смазки на форму при .такой установке форсунок может производиться либо во время перемещения руки,что не эффективно, либо с последовательными остановами руки против характерных мест формы, что предъявляет повышенные требования к системе управления манипулятором. Кроме того, установка форсунок на захвате создает неудобства при входе последнего в ограниченное рабо чее пространство мевду раскрытыми п луформами, а также затрудняет манипу лирование отливкой при .передаче ее на последующие операции - охлаждение контроль, установку в обрубной штамп Конструкция блока распределительных форсунок не позволяет провести качественную очистку и смазку изделий сложной формы с труднодоступными местами, отсутствует контроль |полно1Ы извлечения отливки, Известно устройство контроля полноты извлечения отливок, основанное 1на исследовании целостности отлив(кн. Каждый датчик устройства содержи Корпус, щуп,пружину, шарик и контакт ную систему и позволяет при воздействии на щупы сигнализировать о.наличии отдельньк участков литниковой системы на отливке Однако указанное устройство, обла дая достаточной надежностью контроля отдельных участков отливки, не дает полной информации о состоянии прессформы, Наиболее близким к изобретению яв ляется устройство, которое представляет собой манипулятор для машин ли- тья под давлением, содержащий механическую руку с захватом и блоком форсунок Г блок ое5дува и смазки), установленную в направляющей, причем захват и блок форсунок установлены на противоположных концах механической руки. Цосле извлечения захватом отливки из пресс-формы при помощи привода рука разворачивается до тех пор, пока блок форсунок не установится против раскрытой пресс-формы. Далее блок форсунок вводится в разъем пресс-формы и производится нанесение разделительного состава на ее поверхность 3J . Недостатком известного устройства является отсутствие контроля полноты извлечения отливки, что снижает надежность его работы, а также ограничивает технологические возможности. Конструкция,его блока форсунок не обеспечивает качественной .очистки и смазки пресс-форм для изделий сложной формы в труднодоступных местах. Цель изобретения - повышение надежности системы путем обеспечения контроля полноты извлечения отливки по всей площади внутренней поверхности пресс-формы, а также путем улучшения качества смазки пресс-формы для изделий сложной формы, Цель достигается тем, что система управления машины литья под давлением, содержащая манипулятор, вьтолненный в виде механической руки с захватом, блок обдува и смазки, установленный на противоположных захвату концах руки, и блок управления, снабжена блоком контроля полноты изв. лечения отливки, в1ыполненным в виде матрицы, рельеф внешней поверхности которой повторяет рельеф внутренней поверхности пресс-формы, причем на матрице и механической руке установлены конечные выключатели, подсоединенные к блоку управления, а форсунки блока обдува и смазки вым полнены в. :матрице, На фиг.1 изображена система, вид сбоку; на фиг,2 - то же, вид сверxyj на фиг,3 - матрица с форсунками для обдува и смазки; на фиг.4 алгоритм работы , .-системы. Устройство содержит захват 1 и блок 2 обдува и смазки, установленные на противоположных концах механической руки 3, расположенной в направлянндей 4, причем блок 2 обдува и смазкл выполнен в виде матрицы 5, изготовленной, например, из термостойкого материала. На матрице 5 устано лены форсунки 6 для ОбДува и смазки а рельеф внешней поверхности матрицы 5 повторяет рельеф внутренней по верхности пресс-формы 7, Форсунки 6 блока 2 обдува и смазки связаны магистралью 8 с источником сжатого воздуха, например давлением Р 0,5 м11а, и устройством подачи СК13КИ под.давлением, например Р 5 м11а . , (не показаны) Места разме щения форсуно;с 6 в матрице 5 определяются из условия необходимости обеспечения равномерной смазки пресс-формы 7 (например, в местах, соответствующих труднодоступным уча сткам пресс-формы 7), Основание 9 матрицы находится в зацеплении типа шип-паз (например ласточкин .хвост) с направляющими 10, при этом основание 9 и направляющие 10 связаны пружиной 11, обеспечивая возможность смешения в горизонтальной плоскости матриць 5 с основанием 9 относительно руки 3 с направляющими Ю на величину свободного х да. Величина свободного хода должце быть не менее толщины детали. . Направляющие 10 имеют механизм возврата (не показан) и установлены н механической руке 3 с возможностью поворота вокруг вертикальной оси в пределах,определяемых глубиной пресс формы-. Механизм возврата представля ет собой, например, цилиндрическую пружину, один конец которой закреплен на механической руке 3, а другой - на направляющих 1Э. Матрица 5 снабжена конечным выключателем 12 а на направляющих 10 установлен конечный выюиочатель 13, при этом оба конечных выключателя соединены с бл ком управления литейной машиной (не показано), Упором для конечных выкл чателей 12 и 13 служит фронтальная плоскость i4 разъема пресс-формы 7. Место крепления конечного выключате ля 12 на матрице 5 выбрано из услов обеспечения замыкания контактов выключателя при полном совмещении п верхности матрицы 5 с внутренней п верхностью пресс-формы, а место крепления конечного выключателя 13 направлении, перпендикулярном фронтальной плоскости 14,удалено от места крепления конечного выкгаочателя 12 на величину максимально допустимой толщины остатка отливки в пресс-форме 7 (например 2 мм).Механическая рука 3 имеет возможность вращения Ьокруг . оси 15, а матрица 5 с конечны1-1и выключателями 12 и 13 образует блок контроля полноты извлечения отливок. Устройство работает следующим образом. От устройства управления литейной машиной на схему управления манипулятором поступает сигнал на извлечение отливки. По этому сигналу в. разъем пресс-формы 7 вводится конец руки 3 с захватом 1 и производится съем отливки с пресс-формы 7 и извлечение. ее из разъема. Затем рука 3 с отливкой перемещается вдоль направляющей 4 и разворачивается вокруг оси 15 в направлении, указанном стрелкой, до положения, при котором конец руки 3,оснащенной блоком 2 обдува и смазки, повернется к прессформе 7, При этом захватом I могут выполняться операции,связанные с дапьнейшей обработкой детали (например, ее охлаждение при кистевом развороте захвата 1 и погружении детали в охлаждающую жидкость). После разворота и .установки бло ка 2 обдува и смазки в разъемепрессформы по сигналу блока управления литейной мавшной tB магистраль 8 подается сжатый воздух и осуществляется обдув пресс-формы, В результате вращения руки 3 вокруг оси 15 в направлении, указанном стрелкой, матрица 5 начинает вводиться в разъем пресс-формы 7, За счет водможиости вращения направляющих 10 вокруг вертикальной оси, обеспечиваеной механизмом возврата, при введении, матрицы 5 в разъем пресс-формы 7 осуществляется ее самоустановка для предотвращения заклинивания матрицы 5, вызванного перекосом матрицы 5 (несовмещением осей пресс-формы 7 и матрицы 5). Если отливка извлечена из пресс-формы 7 полностью, матриц ца 5 войдет в разъем пресс-формы 7 без зазора или с минимальным зазором (не более 2 мм), при этом конечный выключатель 12 доходит до фронтальной поверхности 14 пресс-формы 7 . и контакты выключателя 12 з.амыкаются. Замыкание контактов выключателя 12 вызывает поступление сигнала, разрешающего выполнение очередного цикла литья, в блок управления литейгиой машиной. При этом рука 3 начина 1ет поворот вокруг оси 15 в направлении, противоположном указанному стрелкой, в; /магистраль 8 подается смесь для смазки внутренней поверхности пресс-формы 7, Далее осуществляется подготовка манипулятора к следующейу циклу литья (передача дег тали захватам I на дальнейшую обработку, разворот руки 3 и вывод блока 2 обдува и смазки из разъема пресс-форма 7, закрытие последней). Если отливка извлечена из прессформы 7 не полностью, при развороте руки 3 вокруг оси 15 в направлении, указанном стрелкой, матрица 5 войдет в разъем пресс-формы 7 не полностью, с зазором между внутренней поверхностью пресс-формы 7 и внешней поверхностью матрицы 5 более 2 мм. При этом конечный выключатель 12 не доходит до фронтальной поверхности 1, замыкания контактов конечного выключателя 12 не происходит - и в блок управления литейной машиной сиг нал, разрешающий выполнение очередного цикла, не поступает, а рука 3 Продолжает вращение вокруг оси 15 в направлении, указанном стрелкой. Та как матрица 5 находится в крайнем по ложении и дальнейшее ее перемещение в направлении, указанном стрелкой, невозможно, направляющие 10 перемеща ются вдоль основания 9 на величину свободного хода, преодолевая сопроти ление пружины 11 до тех пор, пока ко нечный выключатель 13 не дойдет до фронтальной поверхности 14. При этом произойдет замыканяе конечного выключателя 13 ив блок управления литейной машиной поступит сигнал аварийного останова руки 3, одновременн являющийся сигналомI о наличии посто3ронних -включений на 1внутренней поверхности пресс-формы 7 и необходимости ее очистки. Следующий цикл отливки не будет начат до очистки прессформы 7 от остатков предыдущей отливки. Б качестве блока управпения, реализующего алгоритм работы системы, можно использовать любую микроЭВМ, в частности микроэвм серии Электроника С-5. Таким образом, выполнение блока контроля полноты извлечения отливки в виде матрицы, рельеф внешней поверхности которой повторяет рельеф внутренней поверхности пресс-формы, значительно повышает достоверность контроля полноты извлечения отливки за счет контроля всей площади внутренней поверхности пресс-формы, т.е. повышает надежность работы машины для литья под давлением в автоматическом режиме. Конструкция блока обдува и смазки позволяет повысить качество обдува и смазки, так как установка фороунок на матрице изделий сложной формы в ме-, стах, соответствующих труднодоступным Точкам пресс-формы, позволяет приблизить факелы обдува и смазки к зтйм труднодоступным точкам. Совмещение функций блока контроля полноты извлечения отливки и блока обдува и смазки позволяет отказаться от применения специального устройства контроля .полноты извлечения отливки, стоимость которого колеблется от 500 до 2000 руб. Кроме того, наличие блока контроля полноты извлечения отливки расширяет технологические возможности манипулятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления машиной литья под давлением | 1987 |
|
SU1468649A1 |
| Манипулятор для машин литья под давлением | 1975 |
|
SU538817A1 |
| Устройство для обдува и смазки пресс-формы и прессующего поршня машины литья под давлением | 1981 |
|
SU1033257A1 |
| Система управления машины литья под давлением | 1987 |
|
SU1405955A1 |
| Манипулятор для извлечения отливок из пресс-формы машины литья под давлением | 1978 |
|
SU704717A1 |
| Установка для литья под давлением | 1979 |
|
SU846084A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ТОРМОЗНЫХ БАРАБАНОВ | 1990 |
|
RU2009009C1 |
| Устройство управления промышленным роботом для съема отливок машины литья под давлением | 1988 |
|
SU1586855A1 |
| Манипулятор для машины литья под давле-НиЕМ | 1979 |
|
SU831311A1 |
| Устройство для обдувки и смазки пресс- форм на машинах литья под давлением | 1986 |
|
SU1315119A1 |
СИСТЕМА УПРАВЛЕНИЯ МАШИНЫ ЛШЪЯ иод ДАВЛЕНИЕМ, содержащая манипулятор, выполненный в виде механической руки с захватом, блок обдува и смазки,установленный на противоположных захвату концах руки,и блок управления, о т л и ч щ а я с я тем, что, с целью повышения ее надежности путем обеспечения контроля полноты извлечения отливки по всей площади внутренней поверхности пресс-формы, а также тем улучшения качества смазки прессФормы для изделий сложной формы, система снабжена блоком контроля полноты извлечения отливки, выполненнью в виде матрицы, рельеф внешней поверхности которой повторяет рельеф внутренней поверхности пресс-формы, причем на матрице и ме(Л С ханической руке установлены конечные выключатели, подсоединенные к блоку управления, а форсунки блока обдува и смазки выполнены в матрице.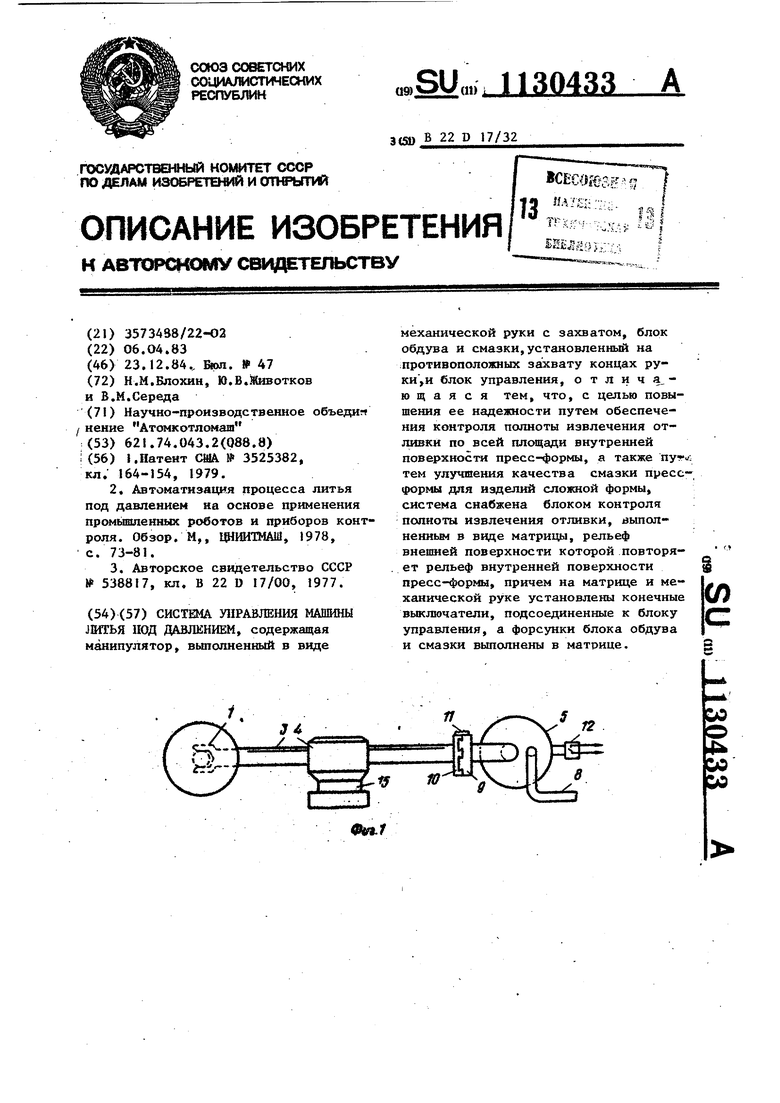
V J
9 J2
::
Фуг.
eSecmu ftaat
рацуезвлеат
afttcc-ipepHb
ВвзУратать, 3atSemSucf«34OfntJ iHiteHtte
| I.Патент США | |||
| № 3525382, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Обзор | |||
| М,, 1ШИИТМАШ, 1978, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
