Изобретение относится к литейному производству, в частности к литью под давлением.I
..ель изобретения - расширение технологических возможностей и повышение качества смазывания за счет перемещения фронта взаимодействия встречных факелов вдоль плоскости разъема пресс-формы.
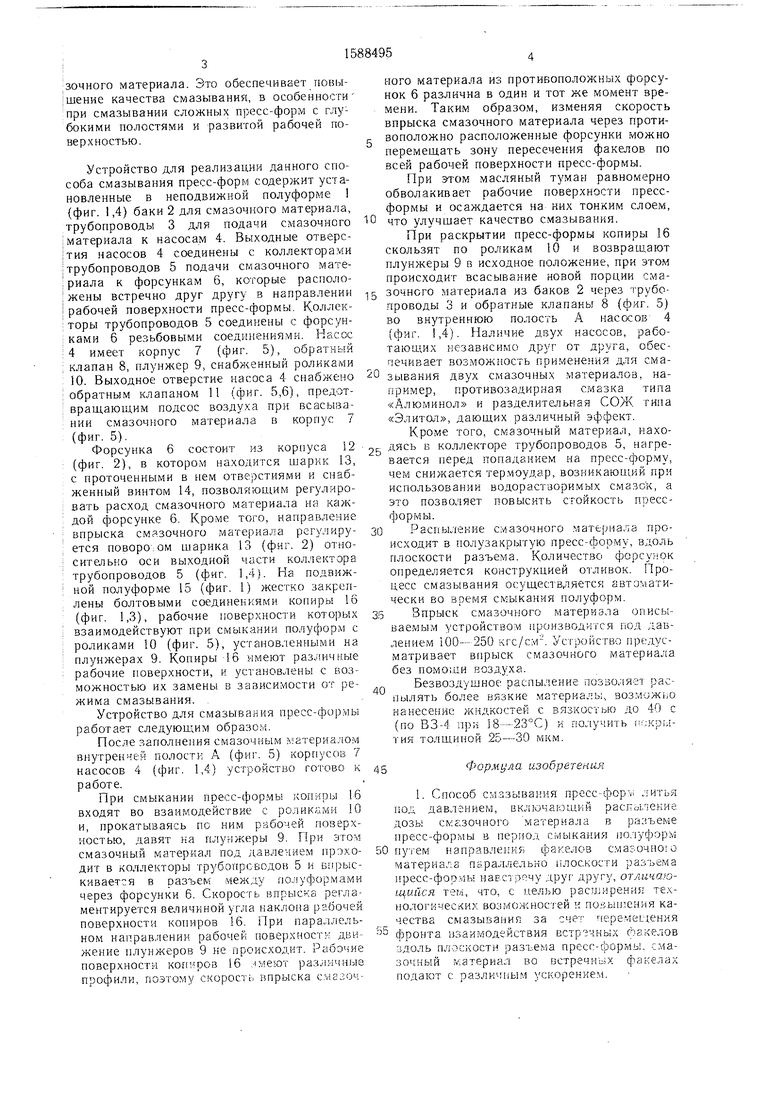
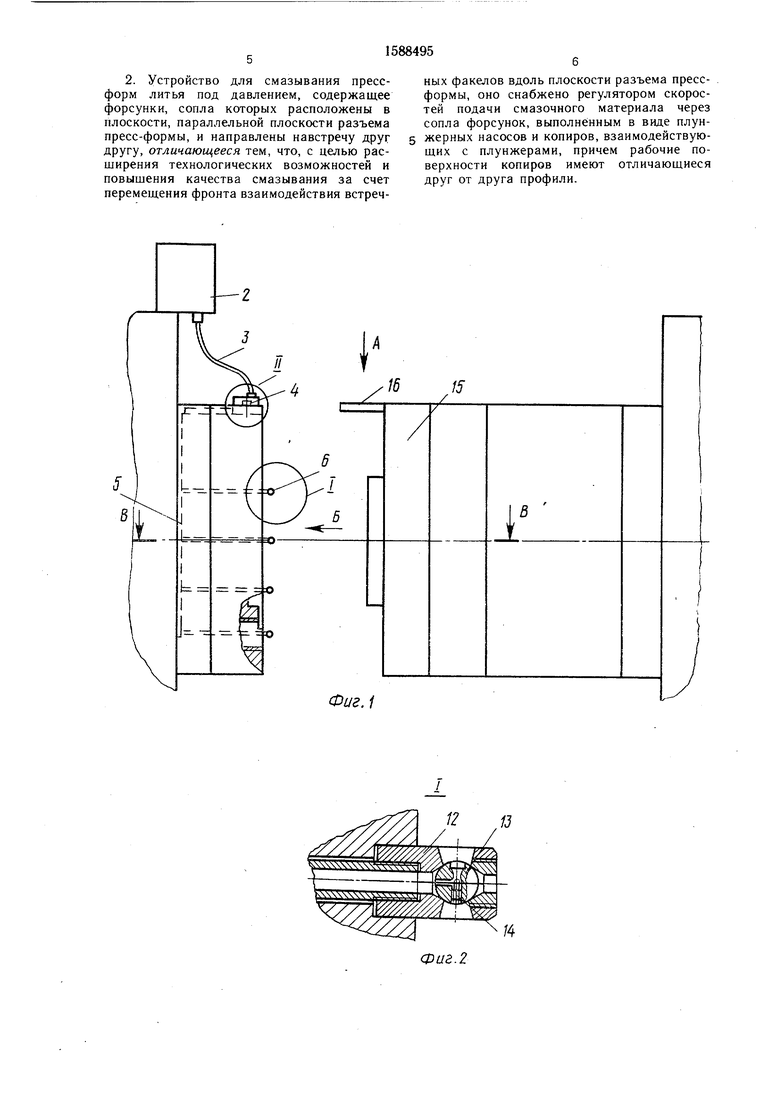
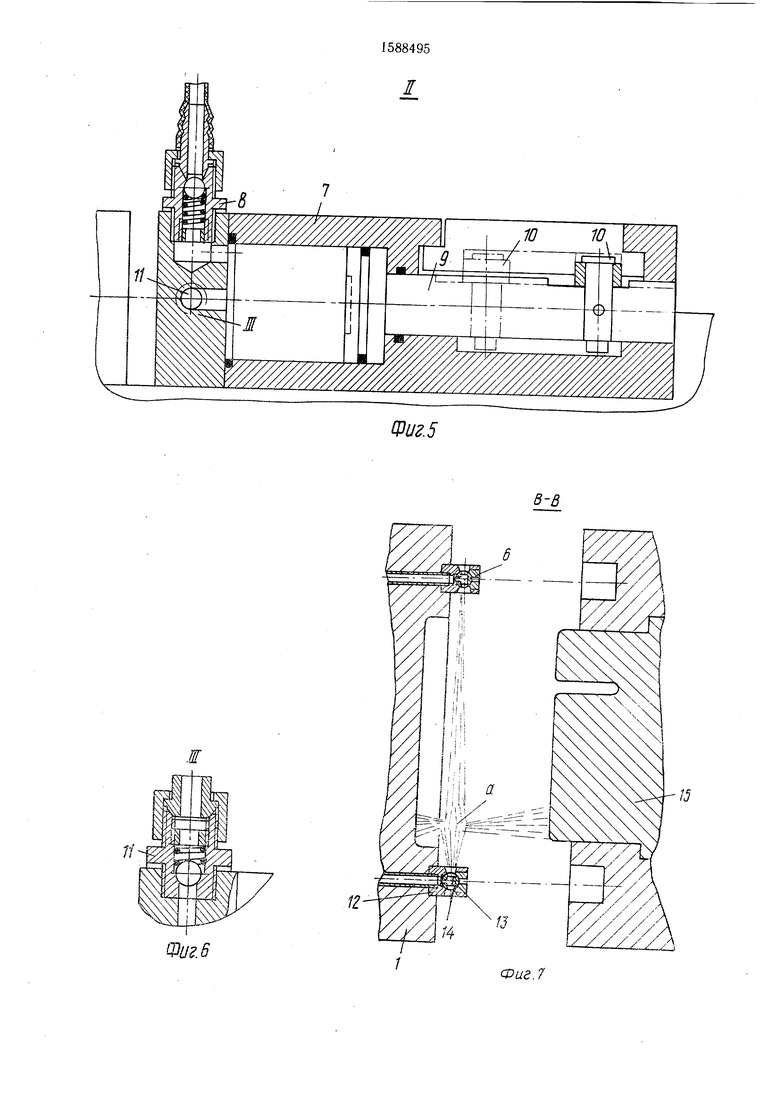
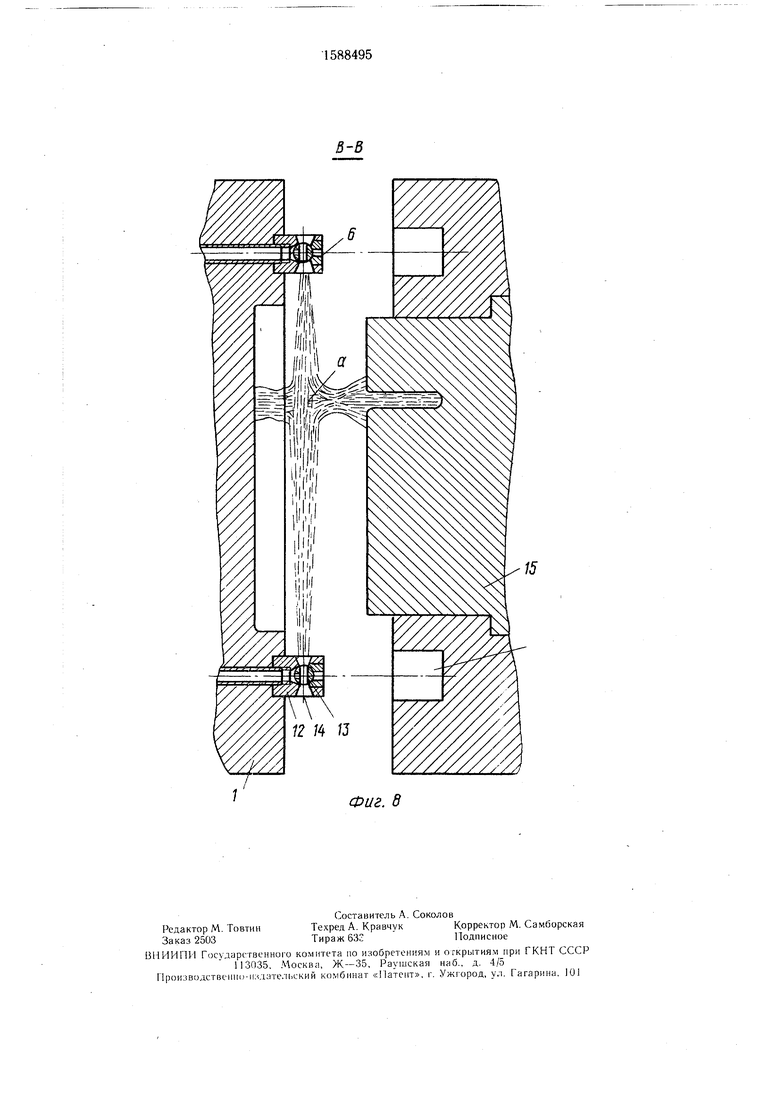
На фиг. 1 показано устройство для смазывания пресс-формы, обший вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А на фиг. 1; на фит. 4 - вид Б на фиг. 1; на фиг. 5 - узел II на фиг. I; на фиг. 6 - узел III на фиг. 5; на фиг. 7 - разрез В-В на фиг. I (начало смазывания полуформ); на фиг. 8 - разрез В-В на фиг. 1 (среднее положение полуформ при смазывании).
Способ смазывания пресс-формы осуществляется следующим образом.
Дозу смазочного материала распыляют форсунками, расположенными встречно
друг к другу в разъеме пресс-формы в. период смыкания полуформы. При этом факелы смазочного материала направляют параллельно плоскости разъема пресс-формы навстречу друг другу (фиг. 7,8,9). Количество форсунок определяется конструкцией отливки. Встречные факелы образуют в разъеме пресс-формы оГ). масляного тумана. Скорость истеченл- :--.;;i ючного материала из сопла форсунки f-.меняется в процессе распыления, что позволяет перемещать облако масляного тумана за счет того, что частицы смазочного материала подают в зону взаимодействия факачов с различными ускорения.ми.
Благодаря этому, образованный при взаимодействии факелов фронт из смазочного материала а, находящегося под избыточным давлением, перемещается вдоль плоскости разъема пресс-формы и формирует на ее рабочей поверхности равномерный слой смаСП
00 00 4 СО
ел
12 13, снабзочного материала. Это обеспечивает повы- ;шение качества смазывания, в особенности при смазывании сложных пресс-форм с глубокими полостями и развитой рабочей поверхностью.
Устройство для реализации данного способа с.мазывания пресс-форм содержит установленные в неподвижной полуформе i {фиг. 1,4) баки 2 для смазочного материала, трубопроводы 3 для подачи смазочного : материала к насосам 4. Выходные отверс- :тия насосов 4 соединены с коллекторами трубопроводов 5 подачи смазочного мате- ; риала к форсункам 6, которы;е располо- жены встречно друг другу в направлении I рабочей поверхности пресс-формы. Коллек- :торы трубопроводов 5 соединены с форсун- ками 6 резьбовыми соединениями. Кассе 4 имеет корпус 7 (фиг. 5), обратный ; клапан 8, плунжер 9, снабженный роликами : 10. Выходное отверстие насоса 4 снабжено : обратным клапаном 11 (фиг. 5,6), предот- ; вращающим подсос воздуха при всасыва- НИИ смазочного материала в корпус 7 (фиг. 5).
Форсунка 6 состоит из корпуса
: (фиг. 2), в котором находится шаркк
с проточенными в нем отверстиями и
женный винтом 14, позволяющим регулиро: вать расход смазочного материала на каж: дои форсунке 6. Кроме того, направление
впрыска смазочного материала регулиру: ется поворотом шарика 13 (фиг. 2) отно: сительно оси выходной части коллектора
трубопроводов 5 (фиг. 1,4}. На подвиж: ной полуформе 15 (фиг. 1) жестко закрегь
лены болтовыми соединениями копиры 16
(фиг. 1,3), рабочие поверхности которых
: взаимодействуют при смыкании полуформ с
: роликами 10 (фиг. 5), установленными на
плунжерах 9. Копиры 16 имеют различные
: рабочие поверхности, и установлены
можностью их замены в зависимости
жима смазывания. Устройство для смазывания пресс-формы работает следующим образом.
После заполнения смазочным материалом внутренней полости А (фиг. 5) корпусов f насосов 4 (фиг. 1,4) устройство готово к работе.
При смыкании пресс-фор.мы копиры 16 входят во взаимодействие с роликалаи 10 и, прокатываясь по ним рабочей поверхностью, давят ка плунжеры 9. При этом смазочный материал под давлением проходит в коллекторы трубопроводов 5 и впрыскивается в разъем между полуформами через форсунки 6. Скорость впрыска регла ментируется величиной угла наклона рабочей поверхности копиров 16. При парал ном направлении рабочей поверхности жение плунжеров 9 не происходит поверхности копиров 6 профили, поэтому скорое
с Н503от ре1ель-двиРабочие
меют различные впрыска с.VIаз04
5
0
5
30
40
(-ЮГО материала из противоположных форсунок 6 различна в один и тот же момент времени. Таким образом, изменяя скорость впрыска смазочного материала через противоположно расположенные форсунки можно перемещать зону пересечения факелов по всей рабочей поверхности пресс-формы.
При этом масляный туман равномерно обволакивает рабочие поверхности пресс- формы и осаждается на них тонким слоем, что улучшает качество смазывания.
При раскрытии пресс-формы копиры 16 скользят по роликам 10 и возвращают плунжеры 9 в исходное положение, при этом происходит всасывание новой порции смазочного материала из баков 2 через трубо- .проводы 3 и обратные клапаны 8 (фиг. 5) во внутреннюю полость А насосов 4 (фиг. 1,4). Паличие двух насссов, работающих независимо друг от друга, обеспечивает воз.можность применения для смазывания двух смазочных материалов, например, противозадирная смазка типа «Алюминол и разделите/)ькая СОЖ тина «Элитол, дающих различный эф фект.
Кроме того, смазочный материал, находясь в коллекторе трубопроводов 5, нагревается перед попаданием на пресс-форму, чем снижается термоудар, возникающий при использовании водорастворимых смазок, а это позволяет повысить стойкость пресс- формы.
Распыление смазочного материала происходит в полузакрытую пресс-форму, вдоль плоскости разъема. Количест.во форсунок определяется конструкцией отливок. Процесс смазывания осуществляется автоматически во время смыкания полуформ.
Впрыск смазочного материала описываемым устройством производится под давлением КГС/СМ-. Устройство предусматривает впрыск смазочного материала без помощи воздуха.
Безвоздушное распыление позволяет распылять более вязкие материаль;, возможно нанесение жидкостей с вязкостью до 40 с (по ВЗ-4 при 18-23°С) и получить п жры- тия толщиной 25-30 мкм.
45
Формула изобретения
с.мазочно о :ти разъема
1. Способ смазывания пресс-фор литья гшд давлением, включающий распо / екие дозы смазочного материала в разъеме пресс-формы в период смыкания полуформ
путем направления факелов материала параллельно плоское пресс-формы навстречу друг другу, отличающийся тем, что, с цел.ью расц ирени ; технологических возможностей к позыи-ения качества смазывания за счет г|ер.емещения
5 фронта изаигйодействия встречных Аакелов здоль плоскости разъема пресс-формы, смазочный материал во FJCTpe4HraX факелах подают с различным ускорением.
2. Устройство для смазывания пресс- форм литья под давлением, содержащее форсунки, сопла которых расположены в плоскости, параллельной плоскости разъема пресс-формы, и направлены навстречу друг другу, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества смазывания за счет перемещения фронта взаимодействия встречных факелов вдоль плоскости разъема пресс- формы, оно снабжено регулятором скоростей подачи смазочного материала через сопла форсунок, выполненным в виде плун- 5 жерных насосов и копиров, взаимодействующих с плунжерами, причем рабочие поверхности копиров имеют отличающиеся друг от друга профили.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смазывания пресс-форм литья под давлением | 1986 |
|
SU1452652A1 |
| СМАЗЫВАНИЕ ЦИЛИНДРИЧЕСКОГО РЕДУКТОРА | 2016 |
|
RU2641561C2 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| НИЗКООБОРОТНЫЙ ДВУХТАКТНЫЙ ДВИГАТЕЛЬ БОЛЬШОГО РАБОЧЕГО ОБЪЕМА СО СМАЗОЧНОЙ ФОРСУНКОЙ, ОБЕСПЕЧИВАЮЩЕЙ ВПРЫСК С ЗАВИХРЕНИЕМ | 2015 |
|
RU2692192C1 |
| Прибор для испытания и регулировки форсунок | 2020 |
|
RU2733908C1 |
| Способ управления машиной литья под давлением и устройство для его осуществления | 1988 |
|
SU1533830A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2026144C1 |
| Устройство для смазки тяговых цепей конвейера | 1977 |
|
SU698857A1 |
| Устройство для скрепления полуформ | 1989 |
|
SU1729689A1 |
| Устройство для смазки пресс-форм литьяпОд дАВлЕНиЕМ | 1979 |
|
SU831309A1 |
Изобретение относится к литейному производству, в частности к устройствам для смазывания пресс-форм, и может быть использовано для автоматического смазывания пресс-форм на машинах литья под давлением. Цель изобретения - расширение технологических возможностей и повышение качества смазывания пресс-форм за счет перемещения фронта взаимодействия встречных факелов вдоль плоскости разъема пресс-формы. Дозу смазочного материала распыляют форсунками в разъеме в период смыкания полуформы, при этом факелы направлены навстречу один другому, в результате образуется облако масляного тумана, которое перемещается вдоль разъема пресс-формы за счет того, что скорости истечения смазочного материала из форсунок согласованно изменяются с помощью системы копиров, взаимодействующей с плунжерами насосов для смазочного материала. Приводится конструкция устройства для реализации данного способа. 2 с.п. ф-лы, 8 ил.
Фиг. 1
12 13
фиг.2
Вид l
Фиг.З
дидб
16
тг.
Фи.б
Фиг. 5
Фиг. 8
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Способ смазывания пресс-форм литья под давлением | 1986 |
|
SU1452652A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
