Изобретение относится к прокатному производству, в частности к прокатке не- гтрерывнолитых слябов с редуцированием.
Цель изобретения - повышение выхода годного прок1ата путем уменьшения длины концов раската с шириной меньше номинальной.
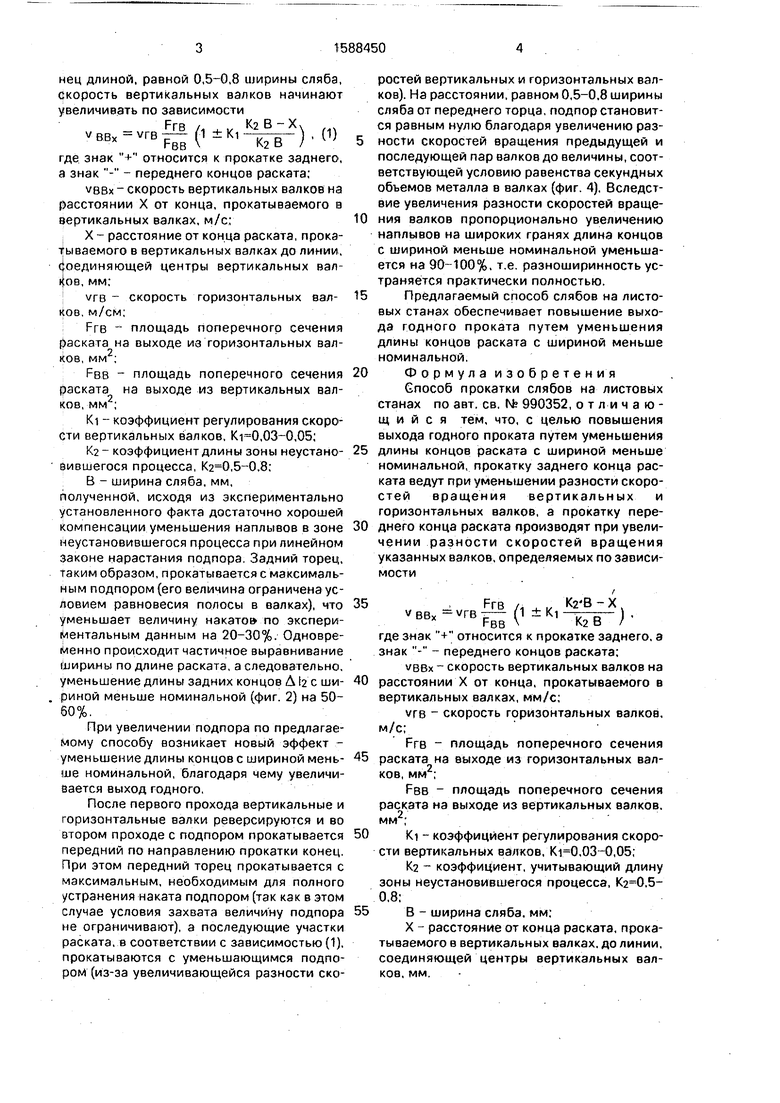
На фиг. 1 изображена форма в плане конца раската после прокатки в вертикальных валках (тонкими линиями показана форма наплывов при прокатке без подпора, штрихпунктирными - при прокатке с быстрым увеличением подпора и пунктирными - при увеличении подпора по предлагаемому способу); на фиг. 2 - форма в плане конца раската после прокатки в вертикальных и горизонтальных валках (основной линией изображен контур конца при прокатке без подпора, штрихпунктирной - при прокатке
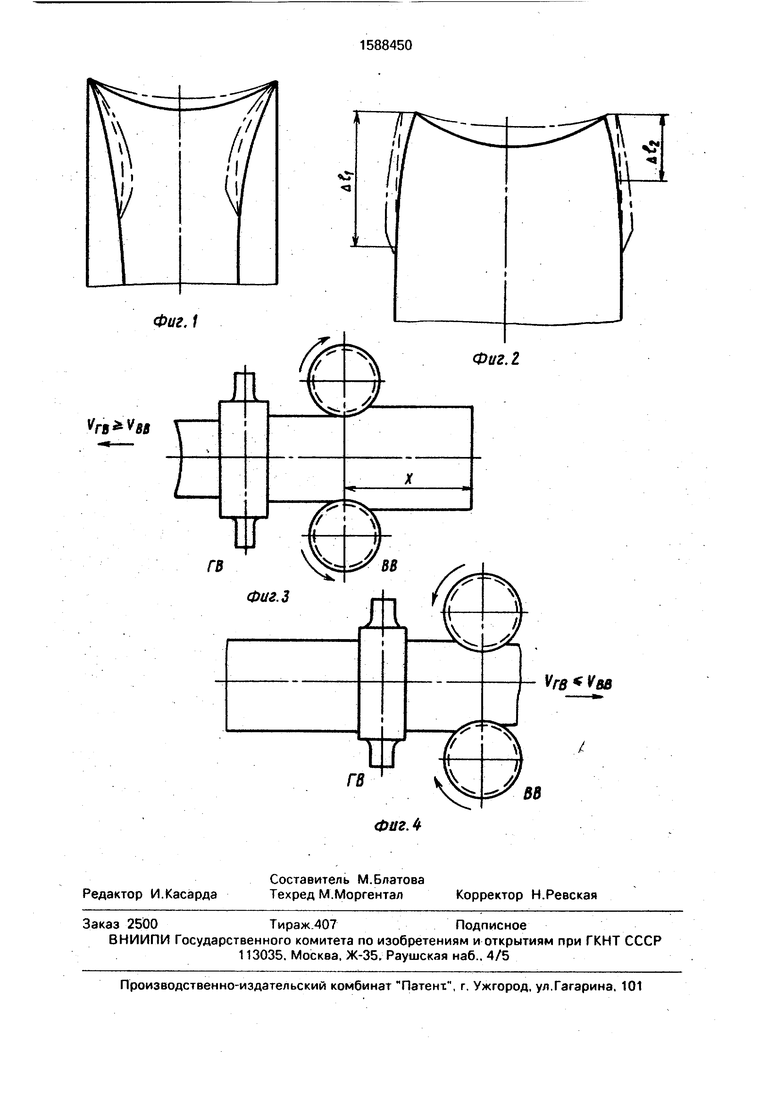
с нерегулируемым быстрым увеличением подпора и пунктирной - по предлагаемому способу); на фиг. 3 -схемаредуцирования с подпором заднего (по направлению прокатки) конца раската; на фиг. 4 - то же, переднего.
Способ осуществляется следующим образом.
Если редуцирующий агрегат имеет вертикальные валки перед горизонтальными, то в первом проходе с подпором прокатывается задний конец (фиг. 3). Сляб прокатывается одновременно в вертикальных и горизонтальных валках. Причем скорость вертикальных валков устанавливают, исходя из равенства секундных объемов металлов в обеих клетях. В результате продольные усилия в полосе отсутствуют, Когда остается непрокатанным задний косл
00 00
сл о
hO
нец длиной, равной 0,5-0,8 ширины сляба, скорость вертикальных валков начинают увеличивать по зависимости
„,, „,|т(,к,).(1)
где знак + относится к прокатке заднего, а знак - - переднего концов раската;
vBBx скорость вертикальных валков на расстоянии X от конца, прокатываемого в вертикальных валках, м/с;
X - расстояние от конца раската, прокатываемого в вертикальных валках до линии, Соединяющей центры вертикальных вал- ||ов, мм;
i VTB - скорость горизонтальных валков, м/см;
РГВ площадь поперечногр сечения раската на выходе из горизонтальных валков, мм ;
FBB - площадь поперечного сечения {раската на выходе из вертикальных валков,
Ki - коэффициент регулирования скорости вертикальных валков, ,03-0,05;
коэффициент длины зоны неустановившегося процесса, ,5-0,8;
В - ширина сляба, мм, полученной, исходя из экспериментально установленного факта достаточно хорошей компенсации уменьшения наплывов в зоне неустановившегося процесса при линейном законе нарастания подпора, Задний торец, таким образом, прокатывается с максимальным подпором (его величина ограничена условием равновесия полосы в валках), что уменьшает величину накато по экспериментальным данным на 20-30%. Одновременно происходит частичное выравнивание ширины по длине раската, а следовательно, уменьшение длины задних концов Д t2 с шириной меньше номинальной (фиг. 2) на 50- 60%.
При увеличении подпора по предлагаемому способу возникает новый эффект - уменьшение длины концов с шириной меньше номинальной, благодаря чему увеличи- еается выход годного.
После первого прохода вертикальные и горизонтальные валки реверсируются и во втором проходе с подпором прокатывается передний по направлению прокатки конец. При этом передний торец прокатывается с максимальным, необходимым для полного устранения наката подпором (так как в этом случае условия захвата величину подпора не ограничивают), а последующие участки раската, в соответствии с зависимостью (1), прокатываются с уменьшающимся подпором (из-за увеличивающейся разности скоростей вертикальных и горизонтальных валков). На расстоянии, равном 0,5-0,8 ширины сляба от переднего торца, подпор становится равным нулю благодаря увеличению разности скоростей вращения предыдущей и последующей пар валков до величины, соответствующей условию равенства секундных объемов металла в валках (фиг. 4), Вследствие увеличения разности скоростей вращения валков пропорционально увеличению наплывов на широких гранях длина концов с шириной меньше номинальной уменьшается на 90-100%, т.е. разноширинность устраняется практически полностью.
Предлагаемый способ слябов на листовых станах обеспечивает повышение выхода годного проката путем уменьшения длины концов раската с шириной меньше номинальной.
Формула изобретения
Способ прокатки слябов на листовых станах по авт. св. № 990352, отличающийся тем, что, с целью повышения выхода годного проката путем уменьшения
длины концов раската с шириной меньше номинальной, прокатку заднего конца раската ведут при уменьшении разности скоростей вращения вертикальных и горизонтальных валков, а прокатку переднего конца раската производят при увеличении разности скоростей вращения указанных валков, определяемых по зависимости
ВВх VrB
V -W)
FBB К2В
где знак + относится к прокатке заднего, а знак - - переднего концов раската;
vBBx скорость вертикальных валков на расстоянии X от конца, прокатываемого в вертикальных валках, мм/с;
VTB - скорость горизонтальных валков, м/с;
РГВ - площадь поперечного сечения раската на выходе из горизонтальных валков, мм ;
FBB - площадь поперечного сечения раската на выходе из вертикальных валков,
KI - коэффициент регулирования скорости вертикальных валков, .03-0,05;
К2 - коэффициент, учитывающий длину зоны неустановившегося процесса, ,5- 0,8; В - ширина сляба, мм;
X - расстояние от конца раската, прокатываемого в вертикальных валках, до линии, соединяющей центры вертикальных валков, мм.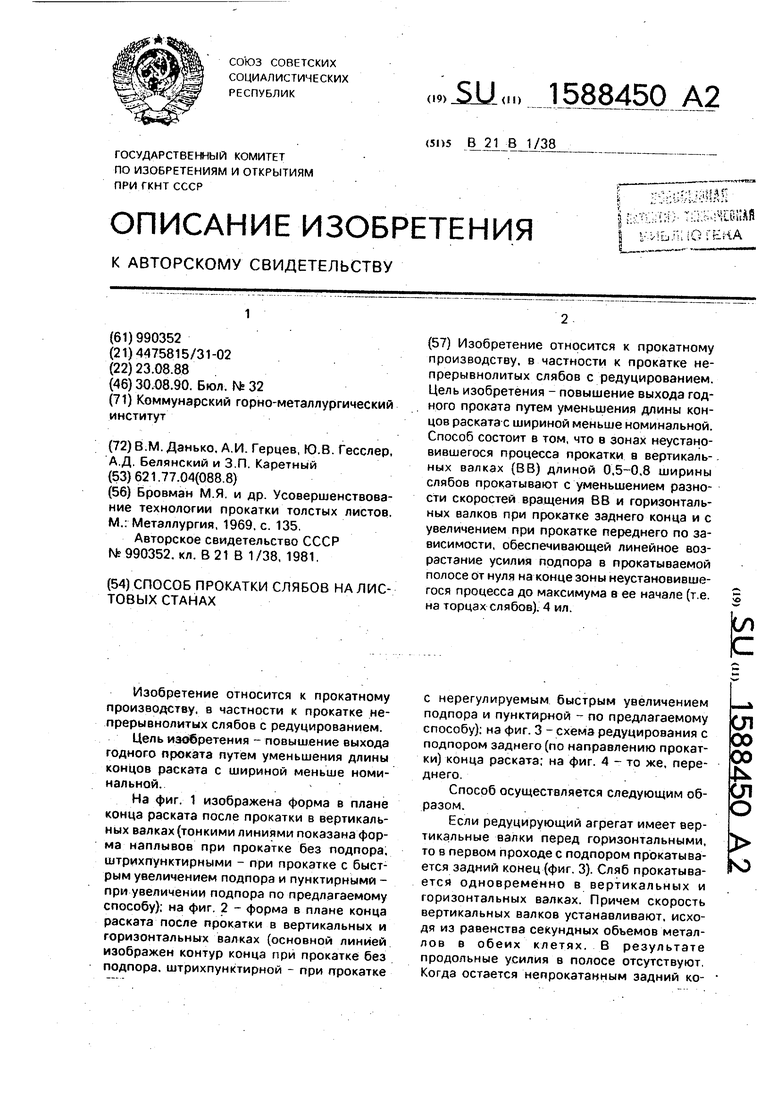
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ прокатки слябов на листовых станах | 1981 |
|
SU990352A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки в вертикальных валках универсальных клетей | 1990 |
|
SU1734899A1 |
| Способ прокатки листов преимущественно на реверсивных толстолистовых станах | 1978 |
|
SU900886A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| Способ прокатки слябов на слябинге | 1986 |
|
SU1519797A1 |
Изобретение относится к прокатному производству, в частности к прокатке непрерывнолитых слябов с редуцированием. Цель изобретения - повышение выхода годного проката путем уменьшения длины концов раската с шириной меньше номинальной. Способ состоит в том, что в зонах неустановившегося процесса прокатки в вертикальных валках (ВВ) длиной 0,5-0,8 ширины слябов прокатывают с уменьшением разности скоростей вращения ВВ и горизонтальных валков при прокатке заднего конца и с увеличением при прокатке переднего по зависимости, обеспечивающей линейное возрастание усилия подпора в прокатываемой полосе от нуля на конце зоны неустановившегося процесса до максимума в ее начале (т.е. на торцах слябов). 4 ил.
| Бровман М.Я | |||
| и др | |||
| Усовершенствование технологии прокатки толстых листов | |||
| М.: Металлургия, 1969 | |||
| с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
